Способ нарезания зубьев рихтовочных напильников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 368944




Текст
368944 О Пизоьееткния Союз Советскиэ Социалистическиз РеспубликК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Зависимое от авт. свидетельства Заявлено 25,.1971 (Мо 1625456/25-8) М. Кл. В 230 73/О присоединением заявки Мв ПриоритетОпубликовано 081973, Бюллетень Хо 10 Комитет ао велев иаобрвтениЯ и открытиЯ лри Совете Министров СССР, М. М. Гадасин, В. А. Захаров, А. М. Скриниченко,Д, Гаврилин, В, К. Лебедев и В. Е. Егороваучно-исследовательский инструментальный институт За тель сесоюзныи ПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ РИХТОВОЧНЬХ НАПИЛЬНИКОВсхемы распока, резца гопо которым азности нарер ине.зания зубьевествляют слеИзоб 1 ретение относится к металлообрабатывающей промышленности.Известен способ,нарезания зубыв рихтовочных напильничков торцовой головкой с двумя резцами при непрерывистой подаче заготовки, по которому 1 переднюю и задвюю грани зубьев нарезают одинаковыми по геометрии черновым и чиетовым резцами, что снижает качество обработки.Известен также способ нарезания зуоьев напидыников механическии зубилом при непрерывной подачи заготовки. Этот способ также не обес,печивает требуемого качества обработки.Предлагаемый способ отличается от извеотных те 1 м, что переднюю грань зубьев напильников нарезают резцом с менышим углом заострения, а заднюю - резцом с большим углом заострения.Это улучшает качество обработки. На фиг, 1 показана схема установки резцовой головки по отношению к нарезаемому напильнику; на фиг. 2 - схема обработками по предлагаемому способу; на фиг. 3 - схема подрезоеи зуба напилыника по передней грани и перекрытие плоскостей резания перьвого и второ 1 го резцов резцовой головки; яа фиг, 4 - форма напильника по его ширине и высота зуба на ребре напильника и по середине его; на фиг. 5 и 6 - ложения нарезаемого наппльнт ловки и наклона оси головки, производится расчет бочкообр заемого напильника по его шиПредлагаемый способ наре рихтовочньрх напильников осущ дующим образом. 0 Нарезание производят резцовой головкой1 с двумя резцами 2 и 3 (фиг, 1), установленными диаметрально противоположно на торцовой плоскости,на разных радиусах.Заготовке 4 сообщают непрерывную подачу, 5 равную одному шагу на один оборот головки 1. Резец 2 (фиг. 2), установленный на большем радиусе Я 1 (фиг. 3) и имеющий угол заострения у (фиг. 2), больший чем угол заострения у 2 у резца 3, установленного 0 на меньшем, радиусе Я 2 (фиг, 3), осуществляет,нарезание задней грани зуба рихтовочного напильника. Резец 3, установленный на меньшем радиусе Яз и имеющий меньший угол заострения у, осуществляет резание по 5 передней грани зуба запильника 4 послепрохода резца 2.Раеница в радиусах установки резцов 2 и3 определяется заданной величиной выпуклости по ширине напильника с учетом пере крытия одного резца другим.В рассматриваемом случае разница в радиусах установки резцов равна 2,51+Ь (фиг, 2 и 3),где 1 - шаг зуба,рихтовочного нап 1 ильника,Л - величина перекрытия по серединеширины напильника,На фиг. 2, где приведена схема образования задней,и передней граней зуба,рихтовочного напильника предлагаемым способом, видно, что резец 3, установленный на радиусе Я, ниже резца 2 по высоте на величину Й, дает снижение режущей кромки на ребре напильника 4 относительно его середины, равное К (см. такие фиг. 3, где показана величина переюрытия на ребре напильника, равная б), Высота зуба по середине ширины напилыника - Н, а высота зуба на ребре напильиика Оь Перекрытие Ь одного резца другим необходимо для образованиия передней графини резщом 3, установленным на радиусе Я и устранение поврешности от неточности установки 1 резцов,и подачи заготовками 4.Однако при нарезании резцом 2, установленным на большем радиусе Йь учитывая, что резцовая головка 1 наклонена огносительно плоскости нарезаемого напилыника 4 на угол (фиг. 1) получается вогнутость, т. е. на ребрах напильника резец 2, образующий заднюю грань зуба, дает повышение режущей кромки относительио середины напильника, которая срезается при проходе резцом 43. Расчет величины этой вогнутости У поясняется фиг. 5 и 6 и нижеприведенными фоомулами.Ь=х=Й, - Ь,у =х 1 да,10где В - ширнна напильн)ика,Р 1 - радиус установки резца 1,а - угол наклона резцовой головки,У - величина, определяющая вогнуто,сть,При нарезании зубьев по предлагаемомуспособу снижается режущая кромбека на ребре навильника относительно его середины,равная К - У.Зубья напильничков имеют по всей длинережущей кромки постоянный угол заост 7 ения, обладают повьипевной стойкостью ипригодны для чистовой обработюи поверхностей.25 Предмет изобретенияСпособ нарезания зубьев рихтовочных нап 1 ильнинов торцовой головкой с двумя резцами при непрерывной подаче заготовки, отличающийся тем, что, с целью повышения 30 качества обработки, переднюю грань зубьевнапильничков нарезают резцом с меньшим, а заднк 1 ю - резцам с большим углом заострения.368944 Редактор В. Новоселова Заказ 1022/2 Изд.1272 Тираж 888 ПодписноеЦНИИПИ Комитета по делам изо 5 ретений и открыгий при Совете Министров СССРМосква, К, Раушская наб., д. 4/5 Типография, пр. Сапунова, 2 Составитель В, КудрявцевТехред А. Камышникова Корректоры; Е. Талалаева и Е. Денисова
СмотретьЗаявка
1625456
МПК / Метки
МПК: B23D 73/08
Метки: зубьев, напильников, нарезания, рихтовочных
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/4-368944-sposob-narezaniya-zubev-rikhtovochnykh-napilnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ нарезания зубьев рихтовочных напильников</a>
Головка для нарезания внутренней резьбы резцом
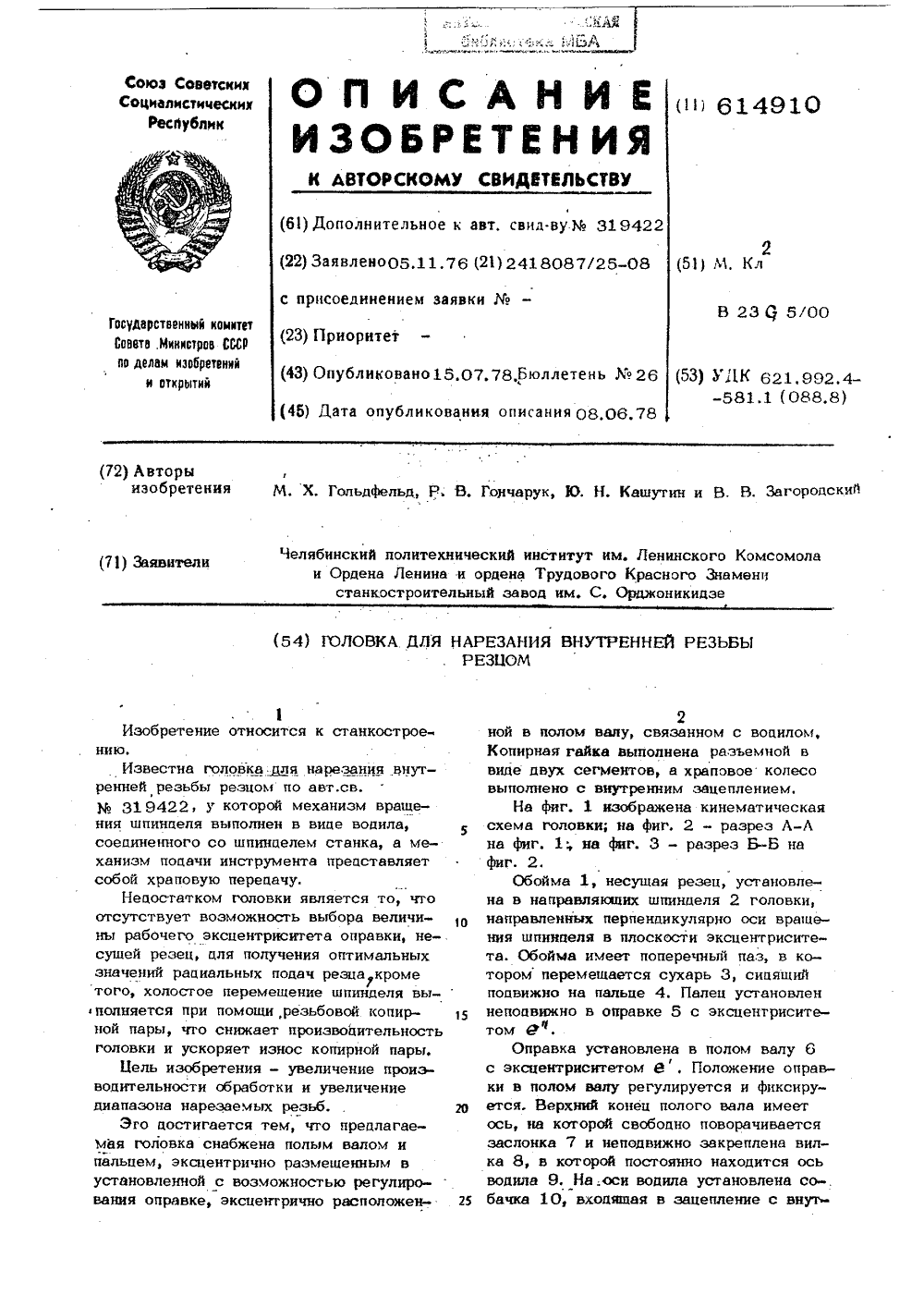
Номер патента: 614910
Опубликовано: 15.07.1978
Авторы: Гольфельд, Гончарук, Загородский, Кашутин
МПК: B23G 5/00
Метки: внутренней, головка, нарезания, резцом, резьбы
...сидящих на неподвижнойоси и имеющих автоматический привод2518 для ра,здвигания их перед ускореннымвыводом шпинделя из обрабатываемогоотверстия и соединения с копирным болтом для выполнения рабочего хода шпинделя. Привод может осуществляться, на 30пример, электромагнитом для раадвиганиясегментом и пружинами цля их соединения, После соединения сегментов гайкис копирным болтом их положение фиксируется,Для возврата заслонки 7 в нулевоеположение после выполнения последнегопрохода в шпинделе 2 имеется щель, вкоторую входит выступ 19 заслонки, Перед этим рычаг 14 поднимается при помощи вилки 20.Перед началом резьбонарезання отверстие детали устанавливается соосно сосью вращения шпинцеля головки. Водило9 касается упора 12, заслонка 7 -...
Приспособление для заточки фрез и резцов по радиусу

Номер патента: 85721
Опубликовано: 01.01.1950
Автор: Кузьмин
Метки: заточки, радиусу, резцов, фрез
....511 гячивяемого 11 с". )у)1 снетя с яорязиВ- нь(м к), г 0,1, с 1 И у 11 О:1)спи 1 устае 10 Вкц и 1 сй)узСГГт а зядя 11 пый 1)ядиус заточки шяг Ви(тя ГО;1111 п 1 суппо)т(1 111 цп 5 г; ряв:1 ым ф, 2, ЭТО посв лист 5 гстя 1(Г.ЛП:ять зятя Гивем),(й Гетр,м."т на заданный Д 111 С ЗЯТОГКИ ПГ)ОСТЬ) ГОВО;)010.,1 ВИНТЯ СспГОРТЯ НЯ ЦЕ.10 Е ГИСЛО ротов бс 1191(мспсГц Г с)а(011(1 чны:( таблпц илц вь-П(слсцпц.г Я ( . 11Г Го к Я ", 3 Г б с ко в ) Й 15 и д и ) и с и о с5 б1 с н 11 ч с ч 1 Я с ти ч 11 ы,"1 р я зрсзсм; и (,сцг. ) - В 1 Д пГ)ис 110 ссОления В гЛ(11(с; Гя (Г)иг, 3 - вид уст)011- С 1 В(1 ЧГГ 5 Г. Да 11 С"сГаГО" ТЯ(РЦГ 4 - С"ГС Я )ЯСПХ 0)КЕПЦ 51 ЗЯТЯИВЯС.110111 (1)СЗЬГ 11 ц:ГИ(рОРЯЛЬГГОГО К)уГя,ПриспособлсГ ис зак,цочаст В себе суппорт...
Способ двойного двухстороннего нарезания конических зубчатых колес со спиральными (круговыми) зубьями и постоянной высотой ножки зуба

Номер патента: 108755
Опубликовано: 01.01.1957
Автор: Лащавер
МПК: B23F 9/04
Метки: высотой, двойного, двухстороннего, зуба, зубчатых, зубьями, колес, конических, круговыми, нарезания, ножки, постоянной, спиральными
...(8), ибо в соответствующей инструкции могут быть приведены заранее составленные графики, построенные на основе уравнений (6), (7) и (8),В некоторых случаях может оказаться полезным определятьотношение косинусов не по уравнениям (3) и (5), а по нижеследующим:-- оь -е.ь,сое е 1, К, - 1соео 1 , К(9) Обозначим величину развода резцов ы, угол профиля резцов а, высоту ножки зуба производящего колеса Ь, тогда ширина 5, впадины по нормали на широком диаметре будет равна:5 ее -- 1 е созЗе - (тек т 2 в 1 я а). (1)Ширина 5, впадины по нормали на узком конце будет равна:5,.=11 СОЗ 8; - (Ы + 2 Ь 1 д а). (2) Так как по условию 5 ве =5, = 5, то5=- е совке - (ж 1, + 2 Ь,Ьд а) - :=; сов Рю - (ж,+ 2 Ь 1 да), (3)сов ЗеИз этого равенства получим -, =...
Резцовая головка для чистового нарезания конических колес с круговыми зубьями

Номер патента: 184113
Опубликовано: 01.01.1966
МПК: B23F 21/04
Метки: головка, зубьями, колес, конических, круговыми, нарезания, резцовая, чистового
...головке.Первая группа (черновые резцы), состоящая из 12-ти (шесть пар) резцов, предназначена для снятия основного припуска, Вторая группа (получистовые резцы), содержащая четыре резца, подготавливает поверхность зуба для калибрующих резцов. Третью группу составляют два калибрующих резца.У первой пары черновых резцов 1, 2, воспринимающих наибольшую нагрузку в начале резания, срезана вершина, вследствие чего эти резцы меньше по высоте и значительно прочнее.Первая, третья и пятая пары резцов, состоя. щие соответственно из резцов 1 и 2, б и б, 9 и10, предназначены для снятия припуска а металла в зоне головки зуба (см. фиг. 2). У этих резцов за счет сокращения длины рабочей части уменьшена поверхность резания, но увеличена глубина...
Зуборезная головка для нарезания конических колес с круговыми зубьями

Номер патента: 1569120
Опубликовано: 07.06.1990
Авторы: Горманюк, Старовойтов, Черкашин
МПК: B23F 21/04
Метки: головка, зуборезная, зубьями, колес, конических, круговыми, нарезания
...ао. Штрихпунктирной линией изображено то положение резца с углом профиля ао, которое он занимает при повороте резцовой головки на 180. Пересечение профилей является той точкой (точкой С), которая принадлежит одновременно режущему лезвию резца с углом профиля ао и с углом профиля ао. Высота резцов до этой точки равна Н, т. е. в точке С совмещены две точки: одна принадлежит режущему лезвию резца с углом профиля ао, другая -- режущему лезвию резца с углом профиля ао Очевидно, что расстояние от этих точек до оси зуборез ной головки одинаковое. Величина Н (фиг. 5) есть высота резцов до упомянутых точек (расчетная величина для 1)езца с углом профиля ао ь необходимая для обеспечения поднутрения),Режущие лезвия 4 и 7 соответственно резцов 2...
Предыдущий патент: Ручные механизированные ножницы
Следующий патент: Устройство для снятия заусенцев с торцов закругленных зубьев зубчатых изделий
Случайный патент: Источник опорного сигнала к балансировочному станку