Устройство для автоматического распределения сыпучих материалов по аппаратам
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
О П ИС А Н И ЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 286588 Союз Советских Социалистических Республикльства Ъо авт. свнде111.1968 (У ависнмое л 81 е 83102 65152/23-26 аявлено 0 с присоединением заявки МПриоритет 1 ПК 6 05 с 1 1100ДЬ, 66.042,93(088,8 Комитет па делам зобретений и открытий при Совете Мииистров СССРБюллетень М 10. Х 1.1970 Опубликован Дата опубли вання описания 21.1.1971 Авторыизобретен е, В. И. Олесю В. Самородов итель СТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ ПО АППАРАТАМ2 о по ходу материала апятор расхода материала ого аппарата, подключен его блока, связанному с ня бункера последнепарата, причем регулустановки питания эк выходу регулирующодним нз его входов. Изобретение относится к устройствамраспределяющим материал, подаваемый ленточными транспортерами к аппаратам, и может применяться в производстве кальцинированной и нефелиновой соды, а также в ряде лру гих производств.Известно устройство для автоматического распределения, потока сыпучих материалов чо аппаратам, содержащее сумматор числа работающих аппаратов, подключенный к одно му из входов блока умножения, к другому входу которого подсоединены датчики производительности конвейеров, а к выходу - регулирующий блок и олин из входов задающего,блока, связанного другим входом с Лат чиком, производительности последнего в линии переработки аппарата, а выходом - с регулирующим блоком.С целью устранения недостатка известного устройства - нестабильной нагрузки аппара тов при переменном, потоке материала - датчики производительности конвейеров дополнительно подключены к ,регулятору производительности конвейероввторой вход которо го через суммирующий блок и блок умноже ния связан с сумматором количества работающих аппаратов, через логический элемент с измерителем уровня в промежуточном бункере и с корректирующим регулятором, соединенным своим входом с измерителем уров- ЗО На фиг, 1 представлена функциональная схема устройства; на фиг. 2 - схема устано. вок питания аппаратов,Устройство состоит из датчиков автоматических ленточных весов 1, подключенных и сумматору веса 2, соелнненных с входом функционального блока д, второй вход которого связан с. программным устройством 4 н через него - с сумматором 5 количества работающих аппаратов, а выход - с регулирующим блоком б, выход которого подключен к его второхту входу и через задающее устройство 7 н ограничитель сигналов 8 подключен к установкам автоматического питания аппаратов 9.Каждая из установок питания, кроме последней по ходу материала, состоит из плужков 10, сбрасывающих материал в бункер 11, откуда он дозатором 12 подается в аппарат. Система дозированиякроме дозатора, содержит датчик 1 т расхода материала, вторичный прибор Ирегулятор 15, исполнительный механизм 1 б, потенциал-,регулятор 17 и пбратор 18, 286588С помощью исполнительного механизма 20плужки управляются, регулятором уровня 9, связанным через вторичный прибор 21 с датчиком уровня 22.Для работы аппаратов с,различной производительностью имеется реле соотношения 23, вход которого через ограничитель сигналов связан с задающим устройством, а вь 1- ход - со входом регулятора.Установка питания последнего по ходу ма териала аппарата не имеет блоков 19 и 20, а выход ее вторичного прибора связан со входом корректирующего,регулятора 24, выход которого подключен к суммирующему блоку 25 или задающему устройству. 15Ко второму и третьему входам суммирующего блока через блок умножения 2 б подсоединен субмматор количества работающих аппаратов и через логический элемент 27,подсоединен уровнемер 28 промежуточного буи кера 29, а к выходу - регулятор 30,производительности конвейеров, соединенный вторым входом с сумматором веса, а выходом - с исполнительным, механизмом 31, которыйравляет плужками 32, сбрасывающими мате риал с ленточных конвейеров 33 в промежуточный бункер 29, снабженный дозатором 34 и ленточным транспортером 35 для рециркуляции из него части материала. Переключающее устройство 3 б служит для передачи функ 30 ций последнего по ходу материала аппарата в случае его остановки предпоследнемуввиду различия их установок питания, и охватывает три последних аппарата, на случай Остановки одного из них;на ремонт. 35Устройство работает следующим образом.Материал ленточными конвейерами подается к бункерам 11 установок автоматического питания аппаратов. На участке ленты перед аппаратами к потоку материала дозатором и 40 ленточным транспортером 35 подается материал из промежуточного бункера в количестве, заведомо большем, чем разность между средним и минимальным поступлением материала, т. е. на участке ленточных, конвейеров 45 от точки, поступления материала с леночного транспортера до цромежуточного бункера находится количество материала бо пырее, чем среднее значение. Этот избыток материала срезается плужками 32 в промежуточньш 50 бункер в таких количествах, что обеспечивается .равенство сигналов на входах регулятора производительности конвейеров (Х 6=Х г 6)При равенстве этих сигналов указанный ре гулятор с помощью исполнительного механизма увеличит (у меньшит) выдвижение плужков, а, следовательно, увеличит (уменьшит) подачу материала в бункер до равенства сигналов. Увеличение (уменьшение) по ступления материала приводит к увеличению (уменьшению) уровня в промежуточ ом бункере.Если уровни в бункерах 29 и последнем 11 находятся в заданных пределах, то к аппарь там поступает количество материала, определяемое произвелением числа работа;Оцнх аппаратов на их среднюю производитель.нОсть (сигнал С 7).Так как сигнал Х 6 одновременно прохолит блоки 3, б, 7, 8 и 23, а сигнал Х 4 - блоки 4, 3, б, 7, 8 и 23, то регуляторы 15 обеспечивают подачу материала ч аппараты пропорционально весу поступившего материала (сигналу Х 6) и обратно пропорционально числу работающих аппаратов (сигналу Х 4) таким образом, чтобы сигналы Х 16 и Х 17 были равны. Если сигнал Х,-, будет больше (меньше) сигнала Х 12, то ,регулятор 15 через исполнительный механизм и потенциал-регулятор уменьшит (увеличит) амплитуду колебаний вибратора, а, следовательно, и поступление материала до величиныпри которой Х-, =Х 1;.,Соответствие прихода материала в бункера 11 (кроме последнего) с расходом из чих обеспечивается с помощью регулятород уровня. Если расход материала больше (меньше) прихода, то уровень в бункере уменьшает я (увеличивается), и рег лятор уровня чеэез исполнительный механизм увеличит (уменьшит) выдвижение плужков, а, следоватетьио, и поступление материала ло тех пор, пока сигналы Хи С 6 ие сравняются. В по;лелний бункер поступает остаток материала.Если измерение и дозирование веса материала и операции с сигналами произвелены с достаточной точностью, то уровень д последнем бункере будет равен заданному и поступающий, материал будет распределен в аппараты равномерно или в заданном соотношении, причем аппараты булут работать со стабильной во времени нагрузкой.Если эти условия не соблюлены, то уровень в последнем бункере отклонится от зала н 1 иго и на выходе корректирующего регулятора появится сигнал, пропорциональный этому отклонению.Этот сигнал может быть подан на задающее устройство, если емкость последнего бункера мала, или на вход суммирующе;о блока, если емкость бункера достаточно велика (в последнем случае корректирующий регулятор может быть заменен на логический элемент, аналогичный элементу 27).В нервом случае сигнал Х пройдя блоки 7, 8 и 23, поступит на вход регуляторов, что вызовет корректировку подачи материала в аппараты до совпадения веса поданного к аппаратам и поступившего в них материала (до компенсации ошибок взвешивания и лозирования материала и преобразования си 6- налов). Во втором случае сигнал Х 6, иройля суммирующий блок, поступит на вход регулятора производительности конвейерод, п о вызовет изменение, поступления материала к аппаратам до компенсации ошибок взвешивания и дозирования материала и преобразования сигналов.При увеличении (уменьшении) числа работающих аппаратов измененный сигнал Х 4 через блоки 2 б и 25 поступит на вход регулятора производительности конвейеров, что вызовет увеличение (уменьшеие) их производительности ло величины, пропорциональной числу аппаратов, однако нагрузка на ,каждый аппарат не изменится, так как изменыный сигнал Х 4 одновременно через блоки 4, 3, б, 7, 8 и 23 поступит на вход регуляторов, куда через блоки 3, б, 7, 8 и 23 также поступит и измененный сигнал Хзпропорциональный новому значению подачи материала ленточными конвейерами.Если средняя производительность аппаратов длительное время будет больше (меньше) среднего поступления ьматериала, то это приведет к уменыпению (увеличению) уровня в проьмежуточном бункере ниже (выше) зала - ного, что изменит сигнал Х на выходе лог- ческаго элемента, который через суммирующий блок поступит на вход регуляторов прсизволительности конвейеров, что вызовет уменьшение (увеличение) их производигльности и, как следствие, изменение сигналов Х Х., и Хз. Измененный сигнал Х через блоки 3, б, 7, 8 и 23 поступит на вход регуляторов, что, в свою очередь уменьшит (увеличит) количество материала, поступающего в аппараты (к указанному, результату также приводит уменьшение, увеличение сигнала Сг суммирующего блока) .Ограничитель сигналов служит лля ус;ранения нагрузок аппаратов выше или пивке предельных величин, По достижении этих величин должна включаться сигнализаця. Регулирующий блок, являющийся пропорционально-интегральным и служащ лля улучшения динамических характеристик с- стемы регулирования, соединен на выходе с 5 линией задания, и поэтому в статике сгналвыхода равен сигналу входа (Хг=ХД .Прелмет изобретенияУстройство лля автоматического раопрсле ления сыпучих материалов по аппаратам, содержащее сумматор количества работающх аппаратов, подключенный к одному из входов блока умножения, к лругому входу которого подключены датчики произволте-;ьости 15 конвейеров, а выход соединен с регулрующими блоками установки автоматического питания аппаратов, соединенные с выхолом регулирующего блока, ог,гичпюшееся тем, что, с целью стабилизации нагрузки аппаратов 20 при,переменном потоке материала, ла пикипроизводительности конвейеров лополнтельно подключены к регулятору производи ельности конвейеров, второй вход которо.о через суммирующий блок и блок умножения 25 связан с сумматором количества работающхаппаратов, через логический элемент - и измерителю уровня в промежуточном бункере и к корректирующев регулятору, сс 1 елинснпому с измерителем уровня бункера последнего 30 по ходу материала аппаратапричем регулятор расхода материала установкитания этого аппарата подключен к выходу регулирующего блока, связанному с одним из его входов.286588 г 2 Составитель Т. Лукьянцева едактор Шарганова Текред Л. Я. Левина 1(орректор Т. А. ДжаманкуловаТипография, пр. Сапунова,аказ 398851 НИИПИ Ко Тираж 480тета по делам изобретений и открытий при СоветМосква, Ж, Раушская наб., д, 4/5 Подписноенистров СССР
СмотретьЗаявка
1265152
А. В. Семке, В. И. Олесюк, Н. А. Самородов
МПК / Метки
МПК: G05D 11/00
Метки: аппаратам, распределения, сыпучих
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/4-286588-ustrojjstvo-dlya-avtomaticheskogo-raspredeleniya-sypuchikh-materialov-po-apparatam.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для автоматического распределения сыпучих материалов по аппаратам</a>
Устройство коммутации уровней дифференциального сигнала на входе балансного усилителя

Номер патента: 502478
Опубликовано: 05.02.1976
Автор: Лаут
МПК: H03F 1/30
Метки: балансного, входе, дифференциального, коммутации, сигнала, уровней, усилителя
...уровнем напряжения на входе 11 строба, а транзисторы 5 и 6 открыты и вследствие парности имеют одинаковые токи коллектора, определяемые напряжением на базе (делитель из резисторов 7 и 8) и эмиттерным резистором 9, Транзисторы 3 и 4 также открыты, через них протекают коллекторные токи транзисторов 5 и 6 соответственно, потенциал базы равен потенциалу коллекторов. В этом режиме конденсаторы 1 и 2 перезаряжаются под действием входных сигналов через низкое выходное сопротивление транзисторовЗи 4,Тираж 102митета Совета Митений и открытийРаушская наб., д 5/6 Изд.246 ЦНИИПИ Государственного к по делам изобр 113035, Москва, ЖПодписцоров СССР 4/5 пография, пр. Сапунова,Спустя некоторое время после появлспич полезного сигнала конденсаторы...
Устройство для измерения ширины спектра сигнала радиопередатчиков на различных уровнях

Номер патента: 1576868
Опубликовано: 07.07.1990
МПК: G01R 23/16
Метки: радиопередатчиков, различных, сигнала, спектра, уровнях, ширины
...пропускания радиоприемника12, При перестройке последнего почастоте изменение напряжения 11 во вре 1576868л 1;овом запоминающем блоке 22 и постуссает на и-ступенчатый делитель 25 наггряессия, Одновременно импульс свы ода первого элемента И 31 И 19,1 пост пает на С-вход (гг+2)-разрядного сд игающего регистра 24. В результате,этого напряжения Б з на первом1 с выходе (п+2)-разрядного сдвигающего ре 1 истра 24 становится равным логи 10ческому нулю, а на его втором выходе .врабатывается напряжение Б , соотве ствующее логической единице, При эт м открываются первый 6.1 и второй 6, электронные ключина входе элеме 1 гта НЕ 8 напряжение становится со 1 от етствующим логическому нулю, что пр водит к выработке на выходе эпеме та НЕ 8 напряжения,...
Устройство для измерения ширины спектра сигнала радиопередатчиков на различных уровнях

Номер патента: 1798723
Опубликовано: 28.02.1993
Авторы: Жеребцов, Позднякова, Сошников, Черток, Чикризов
МПК: G01R 23/16
Метки: радиопередатчиков, различных, сигнала, спектра, уровнях, ширины
...на его прямом выходе вырабатывается напряжение Оей соответствующее логической "1 н (фиг, 2 в, 1=тв), В результате этого с помощью первого управляемого переключателя 22,1 информационный выход радиоприемника 21 подключается к первому входу первого амплитудного компаратора 29.1, с помощью второго управляемого переключателя 22.2 управляющий вход управляемого аттенюатора 20 подключается к объединенным выходам второго 9.2, ,35 40 45 50 55 вход второго блока 1.2. сравнения частот, а на выходе цифрового. вычислителя 15 вырабатывается цифровой код Иь 2" частоты, соответствующей настройке радиоприемника 21 на частоту 1 н 2 наибольшего максимума огибающей спектра исследуемого сигнала, который подается на вход второго преобразователя 7.2...
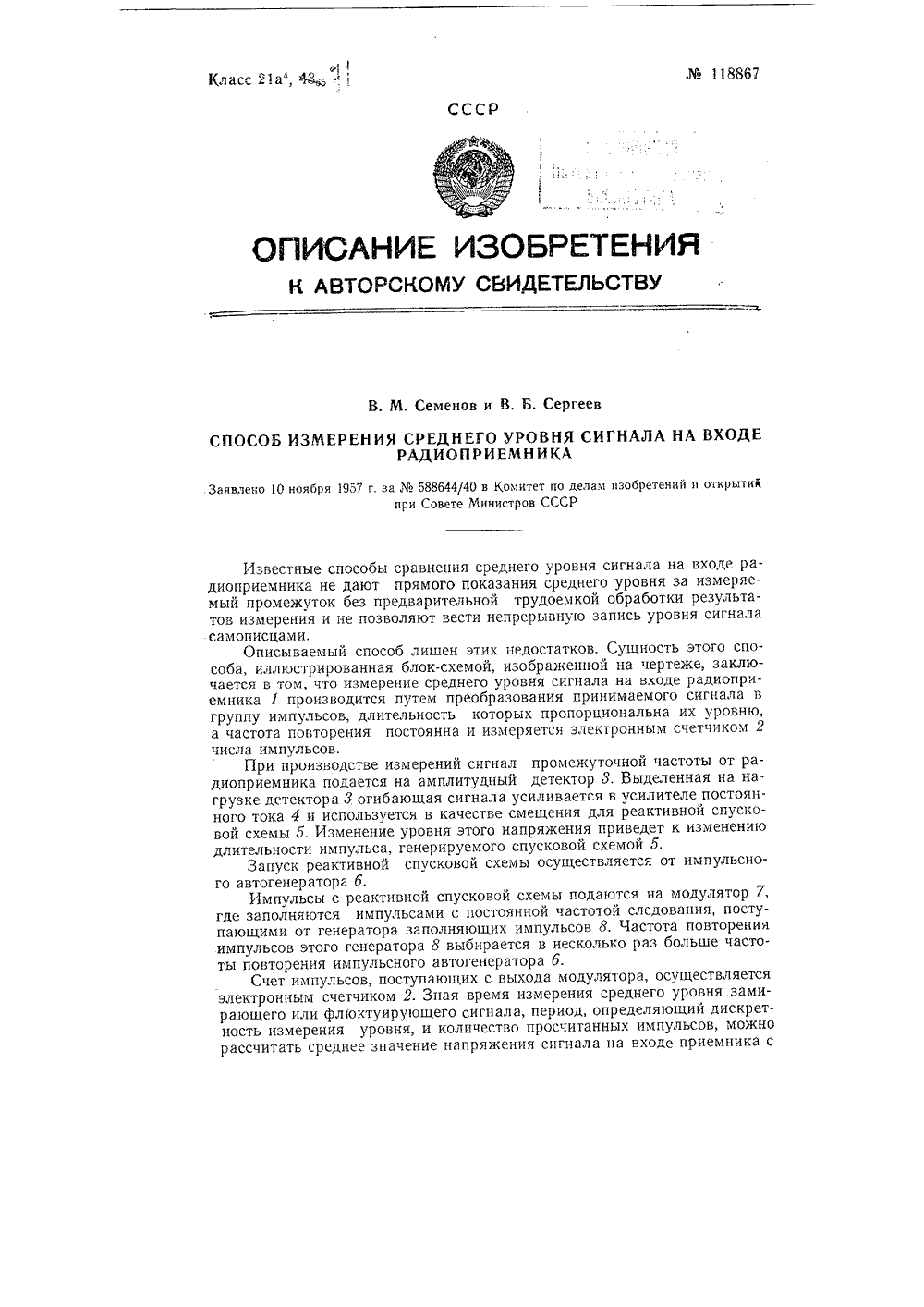
Способ измерения среднего уровня сигнала на входе радиоприемника
Номер патента: 118867
Опубликовано: 01.01.1959
МПК: G01R 19/02, G01R 19/25
Метки: входе, радиоприемника, сигнала, среднего, уровня
...длительности импульса, генерируемого спусковой схемой 5.Запуск реактивной спусковой схемы осуществляется от импульсного автогенератора б.Импульсы с реактивной спусковой схемы подаются на модулятор 7, где заполняются импульсами с постоянной частотой следования, поступающими от генератора заполняющих импульсов 8. Частота повторения импульсов этого генератора 8 выбирается в несколько раз больше частоты повторения импульсного автогенератора б.Счет импульсов, поступающих с выхода модулятора, осуществляется электронным счетчиком 2. Зная время измерения среднего уровня замирающего или флюктуирующего сигнала, период, определяющий дискретность измерения уровня, и количество просчитанных импульсов, можно рассчитать среднее значение напряжения...
Аппарат для замораживания пищевых продуктов в блоках

Номер патента: 1576810
Опубликовано: 07.07.1990
Авторы: Буянов, Лифенцев, Фукс, Харлампенков
МПК: F25D 13/06
Метки: аппарат, блоках, замораживания, пищевых, продуктов
...морозостой кой белой вакуумной рези нь. Предлагаемый апЯрат работает следуюпьим Образом. Через загрузочный пятрубок 8 подается преимуцественно жидкий или )астообразныи продукт, который запоняет ячейки 1 О на движущ, мся транспортирующем органе 2, При входе продукта в криогенную зону последний замораживается подаваемым через форсунки хладагентом, после чего перемещается к разгрузочному окну 9. Не испариншийся хладагент стекает в поддон 5 и Возврацяется насосом 6 в коллектор 4 с форсунками. Пары криогенной жидкости через вытяжной трубопровод 7 направляются на регенерацию. У разгрузочного окна 9 эластичная лента транспортирук)щего органа 2 огибает барабан 3, при этом ячейки 10 в форме трапеции несколько деформируются в продольном...
Предыдущий патент: Устройство для автоматического адресования грузов
Следующий патент: Гидравлический захват
Случайный патент: Способ изготовления разрядных трубок с катодами венельта