262289
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 262289




Текст
262289 ОПИСАН И Е ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республик,ч 21 аявлено 301968 т, 1214552125-27 исоединением заявкиКомитет по делизобретений и откр ПКВ 2 рио ит УДК 621,791.75.0 т,088.8)ликовано 26.1.1970. Бюллетеньопубликования описания 2,И.1970 при Сосете Министров СССРст с Нефтепроводмонтажъ явит СТАНОВКА Д ПООЛУАВТОМАТИЧЕСКО ТНЫХ СТЫКОВ ТРУБ 2 очес 12, смонтиипниах, конусэх и рамы 18,ны лля поддерИзобоетение относится к области механизации стпоительства тпубопооводов, в частности к установкам лля сваоки поворотных стыков тщ б в секции тпубопооводов,Известна хтстановка для сваоки повооотных стыков томб. солеояатцэя оамч, роликовый стенч и механизм воа.пения сваоиваемой трубы. Олнако эта чстановка тоебует наличия дефицитных кп анов-тоуботкладчиков для уклэ.чки тоуб на ооликовый стенд и снятия с него сваоенных трубных секций.Для повьпттения пооизволительности поеллагаемэя установка снабжена поиемносбоасьтваютцнм устоойством, выполненным в виде двух связанных меялу собой тележек, пеоемещаемых по наклонным рельсовым путям, оасполокенньтч тто обоим концам оамы, и двух откичных "попов. Каждая тележка оснатцена свободно воэтпаютцимся коническим ооликом, ось котооото пеопендикулярна напоавленито чвижения тележки.На фиг, 1 схематически изображена поеллагаемая установка, вид сбоку; на фиг. 2 - устаттовка в плане; на фиг, 3 - поперечный пазоез по А - А на фиг, 2;,на фит. 4 - попеоечный оазрез по Б - Б на фиг. 1; на фиг. 5 - вил по стпелке Г на фиг,4.Установка имеет жесткую раму 1, выполненную в виле ф чмы из двух блоков, Длина каждого блока 1 м. На раме расположены две группы обрезиненных ооликоопор (по три пары) на расстоянии 6 м друг от друга, предназначенные ллч поддержания и воашения звеньев тоуб пои сваоке, Кажчая ролико опооа со.тоит из поллеряиватощих 2 и поиводных 3 воликов, Поиволные попики соеди,нены между,собой жесткими гефтами 4.Ролики литые, чугунные, обоезиченные массивными шинами. Оси их втоашаются на пол шипниках, помещенных в чугунных опооныхкронштейнах, Велутцие оолики каткдой Ооликоопооы соединены яесткими муфтами чеоез промежуточные валы б с выхолным валом лед ктооа б, котопьтй, в свою очепедь. через 15 мх фту соединен с электоолвигателем 7.На обоих концах оамы 1 имеются наклонные пельсовые пути 8 с боковыми направляющими 9, по которым печемешаются тепежки, Тележки поелназначеньт лля приема и плач ного опускания собоанчых звеньев труб нароликоопооы установки. а также для подъема и скатывания сваоенттьтх звеньев на стеллаж готовой поодукттии. Пеоемещение тележек по наклонному ре,чьсовохт пути при приеме и 25 скатывании звеньев то б обеспечивается электролебелкой 10 через трос 11Тележка состоит икрованных на оси 13ттного ролика 14 на30 Конусные ролики прежания звеньев труб при приеме их на роликоопоры и скатывания после выполнения сварки.С обеих сторон тележки на торцах оси 13 установлены и закреплены двумя болтами направляющие планки 1 б с катками 17, которые предотвращают смещение в сторону тележки при движении ее по рельсам. Рама 1 б служит для соединения всех деталей тележки. Рама 15 с одной стороны тросом 11 соединена с лебедкой 1 О, с другой стороны жесткой тягой 18 - с рамой другой тележки, Соединение тяги с рамами тележек шарнирное. На раме 1 установлены два упора 19 с,рычагами 20, удерживающие звенья труб при накатывании их на тележки, Упоры смонтированы на осях 21, установленных в проушинах 22, приваренных к раме, Рычаги 20 укреплены на раме установки, Путем поворота их вокруг осей 23 освобождают или закрепляют упоры в вертикальном положении, Фиксация рычагов обеспечивается рукояткой 24. Управление упорами возможно осуществлять дистанционно с пульта управления лебедкой, который находится на лебедке, вне зоны, представляющей опасность при перемещении звена труб. Рама устройства для полуавтоматической сварки труб устанавливается на плиты 25 и с помощью регулировочных винтов 2 б приводится в строго горизонтальное положение со всеми смонтированными на ней узлами,Установка имеет откидывающиеся мостики для;работы сварщиков и их подручных и может быть оборудована палатками для укрытия сварщиков при работе в непогоду.Работает установка следующим образом.Упоры 19 рычагами 20 фиксируются в вертикальном (рабочем) положении. Тележки приема и скатывания электролебедкой 10 через трос,11 выдвигаются вверх по,наклонным путям, При этом конусные,ролики 14 устанавливаются в положение выше роликоопор.Звено из двух-шести труб (в зависимости от надобности и длины труб) накатывается на конусные ролики с промежуточного стеллажа и останавливается,на,них упорами 19. Включается обратный ход лебедки, трос прослабляется, под весом звена труб тележки скатываются вниз и плавно опускают звено труб на роликоопоры, Между звеном труб и конусным роликом образуется зазор. Затем включается электродвигатель 7, начинается равномерное вращение звена труб и производится полуавтоматическая сварка стыков звена, Врау 1 ение звена труб обеспечивает 5 ся электродвигателем 7 через редуктор б иприводные ролики 3 и может выполняться с разной скоростью в зависимости от условий и диаметра свариваемых труб. Скорость вращения регулируется специальным реостатом.10 По окончании сварки стыков звено трубскатывается на стеллаж готовой продукции.Скатывание осуществляется электролебедкой 10. По наклонным рельсовым путям подтягиваются вверх тележки, при,движении которых 15 конусные,ролики, вращаясь вокруг своей оси,сначала поднимают звено труб с роликоопор, а затем скатывают его на стеллаж готовой продукции.До включения лебедки и подъема звена 20 труб оператор-сварщик поворачивает рычаги20, упоры 19 получают возможность поворачиваться и под весом скатывающихся труб наклоняются. После прохода звена труб упоры 19 автоматиче ки занимают вертикальное 25 положение, и оператор фиксирует их поворотом рычагов 20. Установка готова к приему для сварки очередного собранного звена труб, и весь цикл повторяется в том же порядке.Применение предлагаемой установки дает 30 возможность обходиться без кранов-трубоукладчиков, Установка позволяет производить сварку труб большого диапазона диаметров: от 529 до 2500 мм. 35 Предмет изобретенияУстановка ,для полуавтоматической сваркиповоротных стыков труб в длинномерные секции трубопровода, содержащая раму, ролико вый стенд и механизм вращения свариваемойтрубы, отличающаяся тем, что, с целью повышения производительности, установка снабжена устройством для безударного приема труб на роликовый стенд и скатывания с него 45 сваренных секций труб, выполненным в видедвух связанных между собой тележек, перемещаемых по,наклонным, рельсовым путям, расположенным по обоим концам рамы, и двух откидных упоров, причем каждая тележ ка оснащена свободно вращающимся кониче.ским роликом, ось которого перпендикулярна направлению движения тележки.262289 оставитель Л. Зуеваред 3. Н. Тараненко Корректор С, А, Кузовенкова Редактор С, Сюткина Типография, пр, Сапунова, 2 Заказ 130013 Тираж 500ЦНИИПИ Комитета по делам изобретений и открытий прМосква Ж, Раушская наб., д. Подпис Совете Министров СС
СмотретьЗаявка
1214552
МПК / Метки
МПК: B23K 37/047, B65G 47/00
Метки: 262289
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/4-262289-262289.html" target="_blank" rel="follow" title="База патентов СССР">262289</a>
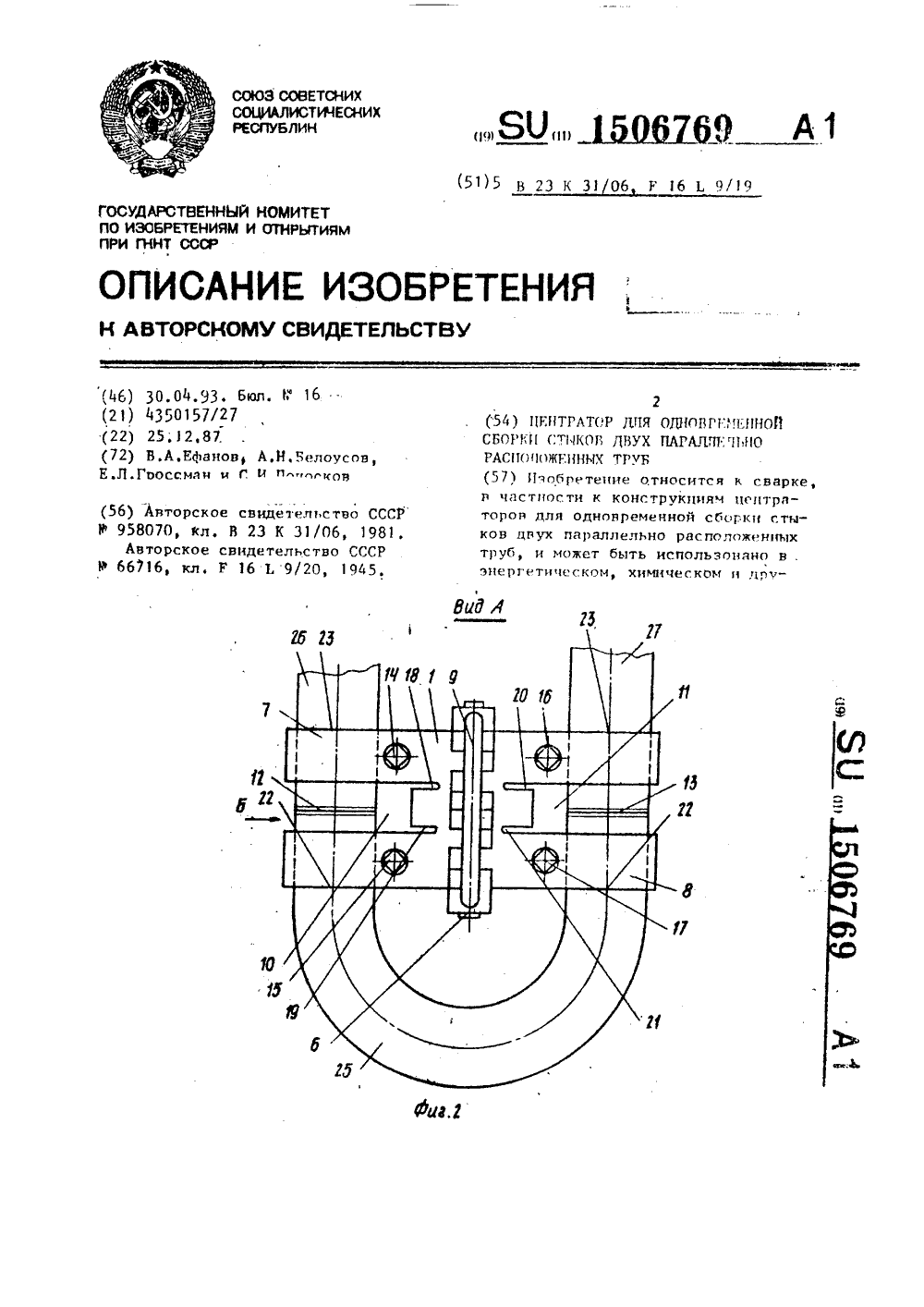
Центратор для одновременной сборки стыков двух параллельно расположенных труб
Номер патента: 1506769
Опубликовано: 30.04.1993
Авторы: Белоусов, Гроссман, Ефанов, Полосков
МПК: B23K 31/02, F16L 9/19
Метки: двух, одновременной, параллельно, расположенных, сборки, стыков, труб, центратор
...12,13 под прихватку и последующую свекркуСнимать центратор следует за ру"коятку 9 "на себя", если обстановкаработы соответствует изображеннойна фиг.2, и в сторону, обозначеннуюесли обстановка соответствуетизображенной на Фиг,. и 3.Работа осуществляется следующймобразом,В чистом помещении на свободныеконцы крутоэагнутого отвода 25 сверху со стороны 22 надевается центратор, Эта операция не требует особыйусилий благодаря эаходным фаскам 24,выполненным на .рабочих поверхностялэажимных элементов 7 и 8 г Центраторустанавливается так, чтобы эажимныеэлементы 7 н 8 охватывали концы отво"да 25, а последние располагалисЬпосредине пазов 10 и 11. После этогоположение отвода 25 в центратореФиксируют винтами 15, 17 и переиосФтв рабочую зону.При...
Самоориентирующаяся тележка для контроля отклонений от прямолинейности рельса подкранового пути

Номер патента: 580266
Опубликовано: 15.11.1977
Автор: Трутень
МПК: E01B 35/00
Метки: отклонений, подкранового, прямолинейности, пути, рельса, самоориентирующаяся, тележка
...следящейсистемы (на чертеже нс показан), установлена рама, выполненная в виде звеньев 2 - 520 шарнирного равностороннего параллелограмма (ромба), на которой в балансирах 6 смонтированы четыре группы копирующих роликов 7, обеспечивающих центрирование тележки по оси рельса. Качение тележки по рельсу25 происходит на опорных роликах 8, опирающихся на рельс своими широко разнесеннымиодин от другого парными катками 9, что обеспечивает устойчивость тележки и ес положения в горизонтальной плоскости на верхней30 закругленной поверхности 10 рельса 11. Звс580266 7Г фиг фиг Изд.89 П Тираж 693 аказ 245471 одписно ипография, пр, Сапунова,нья 2 - 5 шарнирного ромба соединены между собой пружиной 12, расположенной по малой диагонали ромба и...
Устройство для тепловой резки труб

Номер патента: 927430
Опубликовано: 15.05.1982
Авторы: Гиливер, Жернаков, Козлов, Тиновицкий
МПК: B23K 7/04
...24 размещен в опорах 27. Упоры 19 расположены на каретке 18 с определенным шагом, мерная линейка 26 имеет деления в пределах одного шага между упорами 19, На направляющих 17 установлен указатель начала отсчета, выполненный в виде стрелки 28, закрепленной на гайке 29, которая имеет возможность перемещаться по направляющей 30 при вращении55 винта .с маховиком 31. Передача винт- гайка находится в корпусе 32, к которому прикреплена дополнительная шкала 33 для установки по ней стрел 0 4кой 28 величины равной радиусу кривошипа 12,Установка работает следующим образрм.В исходном положении первый упор19 совпадает со средним положениемхода рабочего органа 15 при его возвратно-поступательном движении, ануль дополнительной шкалы 33 совпадает с...
Способ и поточно-механизированная линия для изготовления спиралей из труб

Номер патента: 984777
Опубликовано: 30.12.1982
Авторы: Гапоненко, Григоренко, Дворецкий, Задорожный, Иванов, Крайнович, Левченко, Паршин, Рубанов, Тер-Миносьян
МПК: B23K 31/06
Метки: линия, поточно-механизированная, спиралей, труб
...в линии установлен накопитель 17 спиралей.Механизм 9 улавливания стыка выполненв виде корпуса 18 на котором закреплено шарнирно-рычажное устройство 19, представляющее собой клещи, одна из половинок жестко прикреплена к упомянутому корпусу, авторая шарнирно связана с первой.Клещи с одной стороны снабжены губками 20, взаимодействующими с обрабатываемой трубой 21, а со второй имеют подпружиненный посредством пружины 22 контакт23 и регулировочный винт 24.При этом на корпусе 18 закреплена откидная собачка 25 с винтом 26 и рукояткой 27,посредством которых механизм улавливания установлен с возможностью перемещения и фиксирования на направляюшей 28устройства комплектации.Механизм0 сброса плети состоит из нескольких узлов сбрасывания,...
Способ холодной прокатки труб t несколькими рядами роликов

Номер патента: 167803
Опубликовано: 01.01.1965
Авторы: Вородии, Моисеев, Рыжков
МПК: B21B 21/00
Метки: несколькими, прокатки, роликов, рядами, труб, холодной
...что увеличивает производительность процесса прокатки. Способ холодной прокатки труб несколькими рядами роликов, отличающийся тем, что 0 с целью повышения производительности, увеличения длины зоны обжатия и применения различной развалки калибров роликов в ря дах, трубу прокатывают несколькими рядами роликов с поворотом трубы за каждый двой 5 ной ход рабочей клети. Подписная группа М 20 Известны способы холодной прокатки труб роликами, в том числе с поворотом трубы за каждый двойной ход клети, заключающийся в том, что прокатку трубы осуществляют на роликовом стане с однорядным сепаратором, причем труба поворачивается после каждого двойного хода сепаратора.Сущность описываемого способа заключается в том, что трубу прокатывают несколькими...
Предыдущий патент: Способ сварки заготовок в движении
Следующий патент: Установка для сварки внутренних стыков обечаек
Случайный патент: Механизм точного позиционирования