Агрегат для изготовления формовых литьевых изделий из полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
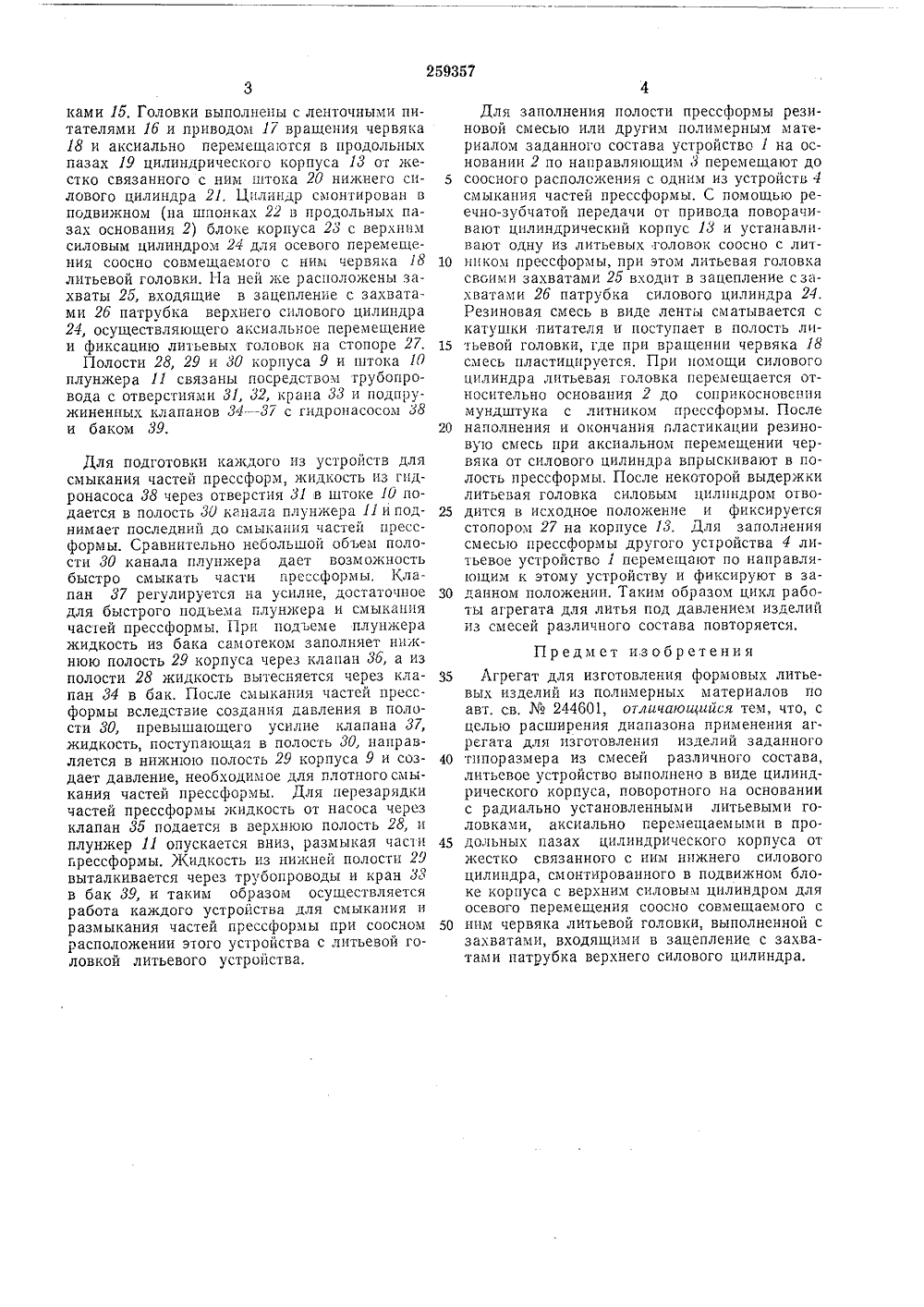
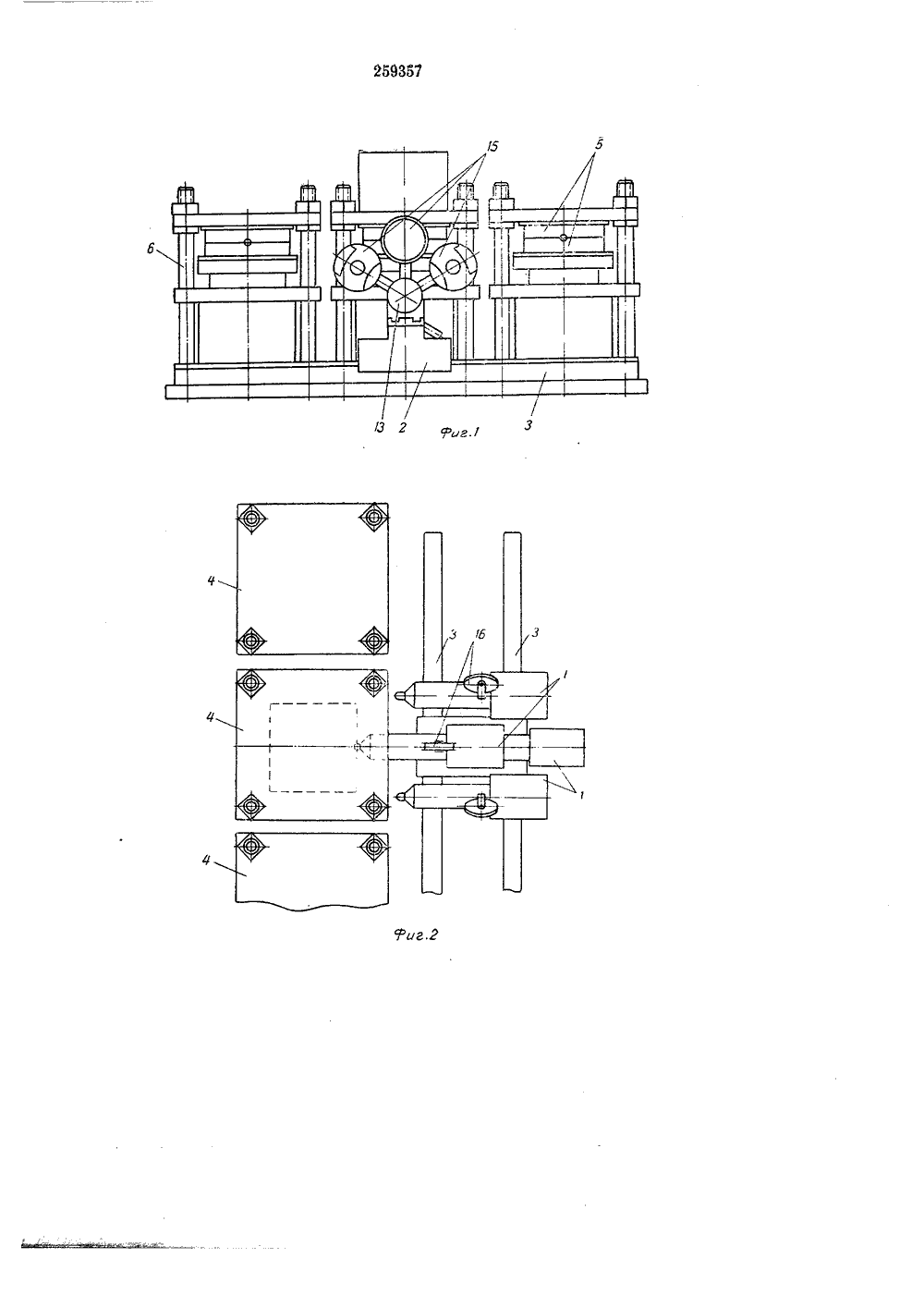
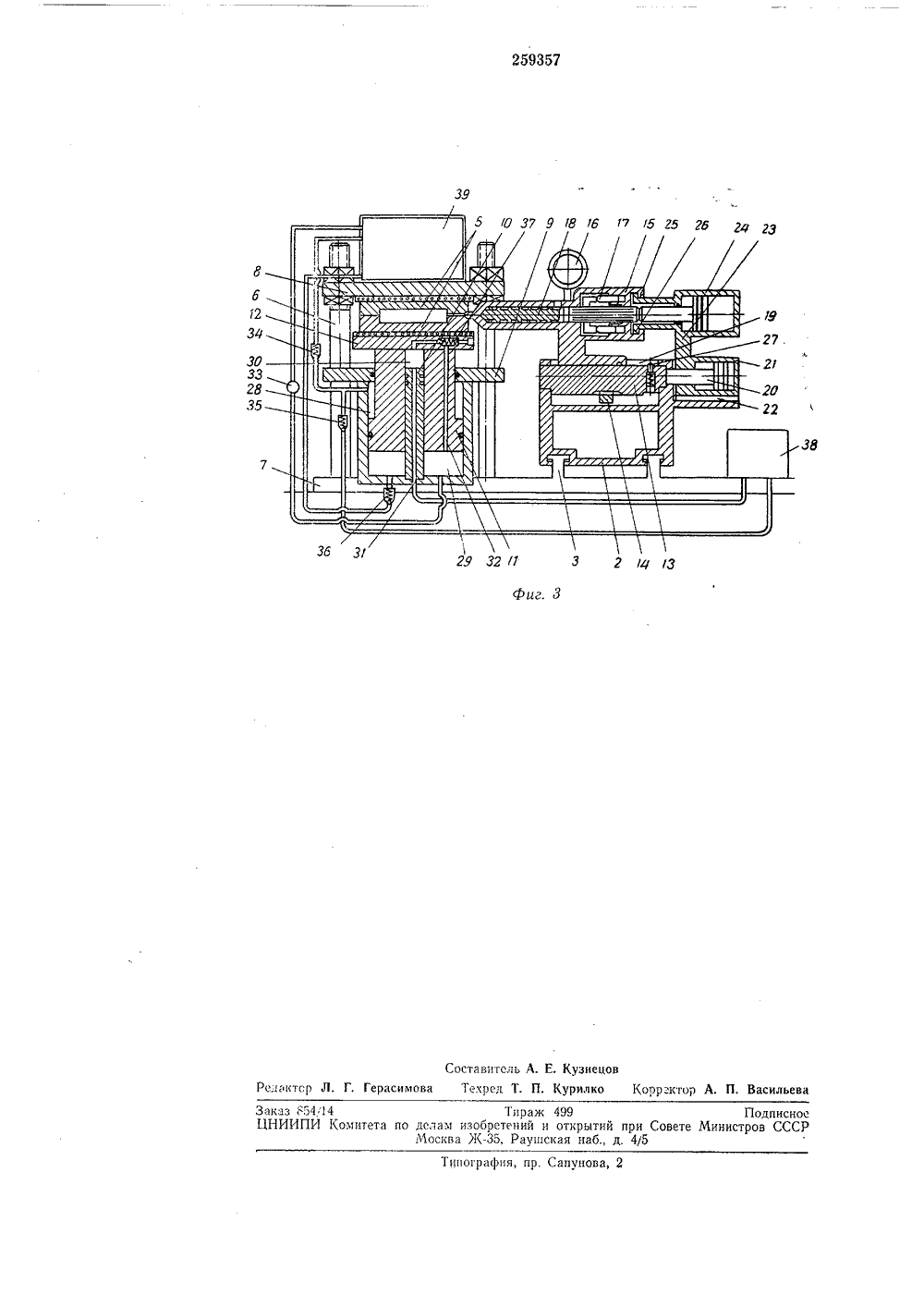
Союз Советских Социалистических Республик,ПК В 291 Комитет по делам изобретений и открытий при Совете Министров СССРоритет Ъ ДК 678.0 э/,02.74(0 публиковано 12,Х,1969. Б ата опубликования описани петень Лоза 19 8. 1 Ъ,1970 Авторыизобрете грезинотехниеского. А, Чухин и В, А, Писка Всесоюзный научно-исследовательский инститмашиностроения аявите ГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЪХ ЛИТЬЕ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ Предлагаемый агрегат отличается тем, что литьевое устройство выполнено в виде цилиндрического корпуса, поворотного на основании с радиально установленными литьевыми головками, аксиально перемещаемыми в продольных пазах цилиндрического корпуса от жестко связанного с ним нижнего силового цилиндра, смонтированного в подвижном блоке корпуса с верхним силовым цилиндром,Известны агрегаты для изготовления формовых литьевых изделий из полимерных материалов по авт. св,244601, например, для литья под давлением и вулканизации резиновых изделий, включающие литьевое устройство, смонтированное на основании, подвижном в направляющих от гидропривода, и соосно фиксируемое относительно ряда установленных в линию устройств для смыкания частей прессформы, каждое из которых выполнено в виде смонтированного на колоннах неподвижных плит корпуса с закрепленным штоком, взаимодействующим с плунжером, перемещаемым по вертикали с подвижной плитой и частями прессформы,В известном агрегате предусмотрено применение литьевого устройства с одной литьевой головкой, что ограничивает диапазон применения этого агрегата для изготовления изделий из полимерных материалов различного состадля осевого перемещения соосно совмещаемого с ним червяка литьевой головки, выполненной с захватами, входящими в зацепление с захватами патрубка верхнего силового ци линдра.Этот агрегат, являясь дальнейшим усовершенствованием известного, расширяет диапазон применения его для изготовления изделий заданного типоразмера пз полимерных матс риалов различного состава.На фиг. 1 показан агрегат, общий вид состороны литьевых головок; на фиг. 2 - вид агрегата в плане; на фиг. 3 - то же в разрезе,Атрегат для изготовления формовых литье.15 вых изделий из полимерных материалов включает литьевое устройство 1, смонтированное на основании 2, подвижном в направляющих 3 от гидропривода, и соосно фиксируемое относительно ряда установленных в линию уст ройств 4 для смыкания частей 5 прессформы;каждое из этих устройств выполнено в виде смонтированного на колоннах б неподвижных плит 7 и 8 корпуса 9 с закрепленным штоком 10, взаимодействующим с плунжером 11, 25 перемещаемым по вертикали с подвижнойплитой 12 и частями прессформы.Литьевое устройство выполнено в виде цилиндрического корпуса 13, поворотного от реечно-зубчатои передави 1-1 на основании 2 с 30 радиально установленными лптьевыми голов35 40 45 50 ками 1 а, Головки выполнены с ленточными питателями 1 б и приводом 17 вращения червяка 18 и аксиально перемещаются в продольных пазах 19 цилиндрического корпуса 13 от жестко связанного с ним штока 20 нижнего силового цилиндра 21. Цилиндр смонтирован в подвижном (на шпонках 22 в продольных пазах основания 2) блоке корпуса 23 с верхним силовым цилиндром 24 для осевого перемещения соосно совмещаемого с ним червяка 18 литьевой головки. На ней же расположены захваты 25, входящие в зацепление с захватами 2 б патрубка верхнего силового цилиндра 24, осуществляющего аксиальное перемещение и фиксацию литьевых головок на стопоре 27.Полости 28, 29 и 30 корпуса 9 и штока 10 плунжера 11 связаны посредством трубопровода с отверстиями 31, 32, крана 33 и подпружиненных клапанов 34 - 37 с гидроцасосом 38 и баком 39. Для подготовки каждого из устройств для смыкания частей прессформ, жидкость из гидронасоса 38 через отверстия 31 в штоке 10 подается в полость 30 канала плунжера 11 и поднимает последний до смыкания частей прессформы. Сравнительно небольшой объем полости 30 канала плунжера дает возможность быстро смыкать части прессформы. Клапан 37 регулируется на усилие, достаточное для быстрого подьема плунжера и смыкания частей прессформы. При подьеме плунжера жидкость из бака самотеком заполняет нижнюю полость 29 корпуса через клапан 3 б, а из полости 28 жидкость вытесняется через клапан 34 в бак. После смыкания частей прессформы вследствие создания давления в полости 30, превышающего усилие клапана 37, жидкость, поступающая в полость 30, направляется в нижнюю полость 29 корпуса 9 и создает давление, необходимое для плотного смыкания частей прессформы. Для перезарядки частей прессформы жидкость от насоса через клапан 35 подается в верхнюю полость 28, и плунжер 11 опускается вниз, размыкая части г,рессформы. )Кидкость из нижней полости 29 выталкивается через трубопроводы и кран 33 в бак 39, и таким образом осуществляется работа каждого устройства для смыкания и размыкания частей прессформы при соосном расположении этого устройства с литьевой головкой литьевого устройства. 5 10 15 20 25 30 Для заполнения полости прессформы резиновой смесью или другим полимерным материалом заданного состава устройство 1 на основании 2 по направляющим 3 перемещают до соосного расположения с одним из устройств 4 смыкания частей прессформы, С помощью реечно-зубчатой передачи от привода поворачивают цилиндрический корпус 13 и устанавливают одну из литьевых головок соосно с литником прессформы, при этом литьевая головка своими захватами 25 входит в зацепление с захватами 2 б патрубка силового цилиндра 24, Резиновая смесь в виде ленты сматывается с катушки питателя и поступает в полость литьевой головки, где при вращении червяка 18 смесь пластицируется, При помощи силового цилиндра литьевая головка перемещается относительно основания 2 до соприкосновения мундштука с литником прессформы. После наполнения и окончания пластикации резиновую смесь при аксиальном перемещении червяка от силового цилиндра впрыскивают в полость прессформы. После некоторой выдержки литьевая головка силовым цилиндром отводится в исходное положение и фиксируется стопором 27 на корпусе 13. Для заполнения смесью прессформы другого устройства 4 литьевое устройство 1 перемещают по направляющим к этому устройству и фиксируют в заданном положении. Таким образом цикл работы агрегата для литья под давлением изделий из смесей различного состава повторяется. Предмет изобретенияЛгрегат для изготовления формовых литье. вых изделий из полимерных материалов по авт, св.244601, отличаюшийся тем, что, с целью расширения диапазона применения аг. регата для изготовления изделий заданного типоразмера из смесей различного состава, литьевое устройство выполнено в виде цилиндрического корпуса, поворотного на основании с радиально установленными литьевыми головками, аксиально перемещаемыми в продольных пазах цилиндрического корпуса от жестко связанного с ним нижнего силового цилиндра, смонтированного в подвижном блоке корпуса с верхним силовым цилиндром для осевого перемещения соосно совмещаемого с ним червяка литьевой головки, выполненной с захватами, входящими в зацепление с захватами патпубка верхнего силового цилиндра.259357 6 2 з з 28в гя згиг. 3 оставитсль А. Е. КузнецовТекред Т. П. Курилко Коррктор А. П. ВасильевГерасимовдиктор зказ Я 414 Тираж 499 Подписное НИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР Москва Ж, Раушская наб., д. 4/5Типография, пр. Сапунова,
СмотретьЗаявка
1221005
Всесоюзный научно исследовательский институт резинотехн, еского
А. А. Чухин, В. А. Пискарев
МПК / Метки
МПК: B29C 45/07, B29C 45/46
Метки: агрегат, литьевых, полимерных, формовых
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/4-259357-agregat-dlya-izgotovleniya-formovykh-litevykh-izdelijj-iz-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Агрегат для изготовления формовых литьевых изделий из полимерных материалов</a>
Устройство для защиты от замыкания на корпус в силовой цепи тепловоза

Номер патента: 1206869
Опубликовано: 23.01.1986
МПК: H02H 3/14
Метки: замыкания, защиты, корпус, силовой, тепловоза, цепи
...шунтированного коммутатором 2 в виде неоновойлампы. Делитель совместно с нагрузкой сети, условно изображенной сопротивлением 3, в случае замыканиянагрузки на корпус образует мостовую схему, в измерительную диагональкоторого включены последовательносоединенные разделительный конденсатор 4 и диодный мост 5 с заземленным сопротивлением нагрузки коммутатора. К нагрузке подключен входкомпаратора б, выход которого соединен с исполнительным органом 7 в виде реле, производящего необходимыеоперации по защите сети от короткого замыкания,:Устройство работает следующим образом.При появлении напряжения в контролируемой силовой цепи тепловоза конденсатор делителя 1 начинает заряжаться через сопротивление делителя до тех пор, пока напряжение на...
Устройство для центрирования шпал

Номер патента: 787540
Опубликовано: 15.12.1980
Авторы: Болотов, Васильев, Данилюк, Орлов
МПК: E01B 29/24
Метки: центрирования, шпал
...шпалсодержит корпус 1 силового цилиндра,перемещающийся относительно неподвижно закрепленного штока 2, опору 5 3 для шпал, установленную на штоке2, центрирующие захваты 4, с двухсторон шарнирно прикрепленные к опоре 3 и посредством тяг 5 шарнирносоединенные с корпусом 1 силового 10 цилиндра, дополнительные захваты 6,шарнирно прикрепленные к поворотнымосям 7 Ь-образной формы, Причем оси7 прижаты к центрируюшим захватам 4с помощью пружин 8 и соединяют 15 их с опорой 3 (являются осями шарниров захватов 4).Устройство работает следующим образом.При подаче сжатого воздуха или 2 О жидкости в нижнюю полость силовогоцилиндра его корпус перемещаетсявниз и тягачи 5 раскрывает цеитрируюшие захваты 4. При этом оси 7, прижатые к...
Устройство для установки корпуса качающегося силового цилиндра

Номер патента: 1571320
Опубликовано: 15.06.1990
Авторы: Балашов, Жуков, Кегелес
МПК: F15B 15/14
Метки: качающегося, корпуса, силового, установки, цилиндра
...2 вставлена в корпус 1 до упора в бурт (не показано).и закреплена гай 1571320кой 10. На свободных концах цапфы 3 имеются цилиндрические участки 11 для установки гидрошарниров 12. Кагнетательная магистраль 13 сообщена с цапфой 3 и через внутренние каналы 14 с помощью гидрошарниров 12 сообщена с полостью корпуса 1 трубопроводом 15, который может быть выполнен в виде гибкого шланга. Гидрошарниры могут быть выполнены в виде втулок с внутренними кольцевыми канавками 16. При этом втулки 1гидрошарниров 12 установлены с возможностью вращения и уплотнены относительно цапф 3.1Устройство работает следующимобразом.При включении нагнетательной магистрали 13 рабочая жидкость через цапфу 3 проходит через гидрошарнир 12 и трубопровод 14 в...
Перфоратор i ii. nji.;: ; gt; amp; ., i биб; .; -.: 2 pa и отверстия 15 в корпусе золотниковой коробки. причем, верхпяя полость цилиндра сообщается с атмосферой до тех пор, пока золотиик не переместится в верхн

Номер патента: 385029
Опубликовано: 01.01.1973
Авторы: Верхней, Золотниковой, Каналы, Корпус, Корпусе, Нижнюю, Подъемные, Через
Метки: nji, атмосферой, биб, верхн, верхпяя, золотиик, золотниковой, коробки, корпусе, отверстия, переместится, перфоратор, пока, полость, пор, причем, сообщается, тех, цилиндра
...воздуха в верхнюю полость 10 цилиндра, нижнюю 25камеру 11 золотниковой коробки и каналы12. Верхняя полость цилиндра при обратномходе поршня сооощается с атмосферой черезнаружную кольцевую проточку 18 в золотнике, через отверстия 14 в корпусе перфорато ра и отверстия 15 в корпусе золотпиковой коробки. Причем, всрхняя полость цилиндра сообщается с атхюсферой до тех пор, пока золотник не переместится в верхнее положение.Под действием сжатого воздуха, поступа. ощего в нижнюю полость 1 б цплшдра через щель 17 (между золотником и всрхнси крышкой) и подъемныс каналы. поршень ДВИкется ВВсрх и пос;1 с перссрытия Вых топ ного окна 18 вытесняет сжатый воздух пз верхней камеры в атмосферу чсрсз каналь 1 12, пижпою камеру 11, протоку 18 и...
Пневмогидравлический мультипликатор для силовых гидравлических цилиндров зажимных приспособлений

Номер патента: 89668
Опубликовано: 01.01.1950
Авторы: Голубев, Шалашов, Шапин
МПК: F15B 3/00
Метки: гидравлических, зажимных, мультипликатор, пневмогидравлический, приспособлений, силовых, цилиндров
...( с си,10- Билр 213,11 сски.(и 1 лип;рсъи(1)ПГ. )1, из 11.10 сЙГТ)у 0111 с зк 1 и.ъи Оргдд 1), 1 аияло) фиГ. 11 с ПО,1 Ос 1 ь 0ПОР)КЕИИОГО Г 10 РЦЦ 5 1 ЛРОСЕРВОХ 01 ОРЯ ИПС 3. ДТИЧССКО 0 ЗОЛОТЦИКД .)ОГ 1(лиик цсрскгоч;1 ст п 01 яч 1303 дх 1 1 З )оз.)ипои ПО,1 Ости б 10 ри, С 51 ОТК)СЦГЕЦ 5( ДЕТс(ЛС 31 Р(с(05 ТКУ ЦУСКОВО 0 1(Раца 3 Е)ЕБО,5 Т 35 ПОЛОЕСИ)С, ОбССПСЧП)с 1)опСе СОЕдппе 3 С КЗН 3513 1, 3 СГСдОБЗТЕЛЬ 0П(;ЛОСТИ (6 С 2 ТМОСфС.р 0111, с 1 Ксц 3 Лс) (9 - С 150 ЗдуцИО ССТЫО 20. 1)1 Э(: Ы Ц 0 Р (П Ц Ц с И с) Ц Е Р Е М Е и 3 ЮТС 51 15 Г С и О, Г) Л сЗ Г ОД 2 Р Я 5 с КУМ М У, С 0 3;2 15 с- (МОЗМ ц/)3 дВЖСПИП ПЛАНКСрс 1 1(ЛЕ 50, И дСИСТБПЮ ВОЗБраТНЫК ПрСРН с 3 гОВыс Г 3.р 35,;Пчес)(с 1(илицдры 11, с)супсст 3,:1510 Г здким;етагс 3,...
Предыдущий патент: Установка для изготовления асбометаллических прокладок
Следующий патент: Устройство для получения заостренных кромок
Случайный патент: Устройство для удержания разматываемой паковки