Способ изготовления фасонных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 203450
Автор: Федоров




Текст
203450 ОПИСАНИЕИЗОбРЕТЕ Н И Я"К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Сова Советских Сециалистичеоких РеспубликЗависимое от авт. свидетельстваЗаявлено 03.1.1961 ( 696086/25) Кл. 490, 11491, 8 присоединением заявкиПриоритет МПК В 231 В 231 УДК 621,834(088,8)Конитвт оо делан аооретеииЯ и открытий при Совете Министров СССРОпубликовано 28,1 Х,1967, Бюллетень20 Дата опубликования описания 13.Х 11,1967 Лвторизобретения И. Федоров Заявител Й СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗ Изобретение относится к способам изготовления фасонных изделий, например зубчатых колес и звездочек, путем обработки давлением предварительно подготовленной заготовки с применением операций прошивки (калибровки), ссаживания и радиального прессования.Известно изготовление зубчатых колес пу- тем штамповки, когда заготовка последовательно подвергается прошивке и осаживанию. В этом случае формообразование зубчатого венца на образующей изделия и формирование его торцовых поверхностей происходят благодаря заполнению осаживаемым металлом внутреннего пространства штампа, гравюре которого придают соответствующую конфигурацию.Известный способ формообразования деталей и обусловленная им кинематическая схема инструмента, применяемого для его осуществления, не соответствуют современным требованиям. Прежде всего, известным способом невозможно изготовить без штамповочных уклонов детали со значительной шириной зубчатого венца. Изделие, запрессованное в зубчатую матрицу, прочно удерживается в ней силами упругой деформации, и при отсутствии в матрице уклонов выталкивание из нее детали затруднено. Кроме того, в применяемом инструменте неизбежен интенсивный износ зубчатой матрицы; во-первых,вследствие воздеиствия на нее растекающегося в радиальных направлениях металла и, во.вторых, вследствие скольжения отформованных зубьев изделия вдоль зубчатой поверхно сти матрицы при его выталкивании, При такой схеме обработки трудно также создать интенсивное течение металла на периферийных участках заготовки, образующих зубчатый венец, поскольку активное воздействие 10 заготовка испытывает от оправки из центра иот пуансона на ее торцах, Так как места приложения рабочих усилий удалены от основной зоны пластического формообразования и направление движения инструмента не совпада ет с направлением течения металла, заполнение зубчатого рельефа матрицы затруднено и может быть достигнуто только при повышенных рабочих усилиях.Этим способом невозможно также изгото вить изделие со строго концентричным расположением зубчатого венца относительно центрального отверстия, так как оправка, формующая центральное отверстие, связана с верхней половиной штампа, а матрица, фор мующая зубчатый венец, закреплена на нижней половине штампа. Высокой точности их взаимного расположения достичь трудно, что и создает эксцентричность зубчатого венца относительно центрального отверстия. Кроме ЗО того, полученные этим способом изделия име510 15 20 25 30 35 40 45 50 55 60 65 ют на торцовой поверхности по образующейзубчатого венца облой.Перечисленные выше обстоятельства в совокупности обусловливают невозможностьиспользования известного способа формообразования фасонных изделий, например зубчатых колес, для размерно-чистового пластического формообразования. Этот способ пригоден только для выполнения заготовительных операций, и полученные изделия используются как заготовки для последующих операций механической обработки - зубофрезерования и др.Вместе с тем практика показывает, что приизготовлении фасонных изделий типа зубчатых колес экономически выгодны только точные методы пластического формообразования, при которых полностью исключается обработка зубчатого венца резанием, Это объясняется тем, что наличие кованых зубьев назаготовке сильно усложняет процесс ее механической обработки, Небольшая же экономияметалла, достигаемая благодаря выштамповыванию впадин зубьев, перечеркивается значительным усложнением процесса штамповкии трудностями последующей чистовой механической обработки таких заготовок.Описываемое изобретение заключается втом, что был создан размерно-чистовой способ пластического формообразования, т, е.такой, который позволяет получать фасонныеизделия, например зубчатые колеса и звездочки, не требующие дополнительной чистовойобработки, пригодные для установки в машины непосредственно после штамповки.Согласно предложенному способу, фасонные изделия, например зубчатые колеса извездочки, изготовляют путем прошивки (калибровки), ссаживания и радиального прессования заготовки, осуществляемых таким образом, что радиальное прессование происходит одновременно с ее осаживанием на прошившей ее оправке при приложении активных рабочих усилий в нескольких, но не менее чем в трех направлениях. Это обеспечивает многонаправленное течение металла и размерно-чистовое формообразование изделия заодин рабочий цикл.Изобретение поясняется на примере изготовления конкретного изделия - зубчатогоколеса при помощи инструмента, показанного на чертежах.На фиг. 1 изображены инструмент и заготовка в исходном положении; на фиг. 2момент сближения основных пуансонов; нафиг. 3 - момент сближения дополнительныхпуансонов; на фиг. 4 и 5 - готовое зубчатоеколесо,Заготовку 1, выполненную с центральнымотверстием или без него, устанавливают нарабочую поверхность основного пуансона 2,после чего основные пуансоны 2 и 3 сближаются. При этом оправка 4, внедряясь в заготовку 1, прошивает или калибрует в ней центральное отверстие. По мере сближения пуансонов 2 и 3 после соприкосновения их рабочих поверхностей с заготовкой 1 они своими выступами 5 и б (см. фиг. 2) в процессе осаживания заготовки формуют ее торцовые поверхности.Как только рабочие поверхности пуансонов 2 и 3 соприкоснутся с фигурными наконечниками 7 дополнительных пуансонов 8, включается рабочий ход последних в радиальных направлениях. Сближаясь, пуансоны 8 (см. фиг. 3) осуществляют прессование заготовки в радиальном направлении и образуют своими наконечниками 7 зубчатый венец изделия. Одновременно пуансоны 2 и 3 осаживают заготовку, а оправка 4 калибрует центральное отверстие в изделии.Сближение рабочих поверхностей пуансонов 2 и 3 ограничивается высотой а рабочих участков дополнительных пуансонов 8, равной высоте в зубчатого венца 9 изделия, При этом поверхности основных пуансонов 2 и 3 являются как бы направляющими для скольжения между ними в радиальных направлениях дополнительных пуансонов 8. Этим предотвращается образование на изделии торцовых заусенцев.Способ обработки и кинематика штампа обеспечивают приложение к заготовке активных сил от соответствующих подвижных элементов инструмента в различных, но не менее чем в трех взаимно перпендикулярных направлениях. Этим обеспечивается многонаправленное течение металла и размерно-чистовое формообразование элементов изделия.Так, в результате внедрения в заготовку оправки 4 металл течет в радиальном направлении от центра к периферии и в направлении торцов заготовки 1.В случае, если оправка 4 имеет зубчатую, например шлицевую поверхность, или контрольное отверстие в заготовке 1 меньше диаметра оправки 4 либо отсутствует вовсе, то при внедрении оправки в заготовку создаются условия для встречного течения металла, в радиальном направлении от периферии к центру.При осаживаиии заготовки между пуансонами 2 и 3 металл течет в радиальном направлении как к периферии, так и к центру заготовки 1,При радиальном прессовании в результате внедрения со всех сторон в заготовку 1 дополнительных пуансонов 8 создаются условия для течения металла в направлении торцов заготовки, а также в радиальном направлении, от периферии к центру и от центра к периферии, т. е. навстречу движению дополнительных пуансонов 8. При этом за один рабочий цикл благодаря копированию рабочих элементов инструмента оформляются целиком все поверхности изделия сложной формы, ориентированные в различных направлениях.Поскольку дополнительные пуансоны 8, оправка 4 и основной пуансон 3 связаны в единый блок, что обеспечивает высокую точностьих взаимного расположения, а рабочие движения в радиальных направлениях дополнительных пуансонов 8 и встречное движение основных пуансонов 2 и 3 ограничиваются жесткими упорами, - создаются условия для размерно-чистового формообразования поверхностей изделия, а именно: зубчатого венца 9, центрального отверстия 10 и торцовых поверхностей 11 и 12.Использование единовременной схемы обработки заготовки и быстродействующего пресса, подготовка заготовки для штамповки, например нагрев ее вне штампа, отсутствие необходимости точного фиксирования и крепления заготовки в штампе, удобство подачи заготовки в штамп и удаления из штампа готового изделия - все это позволяет осуществлять процесс формообразования с высокой производительностью на агрегате автоматического действия с быстро повторяющимся циклом.Высокая скорость формообразования обусловливает также незначительную потерю заготовкой тепла, полученного ею при нагреве, Это позволяет сочетать процесс формообразования изделия с его термической обработкой. Изделие сразу же после формообразования подвергается закалке, чем обеспечивается термомеханическая обработка металла.В результате пластической деформации металла его физико-механические свойства значительно повышаются, причем нагартованная поверхность зубьев, обладающая повышенной механической прочностью полностью сохраняется, так как после штамповки они не обрабатываются. Зубья шестерен или звездочек приобретают упрочненный поверхностный слой, Разрушающие их статические и динамические нагрузки повышаются на 200/О, а их износостойкость возрастает в 1,3 - 1,4 раза посравнению с зубьями, изготовленными методом резания.К достоинствам нового способа относится5 также возможность использования для формообразования менее тоных заготовок, получепных, например, литьем или штамповкой,и получения при этом изделия высокой точности. Отштампованные изделия соответству 10 ют по зубчатому венцу 8 - 9-й степени точности (ГОСТ 1643 - 56), а чистота поверхности -8 - 9-й (ГОСТ 2789 - 59),Технико-экономическая эффективность нового способа проверена при изготовлении15 звездочек цепных передач в производственных условиях. Производительность труда наоперации формообразования зубчатого венцаповысилась примерно в 30 - 50 раз; экономияметалла составила около 200/о; один штампо 20 вочный агрегат заменил несколько десятковзубообрабатывающих станков и высвободилзначительное количество обслуживающегоперсонала и производственной площади. Предмет изобретенияСпособ изготовления фасон ных изделий,например зубчатых колес и звездочек, путем прошивки (калибровки) центрального базово- ЗО го отверстия в заготовке, осаживания и радиального прессования ее, отличающийся тем, что радиальное прессование заготовки осущестьляют одновременно с осаживанием на прошившей ее оправке при приложении 35 активных раоочих усилий в нескольких, неменее чем в трех направлениях, обеспечивая многонаправленное течение металла и размерно-чистовое формообразование изделия за один рабочий цикл.едот кто Заказ 3335/10 Тираж 535 ПодписноеЦ 11 ИИГ 1 И Комитета по делам изобретений и открытий при Совете Министров СССР Москва, Центр, пр, Серова, д, 4 Типография, пр. Сапунова,
СмотретьЗаявка
696086
Л. И. Федоров
МПК / Метки
МПК: B21J 1/04
Метки: фасонных
Опубликовано: 01.01.1967
Код ссылки
<a href="https://patents.su/4-203450-sposob-izgotovleniya-fasonnykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления фасонных изделий</a>
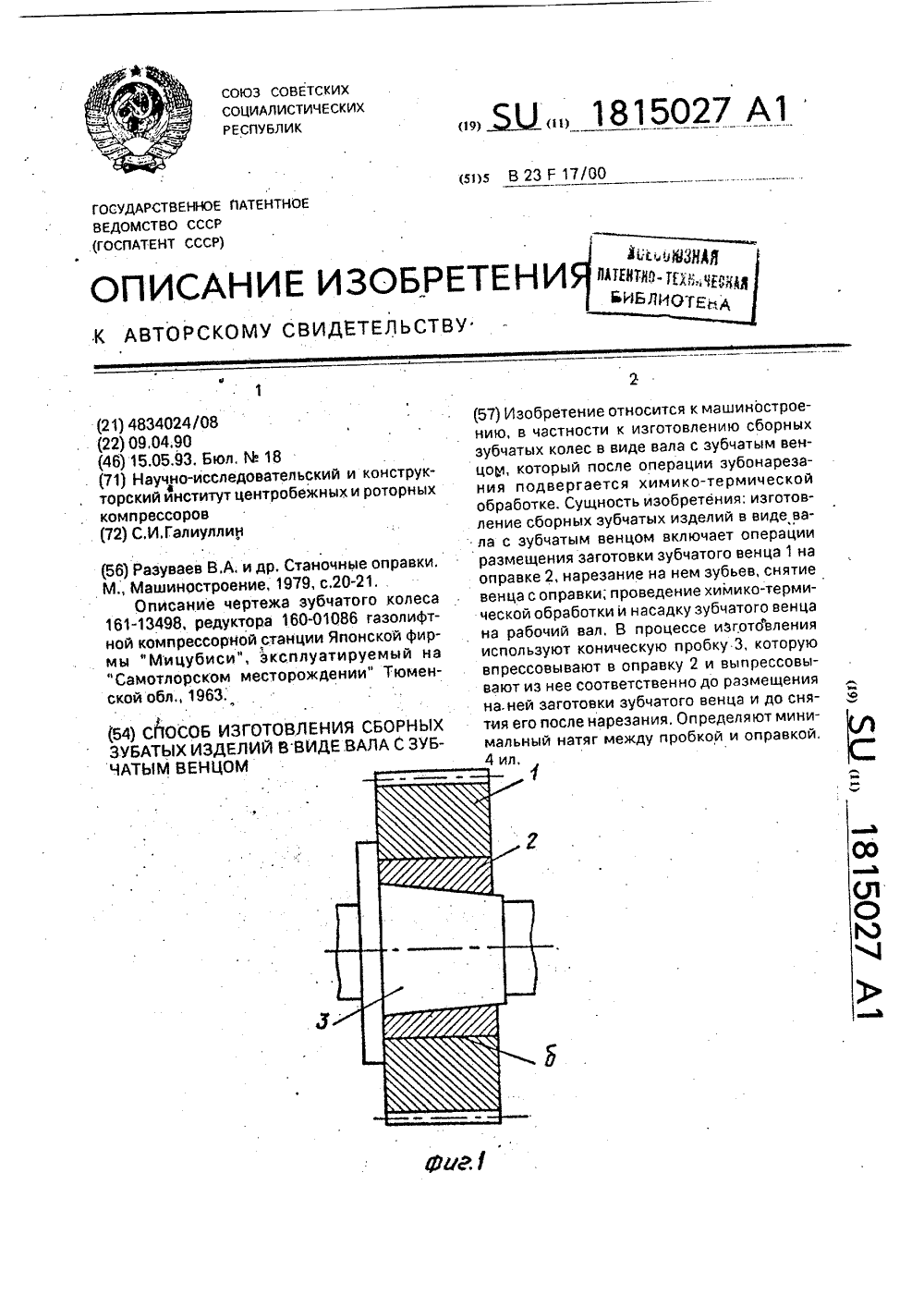
Способ изготовления сборных зубчатых изделий в виде вала с зубчатым венцом
Номер патента: 1815027
Опубликовано: 15.05.1993
Автор: Галиуллин
МПК: B23F 17/00
Метки: вала, венцом, виде, зубчатым, зубчатых, сборных
...послеконической пробки, мм,На фиг,1 показан зубчатый венец изделия после операции насадки его на оправкуи нарезания зубьев; на фиг.2 - оправка после операции впрессовки в нее коническойпробки; на фиг,З - зубчатый венец изделияпосле операции нарезания зубьев и выпрессовки конической пробки; на фиг,4 -зубчатое изделие после операции химикотермической обработки зубчатого венца инасадки его на рабочий вал,После насадки зубчатого венца на рабочий вал с рабочим натягом - д происходитувеличение диаметра зубчатого венца. Дляисключения влияния указанного явления наточность изготовления изделия нарезку зубчатого венца выполняют после насадки егона оправке с тем же рабочим натягом.из вк то где Нпь - минимальный натяг между оправкой и...
Устройство для изготовления зубчатых венцов

Номер патента: 1234021
Опубликовано: 30.05.1986
МПК: B21H 5/02
...материала венца, а угол р при вершине заднего конуса обеих ступеней 20 и 21 выполняется в соответствии с выражением = 180 - а. На стойке 3 установлен цилиндр 22, шток 23 которого через рычаг 24 связан с ползуном 25, расположенным между стойками 2 и 3. На ползуне 25 с возможностью 5 10 15 20 25 Зо 35 40 вращения на оси 26 установлен дисковый нож 27.Устройство работает следующим образом.В исходном положении ползун 13 находится в крайнем заднем положении. Шпиндель 18 устанавливают так, что между осью шпинделя 18 и осью шпинделя 5, т. е. осью матрицы 7 образуется угол у, определяемый180 - аиз соотношения у =, при этом2образующая конусов ступеней 20 и 21 ролика 19 устанавливается параллельно оси матрицы 7. Для этого корпус 16...
Устройство для образования зубчатого венца на кольцевых заготовках

Номер патента: 538795
Опубликовано: 15.12.1976
Авторы: Артеменко, Верзилов, Иванов
МПК: B21H 5/02
Метки: венца, заготовках, зубчатого, кольцевых, образования
...4 со сменным синхронизирующим колесом 5, насаженным на полый вал 6 и получающим вращение от электродвигателя 7 через промежуточную шестерню 8, редуктор 9 и размещенное между ним и электродвигателем тормозное устройство 10, Кроме того, устройсгво содержит съемник 11, расширяющую оправку 12, установленную с возможностью осевого перемещения нажимным устройством 13 и вращения вокруг продольной оси, опорный стакашки 14, раоположенный в корпусе 1 с возможностью вращгния на опоре 15 и осевого перемещения отно. сительно накатных валков 3 с помощью толкателя 16 и выталкивающего цилиндра 17.Работает предлагаемое устройство следующим образом.Заготовка устанавливается на опорный стака 1 н 14 между пака"пными валками 3. Посредством электродвигателя...
Устройство для термомеханической обработки зубчатых венцов изделий

Номер патента: 1418341
Опубликовано: 23.08.1988
МПК: C21D 8/00
Метки: венцов, зубчатых, термомеханической
...валков 2 испрейера 3, установленного с воэможностью вращения относительно корпуса 4, Спрейер 3 связан посредствомзацепления с делительным зубчатымколесом 5 и заготовками 6, закрепленными на шпинделе 7. РельеФ внутреннейповерхности спрейера 3 повторяет контур обрабатываемого венца с выдержкойзазора 1-1,5 мм, Для подачи охлаждающей жидкости в зону закалки в спрей"ере 3 перпендикулярно к касательнойв любой точке внутреннего контура выполнены отверстия 8. Накатные валки 2 расположены концентрично осишпинделя 7, Подачу охлаждающей жидкости осуществляют через коммуникации 9.Устройство работает следующим образом. 35При непрерывном перемещении заготовок Ь через последовательно распо-.ложенные зоны нагрева, деформирования и охлаждения нагрев...
Способ изготовления зубчатых венцов

Номер патента: 1821282
Опубликовано: 15.06.1993
МПК: B21H 5/02
...товки 1 в свободный торец 3 раскатным9 и дорн 6 возвращаются в исходное поло валком 9 за счет осевых усилий улучшаютсяжение, а опора 4 перемещается в осевом условия деформироваиия металла и опорнонаправлении вместе с заготовкой 1, обеспе- го торца 2 заготовки 1, а значит и заполнечиваетгарантированноеееудалениеоточа- ние краевых участков зубьев у опорного. га деформации. торца заготовки.Пример выполнения предлагаемого .10 . При обратном ходе дорна 6 его нижняяспособа, .дорнующая часть 7 выходит из заготовки 1,На экспериментальной установке черт. прй этом калибрует отверстие заготовки от54-15-0-0 производилось накатывание эуб- некоторого искажения отверстия вблизичатого обода 740.1005,125-10 маховика дви- верхнего торца 3 заготовки 1...
Предыдущий патент: Электродная проволока для сварки титановыхсплавов
Следующий патент: 203451
Случайный патент: Способ изготовления огнеупорных изделий