Система для управления и диагностирования линии раскроя облицованных плит
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
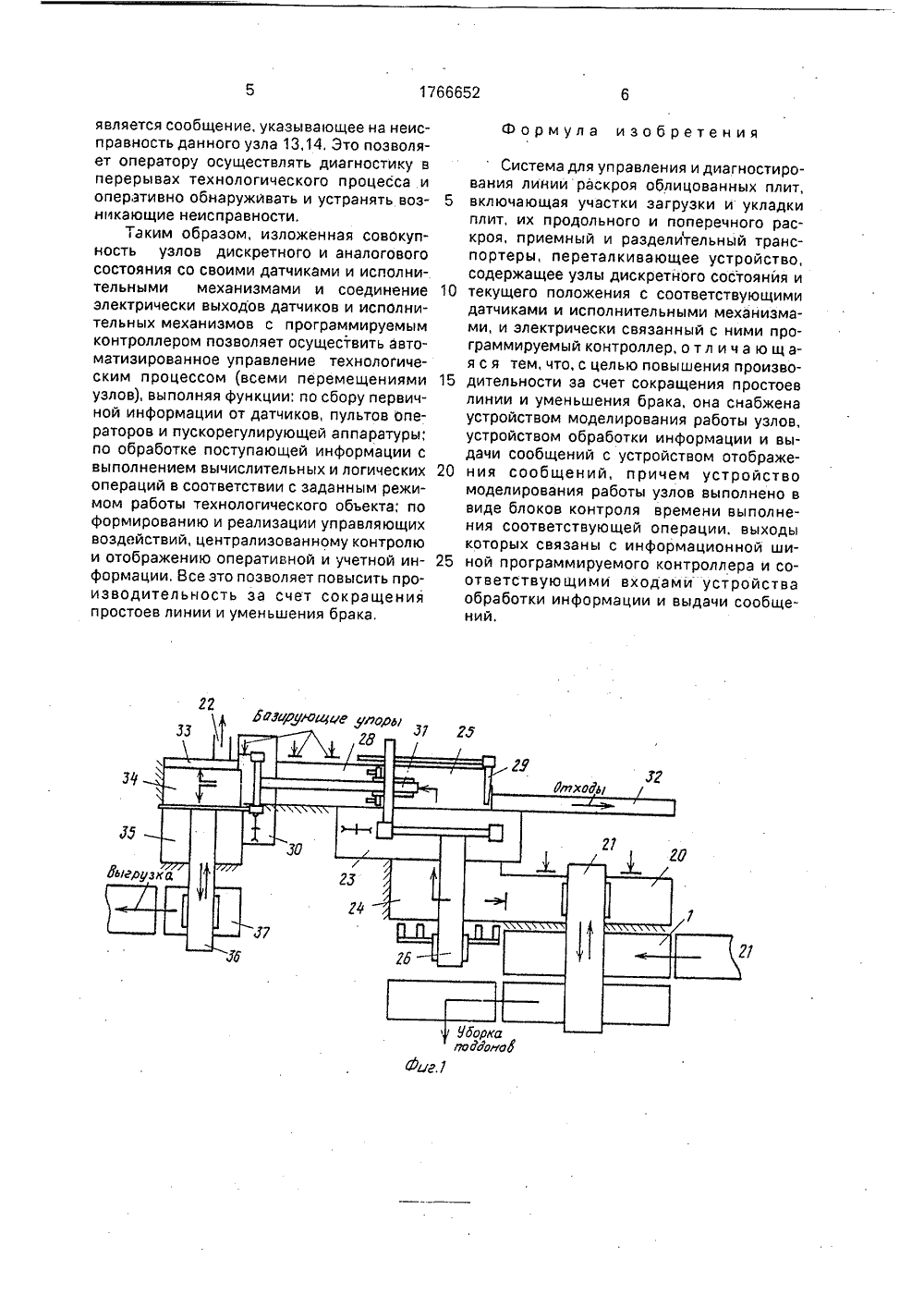
(21) 4800947/15 22) 10.01.90 (46) 07,10,92, Б (71) Всесоюзнь и конструкторс тывающего ма (72) И,Н.Миков 56) Коваленко автоматическо кроя облицова тывающая пр с.20 - 22,АВЛЕНИЯ И ДИАГИИ РАСКРОЯ ОБюл, %37 й научно-исс кий институт шиностроени А,А. Ко вален А,А. и Глазо го управлен нных плит. омышленнос едовательский деревообрабако и А,В,Глазов в А,В. Система ия линией рас- Деревообрабать, 1989, М 6,з- и носится к деревообрадованию и может быть раскрое облицованных Изобретение батывающему об использовано пр плит,мес 0 д хо-,0 ков ски браий 9ий ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР Цель изобретения - повышение производительности за счет сокращения простоев линии и уменьшения брака,На фиг. 1 изображен общий вид линии раскроя облицованных плит; на фиг. 2 изобоажена структурная схема линии; на фиг, 3 - блок-схема системы управления и диагностирования линии раскроя облицованныхплит.Система для управления и диагностирования линии раскроя облицованных плит содержит участок загрузки 1, участок укладки 2, участок продольного 3 раскроя и участок поперечного 4 раскроя, приемный 5 и разделительный 6 транспортеры, переталкивающее 7 устройство, устройство моделирования 8 работы узлов, устройство о ботки информации и выдачи сообщен с устройством отображения сообще(54) СИСТЕМА ДЛЯ УПРНОСТИРОВАНИЯ ЛИНЛИЦОВАННЫХ ПЛИТ(57) Использование: деревообрабатывающая промышленность, Сущность изобретения: устройство содержит устройство моделирования работы узлов в виде блоков контроля времени выполнения соответствующей операции, при срабатывании которых судят о нарушениях в работе системы. 3 ил. Устройство моделирования 8 работы улов состоит из блоков 11 контроля временвыполнения соответствующей операции,блоков 12 контроля перемещений.Переталкивающее устройство 7 содержит узлы дискретного 13 и аналогового 14состояния со своими датчиками 15 и 16, иисполнительными механизмами 17,18. Вы- аходы датчиков 15,16 и исполнительныхханизмов 17,18 электрически связаньпрограммируемым контроллером 19. Вьды блоков контроля времени 11 и блоконтроля перемещений 12 электричесвязаны с устройством обработки инфорции и выдачи сообщений 9,Для передачи плит на наборный стол 20служат напольныи рольганг Гподьеыныистол) 21, вакуумный загрузчик 22. Передачуаплит станку 23 продольного раскроя осуществляют роликовый транспортер 24,промежуточный транспортер 25 и подающее устройство 26 с кареткой и захватами,Удаление отходов за пределы линии производится посредством ленточного транспортера 27. Передача продольных полос5 10 15 20 25 30 35 40 45 50 55 пакета плит на базирующий стол 28 осуществляется толкателем 29, Передачу плит к станку 30 поперечного раскроя совершает подающее устройство 31, а отходы удаляются ленточным транспортером 32. От станкз 30 плиты поступают на наклонный стол 33 и приемный транспортер 34.При поперечном раскрое используются приемный транспортер 34, транспортер 35, вакуумный укладчик 36 и подьемный стол 37.Работа осуществляется следующим образом.После подачи штабеля плит на подьемный стол 21 вакуумный загрузчик производит набор пакета до пятнадцати плит (в зависимости от толщины плит) из штабеля на наборный стол 20, В процессе загрузки пакета производится обдув верхней и нижней пластей плит. Пакет плит передается на роликовый транспортер 24, с которого подающее устройство 26 перемещает пает к станку 23 продольногораскроя. Во избежание смещения плит во время позиционирования они зажаты захватами каретки, Каретка подающего устройства 26 осуществляет точное позиционирование пакета плит по заранее заданной программе, При подходе к нужному размеру скорость каретки снижается двухступенчато. После оста- нова каретки опускается прижимная балка станка, поднимается пильный суппорт и производится отрезка продольной полосы, Поднимается прижимная балка и одновременно с возвратом суппорта производится подача пакета на новый размер,При сквозном раскрое пакет плит первоначально раскраивается на продольные полосы по всей ширине пакета, затем толкателем 29 полосы передаются на базирующий стол 28, где происходят выравнивание полос и захват упорами подающего устройства 31, а затем поперечный раскрой всего пакета на станке 30 поперечного раскроя,По окончании поперечного раскроя отходы поступают на ленточный транспортер 32 и далее выносятся за пределы линии, а заготовки размещаются на приемном транспортере 34. Производится смещение полос предварительно направо (первая группа полос при смешанном раскрое), а затем по окончании поперечного раскроя второй группы полос налево на транспортер 35. При этом происходит разделение продольных полос в продольном направлении с целью облегчения в дальнейшем разборки стоп раскроен н ых и уложен н ых заготовок.Вакуумный укладчик 36 переносит и укладывает раскроенные заготовки на подъем н ом стол е 37. В и роцессе посл ой ной укладки производится обдув верхней и нижней пластей заготовок во избежание случайного попадания опилок между заготовками, что может привести к порче облицованной поверхности.Набор пакета плит на наборный стол 20, продольный и поперечный раскрой и укладка раскроенных заготовок совмещены по времени.При осуществлении смешанного раскроя отрезаются продольные полосы, имеющие одинаковую схему поперечного раскроя. Одновременно с поперечным раскроем первой группы полос производится продольный раскрой оставшейся части пакетэ, По окончании поперечного раскроя первой группы каретка подающего устройства 31 с поднятыми захватами возвращается, захватывает вторую группу полос, поперечный раскрой которых производится по новой программе,В линии предусматривается до трех различных программ поперечного раскроя для одного пакета,Во время технологического процесса управление и диагностика осуществляются программируемым контроллером 19 и устройством моделирования 8. Каждый узел участков 1 - 6 функционирует о соответствии с программой, заложенной в программируемый контроллер 19, Сигналы, поступающие от датчиков 15,16 узлов дискретного 13 состояния и аналогового 14 состояния, обрабатываются одновременно контроллером 19 и блоками контроля времени и перемещений 11 и 12. На основе результатов обработки указанных входных воздействий контроллер 19 формирует выходные воздействия для исполнительных механизмов 17,18, информация о которых одновременно поступает и в блоки 11,12,На основе состояния датчиков 15 и сформированного программируемым контроллером 19 управляющего воздействия блок 11 контроля времени моделируют работу соответствующего узла дискретного 13 состояния. Аналогично этому на основе состояния датчиков 16 и сформированного программируемым контроллером 19 управляющего воздействия блок 12 моделирует работу соответствующего узла аналогового 14 состояния. При этом отличие работы блоков 11,12, состоит в том, что блок 11 работает с временем включенного состояния, а блок 12 с разницей заданного и текущего значения аналоговой величины. Блоки 11 и 12 формируют соответствующие коды дляустройства обработки информации и выдачи сообщений 9, которые фиксируются наустройстве отображения сообщений 10 появляется сообщение, указывающее на неисправность данного узла 13,14, Это позволяет оператору осуществлять диагностику в перерывах технологического процесса и оперативно обнаруживать и устранять возникающие неисправности.Таким образом, изложенная совокупность узлов дискретного и аналогового состояния со своими датчиками и исполни-. тельными механизмами и соединение электрически выходов датчиков и испОлнительных механизмов с программируемым контроллером позволяет осуществить автоматизированное управление технологическим процессом (всеми перемещениями узлов), выполняя функции; по сбору первичной информации от датчиков, пультов операторов и пускорегулирующей аппаратуры; по обработке поступающей информации с выполнением вычислительных и логических операций в соответствии с заданным режимом работы технологического объекта; по формированию и реализации управляющих воздействий, централизованному контролю и отображению оперативной и учетной информации, Все это позволяет повысить производительность за счет сокращения простоев линии и уменьшения брака. Формула изобретения Система для управления и диагностирования линии раскроя облицованных плит, 5 включающая участки загрузки и укладкиплит, их продольного и поперечного раскроя, приемный и разделительный транспортеры, переталкивающее устройство, содержащее узлы дискретного состоянйя и 10 текущего положения с соответствующимидатчиками и исполнительными механизмами, и электрически связанный с ними программируемый контроллер, о т л и ч а ю щ ая с я тем, что, с целью повышения произво дительности за счет сокращения простоевлинии и уменьшения брака, она снабжена устройством моделирования работы узлов, устройством обработки информации и выдачи сообщений с устройством отображе ния сообщений, причем устройствомоделирования работы узлов выполнено в виде блоков контроля времени выполнения соответствующей операции, выходы которых связаны с информационной ши ной программируемого контроллера и соответствующими входами устройства обработки информации и выдачи сообщений.1766652 Составитель Н,СофееваТехред М.Моргентал Корректор Т.Пал Редактор А.Хорин Тиражного комитета по изо 035, Москва, Ж, Рэ Подписноеетениям и открытиям при ГКНТ СССРская наб 4/5 кий комбинат "Патен Производственно-изда аказ 3507 ВНИИПИ Государств 1
СмотретьЗаявка
4800947, 10.01.1990
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКИЙ ИНСТИТУТ ДЕРЕВООБРАБАТЫВАЮЩЕГО МАШИНОСТРОЕНИЯ
МИКОВ ИГОРЬ НИКОЛАЕВИЧ, КОВАЛЕНКО АЛЕКСАНДР АЛЕКСАНДРОВИЧ, ГЛАЗОВ АЛЕКСАНДР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B27B 29/10
Метки: диагностирования, линии, облицованных, плит, раскроя
Опубликовано: 07.10.1992
Код ссылки
<a href="https://patents.su/4-1766652-sistema-dlya-upravleniya-i-diagnostirovaniya-linii-raskroya-oblicovannykh-plit.html" target="_blank" rel="follow" title="База патентов СССР">Система для управления и диагностирования линии раскроя облицованных плит</a>
Линия для раскроя плит

Номер патента: 539764
Опубликовано: 25.12.1976
Авторы: Бакст, Каринский, Климов, Максимов, Пивоваров, Пименов, Уэцкий
МПК: B27B 11/00
...и задние отходы припередаче первой раскроенной полосы со штанг23 15 на каретку укладчика 17, находящуюся вэтот момент над столом 20,Линия работает следующим образом.Штабель плит 24, загруженный автопогрузчиком на рольганг 1 до упора 2, продвигается25 на подъемный стол 3 до упора 4, При включении станка в работу каретка 5 своими задними упорами-толкателями 8 захватывает пакет из двух-трех плит 25 и продвигает его напозицшо базирования и загрузки 26. Здесь паЗЭ кет перехватывается упорами-зажимами 7 и539764 25 подается под прижим продольного пильного агрегата 9. При этом, если производится раскрой с зачисткой передней кромки, образуется обрезок в, который остается на поддерживающих кронштейнах 10.Далее происходит продвигание пакета плит...
Линия для продольного раскроя движущегося проката

Номер патента: 624736
Опубликовано: 25.09.1978
Авторы: Афанасьев, Дейнека, Кофанов, Левченко, Пшеничный, Хмара
МПК: B23D 19/08
Метки: движущегося, линия, продольного, проката, раскроя
...продольный направляющий паэ 25, общий для всех кассет, и разнесенные по оси и окружности углубления 26, выполненные под различными углами к пазу 25. Цилиндрическая часть кассет 18 снабжена соответствующим пазу 25 выстуйом 27 для фиксации от проворачивания и защелкой 28, установленной иод углом, соответствующим углу тольпечения точной установки кассет иисключения осевого смещения.Работает устройство следующимобразом.. Полотно 3 с раэматывателя 1 понаправляющему столу 2 пропускаетсямежду роликами механизма 4 отсчета8 длины и первого петлеобразователя 9,через дисковые ножницы 5 и 7, приэтом на счетчике (не показан) механизма 4 задается требуемая длина полос. Концы получаемых полос пропускаЮ ются через второй стоящий на...
Способ изготовления древесностружечных плит и линия для его осуществления

Номер патента: 1794016
Опубликовано: 07.02.1993
Авторы: Волчанова, Врагов, Завражнов
Метки: древесностружечных, линия, плит
...испольэовали конденсат с добавленным в него в сборнике 10 карбамидом 36-ной концентрации. Количество конденсата, подаваемого для увлажнения, осуществляют из расчета 100 г на 1 м поверхности увлажняемого брикета. Увлажненный брикет 19 загружают в горячий пресс 5 между нагретыми до 160 С нагревательными плитами б, в каналы 7 которых подают теплоноситель.Горячее прессование брикетов 19 производят после смыкания нагревательных плит 6 и подъема давления в прессе 5 до 2,5 МПа, которое выполняют в течение 15 с, Затем брикет 19 выдерживают в прессе 5 при максимальном давлении 2,5 МПа в течение 117 с, после чего производят сброс давления в течение 30 с,Через 15 с с момента начала сброса давления осуществляют операцию вакуумирования в течение...
Способ изготовления древесностружечных плит и линия для его осуществления

Номер патента: 1794017
Опубликовано: 07.02.1993
Авторы: Волчанова, Врагов, Завражнов
Метки: древесностружечных, линия, плит
...бривой смеси может быть, например, участок 45 кета 9 представлено на фиг. 4 с указанием приготовления связующего и т,д. продолжительности операций (с).Древесностружечные плиты иэготавли- . Таким образом, общее время горячеговэютследующимобразом прессования древесностружечных плит сП р и м е р Из осмоленной древесност- этапами спецобработки при температуружечной массы формируют ковер на фор ре нагревательных плит 180 С составимирующей машине 1, который главным ло 2,5 мин, что посравнению с прототипом, конвейером 2 перемещают к подпрессов- где продолжительносгь прессования 4 мин щику 3. Подпрессовэнный ковер разрезают дает увеличение производительности линии по длине на брикеты 9 разделителем ковра, в 1.6 раза.4 и загружают их в...
Поточная линия для изготовления жестких минераловатных плит

Номер патента: 610834
Опубликовано: 15.06.1978
Авторы: Виленский, Демин, Непоротовский, Тобольский, Юцис
МПК: C04B 43/02
Метки: жестких, линия, минераловатных, плит, поточная
...мной воронке гидросмеси-Поточная линия содержит многовалковую центрифугу 1, гидросмеситель 2, раскладчик 3 гидромассы камеру 4 тепловой обработки, станок 5 для резки ковра.5Центрифуга 1 оснащена кольцевым коллектором б, соединенным посредством трубопровода 7 и насоса 8 с емкостью 9 для раствора связующего, входящей в состав раскладчика 3. Коллектор б при 0 мыкает к входному отверстию приемной воронки 10 гидросмесителя 2. На торцовой поверхности коллектора б имеются сопла 11, расположенные таким образом, что выходящие из .них струи образуют15 сплошную кольцевую струю, охватывающую волокнообразующие валки 12. Гидросмеситель через устройство 13 для подачи готовой гидромассы оединен с раскладчиком 3, Конвейеры раскладчика 3, камеры 4 и...
Предыдущий патент: Способ распиловки ящиков и устройство для его осуществления
Следующий патент: Фреза для изготовления деревянных цилиндрических деталей
Случайный патент: Способ и устройство освещения для транспортных средств