Способ изготовления листовых конструкций из алюминиевых сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
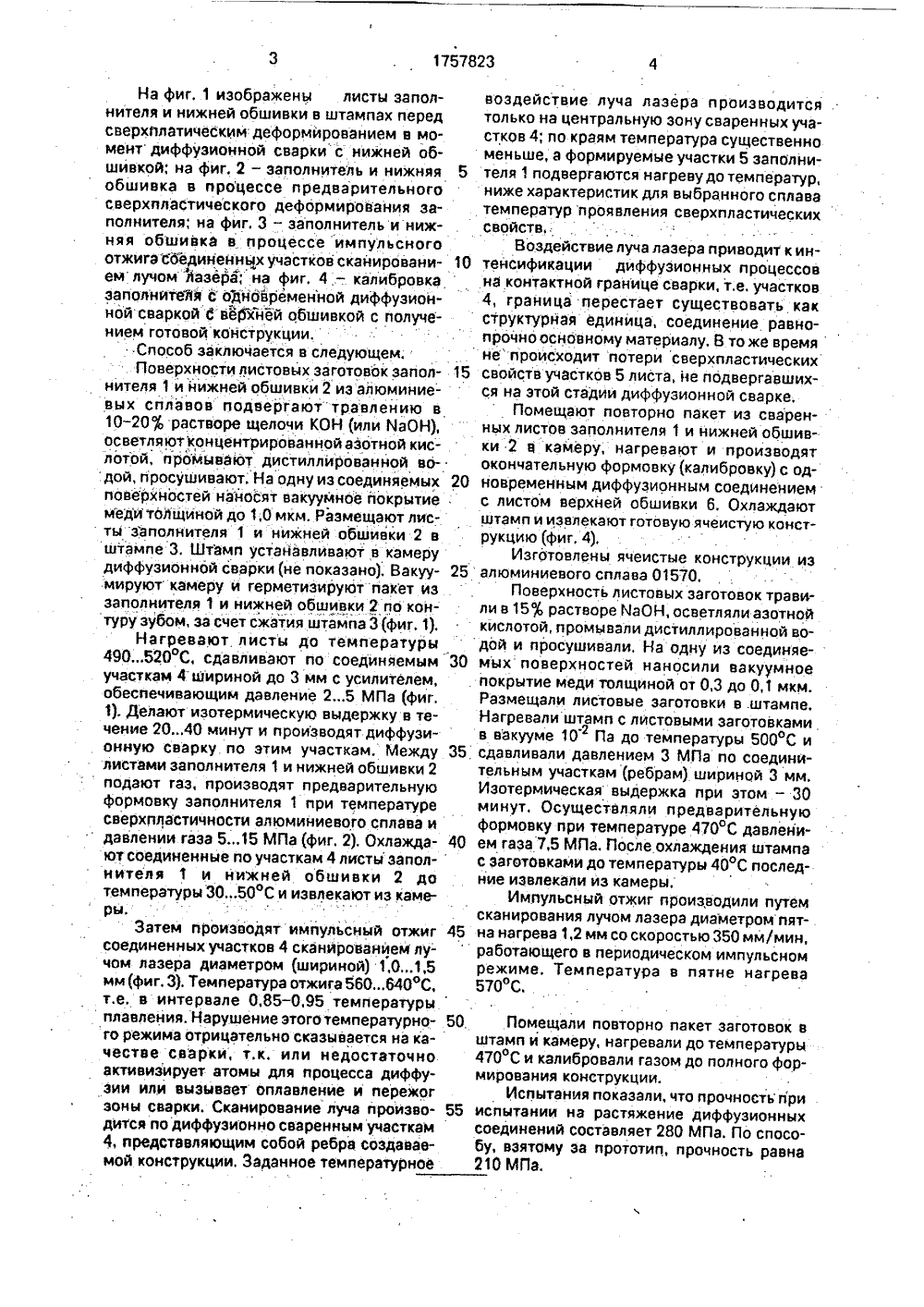
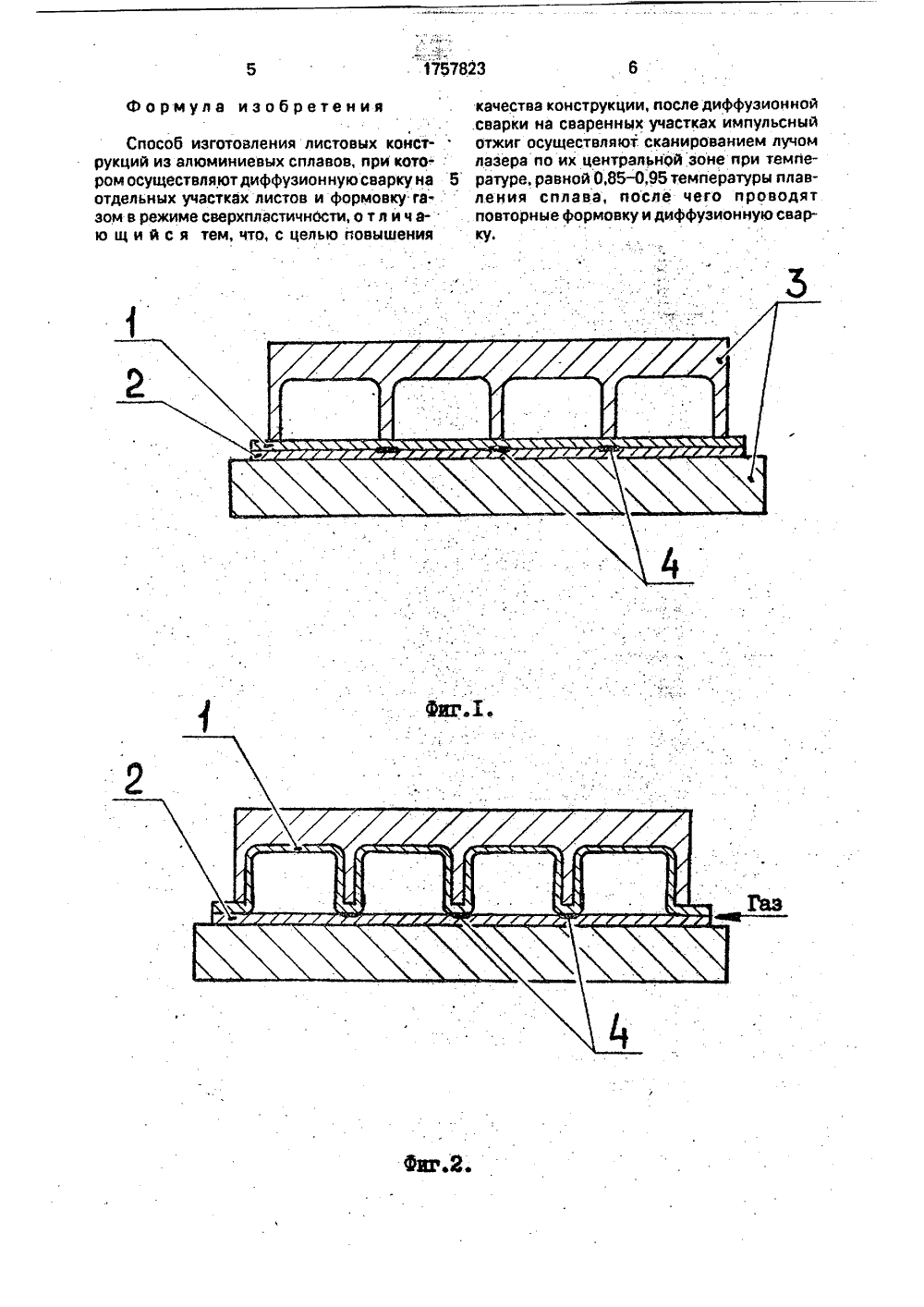
(19) (1) 1)5 В 23 К 20/О ГОСУДАРСТВЕННЬИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ ССС МРОПИСАНИЕ ИЗОБРЕТЕНИЯ ЬСтВУ ВТО У СВИД 2(54) СПОСОБ ИЗГОТОВЛЕ КОНСТРУКЦИЙ ИЗ А СПЛАВОВ ститут . (57) Использование: ма авиационная и космич, Кирил- . ность, Сущность иэобрет ную сварку осуществляют После этого зону сварк пульсной лазерной обраб тем производят окойчате диффузионную сварку Те берут равной 0,85-0;95 сплава. 4 ил.(56) Патент СВА 1 ч. 448347кл. В 23 К 31/02, 1978. ьский иня шиностроительная, еская промышленения: диффузионна узких участках. и подвергают имотке (отжигу), а зальные формовку и мпературу отжига от температуры ев, О. Изобретение относится. к области иэго- сплавов, по которому предварительно изготовления листовых конструкций из сверх- товленные поверхностей соединяют диффупластичных сплавов методом зионной сваркой по отдельным участкам, диффузионной сварки и формирования и далее производят формовку свободных от может быть использова:1 о в машинострои- соединения участков листов,тельной, авиационйой и космической про- Недостаткомэтогоспособаявляетсято, мышленности.. что при формовке напряжения в местахИзвестен способ диффузионной сварки сварки могут превышать прочность диффулистовых алюминиевых конструкций. Позионныхсоединений,всвяэисчемсоединеэтому способу на одну из соединяемых по-" ния разрушаются.верхностей алюминиевого сплава наносятЦелью изобретения являетсяулучшепокрытие меди. Соединяемые детали сдав- ние качества конструкций за счет повышеливают, йагревают до температуры 500- ния прочности диффузионныхсоединений.560 С, делают изотермическую-выдержку иПоставленная цель достигается тем, что охлаждают. Прочность таких соединений после диффузионной сварки по отдельным недостаточна для последующего формова- участкам производят импульсный отжиг сония в режиме сверхпластичности, т,к. прй единенных участков сканированием лучом этом может происходить расслоение соеди- лазера, причем температуру отжига берут нения и разрыв. равной 0,85-0,95 от температуры плавленияНаиболее близок к заявляемому способ, сплава, после чего проводят окончательную изготовления конструкций из алюминиевых формовку и диффузионную сварку.чНа фиг. 1 изображены листы заполнителя и нижней обшивки в штампах перед сверхплатическим деформированием в момент диффузионной сварки с нижней обшивкой; на фиг. 2 - заполнитель и нижняя обшивка в процессе предварительного сверхпластического деформирования заполнителя; на фиг, 3 - заполнитель и нижняя обшивка в процессе импульсного отжигаСбединенных участков сканированием лучом Лазера; на фиг. 4 - . калибровка эаполните 7 Й содновременной диффузионной сваркой с верхней обшивкой с получением готовой конструкции,Способ заключается в следующем,: Поверхности листовых заготовок заполнителя 1 и нижней обшивки 2 из алюминиевых сплавов подвергают травлению в 10-20 растворе щелочи КОН (или МаОН), осветляютконцентрированной азотной кислотой, промывают дистиллированной водой, просушивают. На одну из соединяемых поверхностей наноСят вакуумное покрытие меди толщиной до 1,0 мкм. Размещают листы заполнителя 1 и нижней обшивки 2 в штампе 3, Штамп устанавливают в камеру диффузионной сварки (не показано), Вакуумируют камеру и герметизируют пакет из заполнителя 1 и нижней обшивки 2 по контуру зубом, за счет сжатия штампа 3 (фиг, 1),Нагревают листы до температуры 490520 С, сдавливают по соединяемым участкам 4 шириной до 3 мм с усилителем, обеспечивающим давление 2.5 МПа (фиг.1). Делают изотермическую выдержку в течение 2040 минут и производят диффузионную сварку по этим участкам. Между листами заполнителя 1 и нижней обшивки 2 подают газ, производят предварительную формовку заполнителя 1 при температуре сверхпластичности алюминиевого сплава и давлении газа 515 МПа (фиг. 2). Охлаждают соединенные по участкам 4 листы заполнителя 1 и нижней обшивки 2 до температуры 3050 С и извлекают из камеры,Затем производят импульсный отжиг соединенных участков 4 сканированием лучом лазера диаметром (шириной) 1,01,5 мм (фиг. 3). Температура отжига 560640 ОС, т.е. в интервале 0,85 - 0,95 температуры плавления. Нарушение этого температурного режима отрицательно сказывается на качестве сварки, т.к. или недостаточно активизирует атомы для процесса диффузии или вызывает оплавление и пережог зоны сварки. Сканирование луча производится по диффуэионно сваренным участкам 4, представляющим собой ребра создаваемой конструкции, Заданное температурноевоздействие луча лазера производится только на центральную зону сваренных участков 4; по краям температура существенно меньше, а формируемые участки 5 заполни 5 теля 1 подвергаются нагреву до температур, ниже характеристик для выбранного сплава температур проявления сверхпластических свойств,. Воздействие луча лазера приводит к ин 4, граница перестает существовать как структурная единица, соединение равнопрочна основному материалу. В то же время непроисходит потери сверхпластических свойств участков 5 листа, не подвергавшихся на этой стадии диффузионной сварке Помещают повторно пакет из сваренных листов заполнителя 1 и нижней обшивки 2 в камеру, нагревают и производят окончательную формовку (калибровку) с одновременным диффузионным соединением 20 с листом верхней обшивки 6, Охлаждают штамп и извлекают готовую ячеистую конструкцию (фиг. 4),Изготовлены ячеистые конструкции из25 алюминиевого сплава 01570. Поверхность листовых заготовок травили в 15 6 растворе йаОН, осветляли азотной кислотой, промывали дистиллированной водой и просушивали. На одну из соединяе 30 мых поверхностей наносили вакуумное покрытие меди толщиной от 0,3 до 0,1 мкм Размещали листовые заготовки в .штампе, Нагревали штамп с листовыми заготовками в вакууме 102 Па до температуры 500 С и 35 сдавливали давлением 3 МПа по соединительным участкам (ребрам) шириной 3 мм. Изотермическая выдержка при этом - 30 минут. Осуществляли предварительную формовку при температуре 470 С давлени 40 ем газа 7,5 МПа, После охлаждения штампа с заготовками до температуры 40 С последние извлекали из камеры,Импульсный отжиг производили путемсканирования лучом лазера диаметром пят на нагрева 1,2 мм со скоростью 350 ммlмин,работающего в периодическом импульсном режиме, Температура в пятне нагрева 570 С. 50 Помещали повторно пакет заготовок вштамп и камеру, нагревали до температуры 470 С и калибровали газом до полного формирования конструкции.Испытания показали, что прочность при 55 испытании на растяжение диффузионныхсоединений составляет 280 МПа. По способу, взятому за прототип, прочность равна 210 МПа. 10 тенсификации диффузионных процессов на контактной границе сварки, т,е, участковФормула изобретения Способ изготовления листовых конструкций из алюминиевых сплавов, при котором осуществляют диффузионную сварку на 5 отдельных участках листов и формовку газом в режиме сверхпластичности, о т л и ч аю щ и й с я тем, что, с целью повышения качества конструкции, после диффузионной .сварки на сваренных участках импульсный отжиг осуществляют сканированием лучом лазера по их центральной зоне при температуре, равной 0,85-0,95 температуры плавления сплава, после чего проводят повторные формовку и диффузионную сварку.1757823 ЩЧ ЛВЗОИ е орректор Н,Гунько Пооизводствен но-издательский комбинат "Патент", г. Ужго Гагарина 10 Составитель А.МедРедактор Техред М.Моргентал каз 2960 Тираж ВНИИПИ Государственного комитета по изоб 113035, Москва, Ж, РауПодписноетениям и открытиям при ГКНТ СССР ская наб., 4/5
СмотретьЗаявка
4913437, 20.11.1990
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
ЧУДИН ВЛАДИМИР НИКОЛАЕВИЧ, СЕРГЕЕВ АРКАДИЙ ВАСИЛЬЕВИЧ, КИРИЛЛОВ ОЛЕГ ЮРЬЕВИЧ, ЯКУНКИН МИХАИЛ МИХАЙЛОВИЧ
МПК / Метки
МПК: B23K 20/00
Метки: алюминиевых, конструкций, листовых, сплавов
Опубликовано: 30.08.1992
Код ссылки
<a href="https://patents.su/4-1757823-sposob-izgotovleniya-listovykh-konstrukcijj-iz-alyuminievykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления листовых конструкций из алюминиевых сплавов</a>
Машина для сборки и сварки сотовых заполнителей

Номер патента: 1011352
Опубликовано: 15.04.1983
Авторы: Григорянц, Ильин, Козлов, Смирнов
МПК: B23K 11/10
Метки: заполнителей, сборки, сварки, сотовых
...сварочного усилия через рычаги 24 и штоки 25. На противоположных концах штоков закреплены наконечники 26 с точечными электродами 27, Для возврата штоков в исходное положение после снятия усилия служит пружина 28. К наконечникам крепятся токоподводы 29 от сварочных транс1 О 25 40 двух платформ 48, на которых закреплена неподвижная штанга 49, установлены два привода 50 перемещенияподвижной штанги 51 и два привода52 подъема и опускания прижимнойштанги 53, которая имеет палец 54. 5На концах приводов 52 закреплены двенаправляющие 55 (например, по типу"ласточкин хвост"), для перемещения штанги 53. Штоки 56 приводов50 закреплены за неподвижную штангу57, с помощью которых устанавливается необходимый размер свариваемого изделия по гофрированной...
Устройство для сварки панелей с сотовым заполнителем

Номер патента: 1245254
Опубликовано: 15.07.1986
МПК: B23K 11/10
Метки: заполнителем, панелей, сварки, сотовым
...в соответствующих точках отбортованннх кромок создают усилие сварки передних концов наборных электродов в кассетах, Следовательно, в процессе выполнения сварки рабочие концы 56 электродов- пластин 51 следуют за свариваемыми соединениями во времярасплавленнО го" состояния, в результате чего не теряют контакта во время выполнения сварки, Отклонение рабочих концов 56 электродных пластин 51 в месте двойной толщины отбортованной кромки заполнителя 11 боль,.е, Все это происходит под действием упругих и пружинящих сил электродов 50.Устройство для коммутации сварочного тока на отдельные электроды выполнено в виде многоконтактного элемента 71, включенного в сварочную цепь между схемой управления иконцами сварочных электродов, выступающими и...
Слоистая конструкция из алюминиевых сплавов

Номер патента: 1745469
Опубликовано: 07.07.1992
Авторы: Косолапов, Михеев, Сергеев, Сидоренков, Тихонова, Чудин
МПК: B23K 20/00
Метки: алюминиевых, конструкция, слоистая, сплавов
...подаваемого в наполнитель 1 через трубку 6 (фиг. 4). После этого ячеистую конструкцию 11 подвергают термической обработке по режиму закалки и старения. При этом конструкция может оставаться в штампах, а ее термическую обработку производят путем нагрева и охлаждения штампов с помощью газа (воздуха), подаваемого через каналы 12, выполненные в штампах,Контакт разнородных металлов систем А - 2 п - Му и А - Со облегчает диффузионную сварку алюминиевых сплавов обшивки и заполнителя,В процессе нагрева и на начальной стадии иэотермической выдержки на границе соединения сплавов обшивки и заполнителя образуется низкотемпературная эвтектика, приводящая к контактному оплавлению поверхностных слоев, разрушению и диспергированию окисной пленки, При...
Устройство для вычисления стационарной относительной температуры под тепловыделяющим участком произвольной конфигурации

Номер патента: 572663
Опубликовано: 15.09.1977
Автор: Соболь
МПК: G01K 13/00
Метки: вычисления, конфигурации, относительной, произвольной, стационарной, температуры, тепловыделяющим, участком
...1 и температурных показателей 1, областей 2 относительно вертикали, опущенной из центра О планшета 1, вычисляемых для каждой из глубин г по решению уравнения Лапласа 61 1 У(впутр,) 1 1 + Фвнеин" и зависящих от геометрических размеров каждой области 2 и удаленности ее от центра О планшета 1, характеризуемых величинами радиу сов дуг концентрических окружностей Явтр и Йвнешп, и величиной угла О между соседними радиусами, ограничивающими каждую область 2. Первые выводы резисторов внутри каждой группы 7 объединены. Вторые выводы одноименных резисторов всех групп резисторов 7 объединены и присоединены к соответствующим неподвижным контактам многопозиционного переключателя глубин 6,Подвижный контакт переключателя 6 через измеритель тока 5...
Способ определения концентрации диффузионно-подвижного водорода в металле конструкции

Номер патента: 1193562
Опубликовано: 23.11.1985
Авторы: Галян, Дьяков, Лидванский, Медведев, Павловский, Фатеев, Холзаков, Щугорев
МПК: G01N 27/46
Метки: водорода, диффузионно-подвижного, конструкции, концентрации, металле
...внешнюю поверхность 2 стенки конструкции, корпус 3 датчика, электролит 4, заполняющий внутреннюю полость датчика, область 5 прижатия корпуса датчика к внешней поверхности стенки конструкции, вторичный прибор 6, регистрирующий электрический ток, вспомогательный электрод 7 и электрод 8 сравнения.Способ осуществляется следующим образом.Водородный поток, проникающий через стенку конструкции, возникает в результате коррозионного процесса на ее внутренней поверхности 1. Для его регистрации на внешней поверхности 2 устанавливается накладной электро- химический датчик 3. Перед его установкой для устранения эффектов, связанных с образованием окисных пленок, на предварительно очищенный участок поверхности 2 путем электроосаждения наносится...
Предыдущий патент: Способ сварки металлов давлением в режиме сверхпластичности
Следующий патент: Способ сварки давлением металлических изделий
Случайный патент: Способ получения