Способ изготовления герметизирующего элемента торцового уплотнения с металлокерамическим уплотнительным кольцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
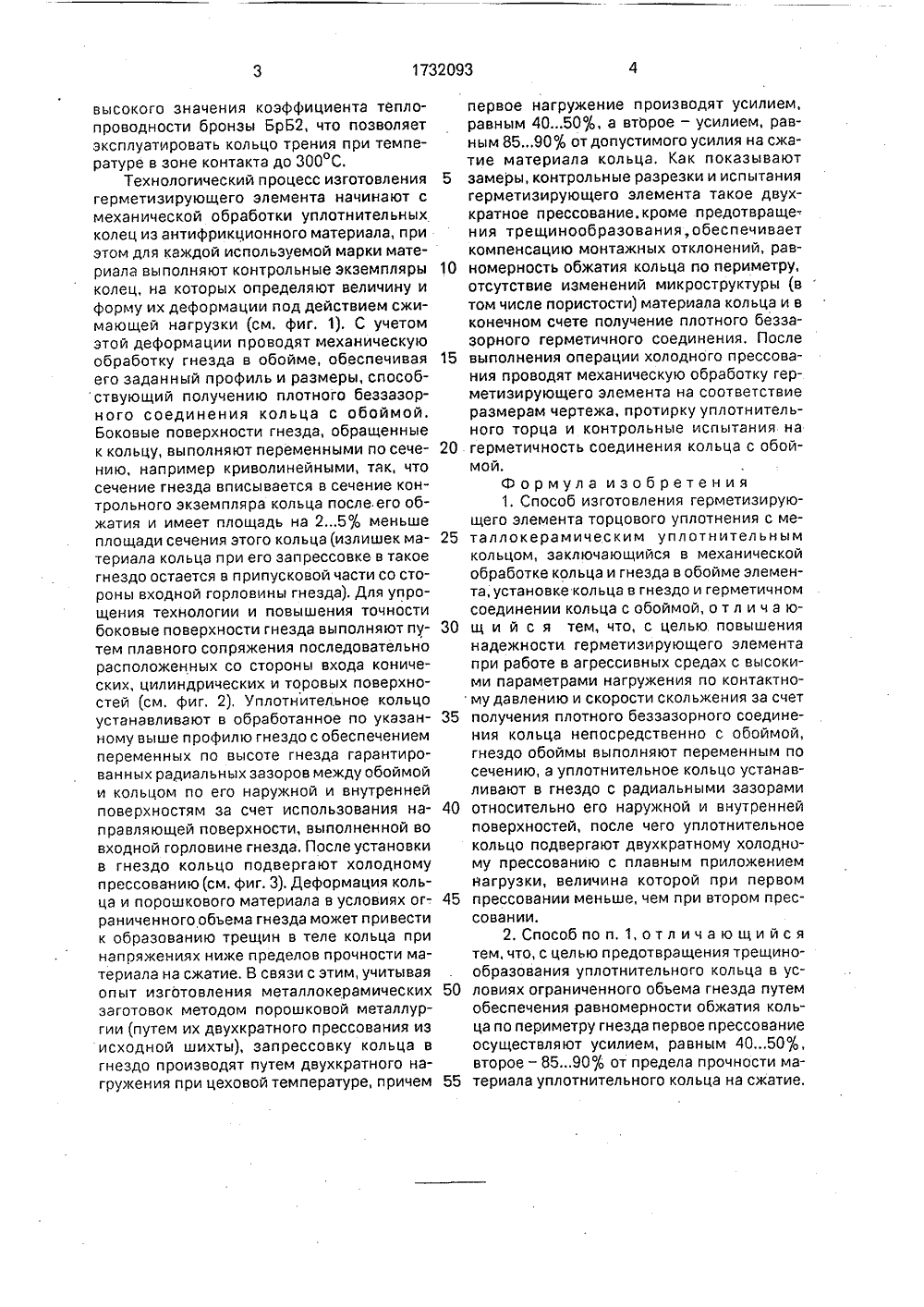
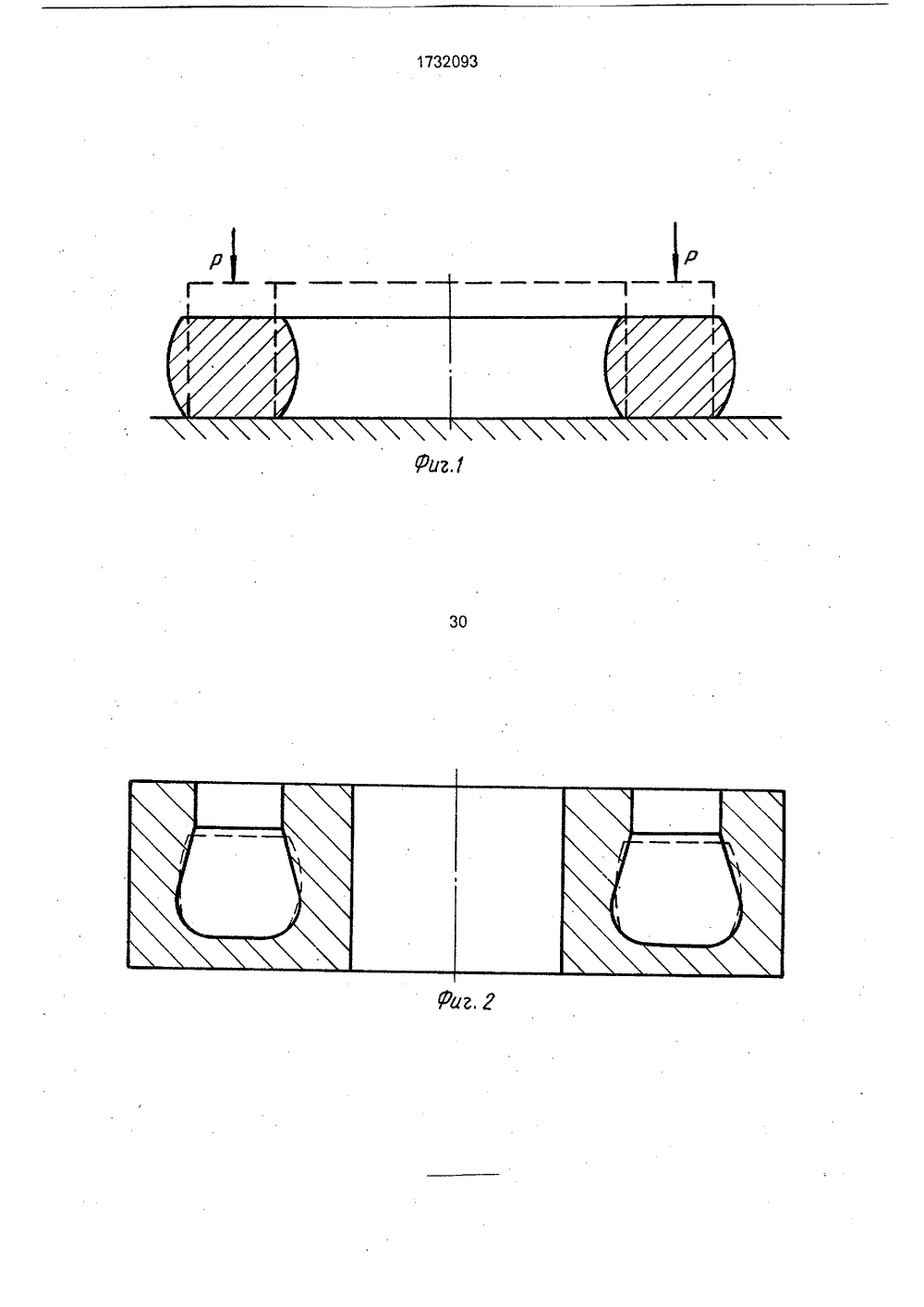
(55 Р 16 ) 15 ПИСАНИЕ ИЗОБРЕТЕНИ ВТОРСКОМ ИДЕТЕЛ ЬСТВ юро энергетического Н,Жов оршенин, О А.Т,Лаврльство СССР 15 /34, 1988. ВЛЕНИЯ ГЕР ЕНТА ТОРЦ ТАЛЛ ОКЕРА НЫМ КОЛЬЦ плотнениях в ком прессоро МЕТИОВОГО МИЧЕОМ ращаюв, турГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГКНТ СССР(54) СПОСОБ ИЗГОТОЗИРУЮЩЕГО ЭЛЕМУПЛОТНЕНИЯ С МЕСКИМ УПЛОТНИТЕЛЬ(57) Использование: в ущихся валов насосов Изобретение относится к уплотнительной технике, а более конкретно к торцовым уплотнениям вращающихся валов насосов, компрессоров, турбин и т,п.Целью изобретения является повышение надежности герметизирующего элемента при работе в агрессивных средах с высокими параметрами нагружения по контактному давлению и скорости скольжения.На фиг. 1 представлена конфигурация сечения контрольного уплотнительного кольца из металлокерамического материала после его нагружения усилием сжатия; пунктиром показано сечение контрольного образца до обжатия; на фиг. 2 представлено сечение заготовки обоймы с выполненным в нем гнездом; пунктиром показаны конфигурации сечения контрольного вкладыша после его обжатия; на фиг. 3 представлены бин, Сущность изобретения: механически обрабатывают кольца и гнезда в обойме элемента. Устанавливают кольца в гнездо и герметично соединяют кольца с обоймой. Гнездо выполняют переменным по сечению. Уплотнительное кольцо устанавливают в гнездо с радиальными зазорами относительно его наружной и внутренней поверхностей. После этого уплотнительное кольцо подвергают двухкратному холодному прес- сованию с плавным приложением нагрузки, величина к-рой при первом прессовании меньше, чем при втором. Первое прессование осуществляют усилием, равным 4050%, второе - 8 5 - 90% от предела прочности материала уплотнительного кольца на сжатие, 1 з.п. ф-лы, 4 ил. сечения заготовки обоймы и уплотнительного кольца, установленного в гнездо; на фиг.4 представлено сечение герметизирующего элемента после холодной запрессовки рабочего уплотнительного кольца в гнездо и механической обработки их со стороны пояска трения.Обойму герметизирующего элемента выполняют из Бронзы БрБ 2, прошедшей для обеспечения требуемых механических свойств упрочняющую термообработку (закалку при температуре - "800 С и старение в диапазоне температур 320 - 380 С), Бронза БрБ 2 обеспечивает высокую коррозионную стойкость при эксплуатации в химически агрессивных средах, необходимую прочность (предел прочности на растяжение бронзы Б 2 оБ 2 после термоупрочнения 0100 кгс/см ) и хороший теплоотвод от зоны трения из-за5 10 15 20 25 30 35 40 50 55 высокого значения коэффициента теплопроводности бронзы БрБ 2, что позволяет эксплуатировать кольцо трения при температуре в зоне контакта до 300 С,Технологический процесс изготовления герметизирующего элемента начинают с механической обработки уплотнительных колец из антифрикционного материала, при этом для каждой используемой марки материала выполняют контрольные экземпляры колец, на которых определяют величину и форму их деформации под действием сжимающей нагрузки (см. фиг. 1). С учетом этой деформации проводят механическую обработку гнезда в обойме, обеспечивая его заданный профиль и размеры, способствующий получению плотного беззазорного соединения кольца с обоймой. Боковые поверхности гнезда, обращенные к кольцу, выполняют переменными по сечению, например криволинейными, так, что сечение гнезда вписывается в сечение контрольного экземпляра кольца после его обжатия и имеет площадь на 25% меньше площади сечения этого кольца (излишек материала кольца при его запрессовке в такое гнездо остается в припусковой части со стороны входной горловины гнезда). Для упрощения технологии и повышения точности боковые поверхности гнезда выполняют путем плавного сопряжения последовательно расположенных со стороны входа конических, цилиндрических и торовых поверхностей (см. фиг, 2), Уплотнительное кольцо устанавливают в обработанное по указанному выше профилю гнездо с обеспечением переменных по высоте гнезда гарантированных радиальных зазоров между обоймой и кольцом по его наружной и внутренней поверхностям за счет использования направляющей поверхности, выполненной во входной горловине гнезда. После установки в гнездо кольцо подвергают холодному прессованию(см, фиг. 3), Деформация кольца и порошкового материала в условиях ограниченного объема гнезда может привести к образованию трещин в теле кольца при напряжениях ниже пределов прочности материала на сжатие. В связи с этим, учитывая опыт изготовления металлокерамических заготовок методом порошковой металлургии (путем их двухкратного прессования из исходной шихты), запрессовку кольца в гнездо производят путем двухкратного нагрукения при цеховой температуре, причем первое нагружение производят усилием, равным 4050%, а второе - усилием, равн ым 8590 0 от допустимого усилия на сжатие материала кольца, Как показывают замеры, контрольные разрезки и испытания герметизирующего элемента такое двух- кратное прессование, кроме предотвращения трещинообразования, обеспечивает компенсацию монтажных отклонений, равномерность обжатия кольца по периметру, отсутствие изменений микроструктуры (в том числе пористости) материала кольца и в конечном счете получение плотного беззазорного герметичного соединения, После выполнения операции холодного прессования проводят механическую обработку герметизирующего элемента на соответствие размерам чертежа, протирку уплотнительного торца и контрольные испытания на герметичность соединения кольца с обоймой.Формула изобретения 1. Способ изготовления герметизирующего элемента торцового уплотнения с металлокерамическим уплотнительным кольцом, заключающийся в механической обработке кольца и гнезда в обойме элемента, установке кольца в гнездо и герметичном соединении кольца с обоймой, о т л и ч а ющ и й с я тем, что, с целью повышения надежности. герметизирующего элемента при работе в агрессивных средах с высокими параметрами нагружения по контактному давлению и скорости скольжения за счет получения плотного беззазорного соединения кольца непосредственно с обоймой, гнездо обоймы выполняют переменным по сечению, а уплотнительное кольцо устанавливают в гнездо с радиальными зазорами относительно его наружной и внутренней поверхностей, после чего уплотнительное кольцо подвергают двухкратному холодному прессованию с плавным приложением нагрузки, величина которой при первом прессовании меньше, чем при втором прес- совании.2. Способ по и, 1, о т л и ч а ю щи й с я тем, что, с целью предотвращения трещинообразования уплотнительного кольца в условиях ограниченного объема гнезда путем обеспечения равномерности обжатия кольца по периметру гнезда первое прессование осуществляют усилием, равным 4050 О второе - 8590 ОО от предела прочности материала уплотнительного кольца на сжатие.
СмотретьЗаявка
4800209, 22.01.1990
КОНСТРУКТОРСКОЕ БЮРО ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ
ГРОМЫКО БОРИС МИХАЙЛОВИЧ, ГОРШЕНИН МИХАИЛ ГЕОРГИЕВИЧ, ЖЕЛЕЗНЯК ОЛЬГА НИКОЛАЕВНА, КЛИМКОВ ЮРИЙ ПАВЛОВИЧ, ЛАВРИКОВ АНАТОЛИЙ ТИХОНОВИЧ, МАТВЕЕВ ЕВГЕНИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: F16J 15/34
Метки: герметизирующего, кольцом, металлокерамическим, торцового, уплотнения, уплотнительным, элемента
Опубликовано: 07.05.1992
Код ссылки
<a href="https://patents.su/4-1732093-sposob-izgotovleniya-germetiziruyushhego-ehlementa-torcovogo-uplotneniya-s-metallokeramicheskim-uplotnitelnym-kolcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления герметизирующего элемента торцового уплотнения с металлокерамическим уплотнительным кольцом</a>
Способ изготовления уплотнительного кольца с армирующим элементом

Номер патента: 941762
Опубликовано: 07.07.1982
Автор: Мясковский
МПК: F16J 15/00
Метки: армирующим, кольца, уплотнительного, элементом
...штамповкой, волнистый армируюший элемент. Его устанавливают в пресс-форму, у которой канавка выполнена обычнои, т.е. нс имеет волнистости и расположена в одной плоскости. Возможно два варианта сжатия армирующего элемента до плоского состояния: либо заранее, либо в процессе закры941762 Формула изобретения 10 15 20 Составители . Бутома Редактор А.и ш к и н а Гехред,"1. никас Корректор 1. Ьокшан Заказ 4803,26 Тираж 990 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 3035, Москва, Ж - 35, Раушская наб., д. 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4тия пресс-формы, тогда, в первом слу ае, армир опций элемент устанавливается в ка. навку уже плоским, а во втором -- волгистым, а затем в процессе...
Приспособление для наката желобов и гнезд под защитные скобы в наружных кольцах шариковых подшипников

Номер патента: 92433
Опубликовано: 01.01.1951
Автор: Каретин
МПК: B21H 7/14
Метки: гнезд, желобов, защитные, кольцах, наката, наружных, подшипников, скобы, шариковых
...3 еля пеРд накаткоЙ пасажцв 210 ТСЯ опо)0-стян(- ныс коьця, 1 прсфилцруюцис ролики сна ожепы двумя Опорнымц 00)- ТЦЯМЦ, СОССПЕЧИВЯЮШИР ПО;1 УЧЕППЕ КОЛЕЦ 32 ДЯННОЙ ШИРИНЫ,112 риг.он 1320 приспсссолепце Б продольном р 230 е 3 е пя фиГ. 2 - то жс, Вд спереди; на фиГ, ." - П)офцлцрющиЙ ролик, Вцд соок", ц 2 фи Г. 1 - Бцд спсрРди.-11 ОсОВЯцп 1 приспособлешЯ установлен ряд кареток 2 с Гпеа;ми дл 51 1;)Гфцлц)уошх роликов . 112 Балу - жесткО 32 крепгсн ВедушцЙ роли( 7. Ня Вялпкс 6 жесткО 3 якреплепы ку;ячкц 7.1-12 сораоат 1 Вясмые кольца 8 ндеваот Опор:10-стя)кнье кольц 9, 11 Бмсстс с ними кольца 8 надевают цз профилируюшце ролики 3, дцамето которых меньше внутренего ц-.метра колец. С обеих сторон па РОЛИКЦ ) П 2 ДСБЯЮТ ШЯРИ(ОПОДШИППИКЦ . Ц...
Уплотнительное кольцо для узла трения типа поршень-цилиндр

Номер патента: 1626032
Опубликовано: 07.02.1991
Автор: Силаев
МПК: F02F 5/00, F16J 15/02
Метки: кольцо, поршень-цилиндр, типа, трения, узла, уплотнительное
...Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Па 1 ент", г У:+,город, ул.Гагарин, 101 Изобретение относится к машиностроению и может быть использовано для уплотнения поршней и штоков, перемещающихся соответственно в цилиндрах и втулках,Цель изобретения - повышение надеж ности уплотнения путем увеличения местной податливости эластичной оболочки кольца, а также снижение потерь на трение. На фиг.1 представлено уплотнительное 10 кольцо, общий вид; на фиг,2 - кольцо, установленное в узелтрения, поперечный разрез. Уплотнительное кольцо содержит несущее упругое разрезное кольцо 1, котороеможет быть выполнено либо металлическим,...
Способ изготовления уплотнительного кольца с эластичным сердечником

Номер патента: 1736729
Опубликовано: 30.05.1992
Авторы: Гринюк, Данек, Золотарь, Кораб, Кушнирук, Логвинов, Ложечко, Семенов, Сиротенко, Шадрин
МПК: B29C 65/02
Метки: кольца, сердечником, уплотнительного, эластичным
...трубки, то при введении шнура его растягивают, уменьшая таким образом наружный диаметр, причем другой конец шнура должен быть закреплен. Затем из трубки 2 формируют петлю 3 (фиг, 1). При изготовлении петли 3 без теплового нагрева из трубки с эластичным сердечником нарезают заготовки необходимой длины, При этом длина трубки 2 равна длине эластичного сердечника, Изготовление петли 3 с использованием тепловой обработки осуществляют путем навивки трубки с эластичным сердечником на обогреваемую оправку 4 или 5 со спиральной проточкой 6 (фиг. 3, 5 и 6), После выдержки и охлаждения трубки ее разрезают, получая отдельные петли (фиг, 4).Заполнение трубки эластичным сердечником в виде шнура может быть осуществлено после изготовления...
Устройство для прорезания отверстий в уплотнительных кольцах

Номер патента: 1026979
Опубликовано: 07.07.1983
Авторы: Арапов, Корнев, Лятина, Перервенко, Попов
МПК: B23D 29/00
Метки: кольцах, отверстий, прорезания, уплотнительных
...кольца, полым штокомэ резьбой на наружной поверхности,востановленным с возможностью вращения вокруг своей оси внутри напрантяющей гайки, и рабочий инструмент,аправляющая гайка жестко соединеназажимным патроном, а рабочий инструмент выполнен в виде полого цилиндрического ножа и установлен на конце полого штока.На чертеже изображено устройствоцля прорезания отверстий в уплотнисельных кольцах, общий вид, в разрезе.50Устройство для прореэания отверссий н уплотнительных кольцах содеркит корпус 1, с расположенными внутри него направляющей гайкой 2, эакимным патроном 3 с нажимной гайкойдля размещения уплотнйтельного кольца 5 полым штоком б с резьбой 7 нанаружной поверхности, несущим рабочийинструмент 8, выполненный в видечолого...
Предыдущий патент: Уплотнение разъема с перпендикулярными стыками
Следующий патент: Торцовое уплотнение
Случайный патент: Способ получения картона