Способ изготовления древопластика
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 169 5 В 27 й 3/02 ПИСАНИЕ ИЗОБРЕТЕНАВТОРСКОМУ СВИДЕТЕЛЬСТВУ 43ки металлополимерных.Купчиков, В.И.Докая, В.И,Губкин и детельство СССР М /02, 1982.детельство СССР й02, 1972,пение прессоаан ки под давлен изделия, Режимы тодом экструзии К, 11 - 423 К, В - 443 К. 1 табл,я 2 э МПа, время ем 4,8 с/мм то изготовления изд о зонам:- 383 К ЗЗК; Ч - 438 К,г ыдержлщины лий ме - 403 ловка Ж 1 ор 1 Изобретение от композиционных м использовано в де строительной пром сти на предприяти перерабатывающих носится к производству атериалов и может быть ревообрабатывающей и ышленности, в частноях, изготавливающих и древопластики в издеЦель изобрете ластических и продревопластика,ия - улучшение вязкоп ностных характеристи ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) И нститут меха нисистем АН БССР(54) СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВОПЛАСТИ КА(57) Изобретение относится к производству ксмпозиционных материалов и может быть использовано вдеревообрабатывающей и строительной промышленности, в частности на предприятиях, изготавливающих и перерабатывающих древопластики в изделия. Цель изобретения - улучшение вязкопластических и прочностных характеристик древопластика. Изготавливают древопластик на основе термореактивного или термопластичного связующего. Древесные частицы берут игольчатой формы в количестве 40-70 мас., количество связующего составляет 28-50 мас. а количество гаэообраэователя - 2-10 мас,оь. В качестве газообразователя используют аэодикарбонамиц. Газообраэователь вводят, обрабатывая древесные частицы перед смешением их со связующим. После обработки гаэообраэоаателем древесные частицы ориентируют в направлении, перпендикулярном направлению действия сжимающей сипы, и деформируют сжатием путем прокатки. Деформирование ведут при (ЗЗЗ + 5)К а термостате, установленном перед сжимак;щими валками, Ориентирование д:;езесных частиц осуществляют при по 1 ощи аибратсра, установленного с внутре:.не,"1 стороны транспортирующей ленты. Средняя степень обжатия древесных,астиц путем прскатки .:оставляет 60-90-. Режимы прессования задают следующие: температура 438 К, даааиаайОбразование газовых пузырей вблизи древесных частиц препятствует интенсивному заполнению связующим капиллярнопористой системы древесины. Это приводит ф к увеличению относительной доли непоглощенного связующего, т,е, к увеличению толщины межчастичной прослойки связующего, В результате снижаются силы межчастичного трения, уменьшается вязкость композита, а следовательно, увеличивается текучесть древопластика. Врезультате совместного дейс) вия двух фак. торов - образования пор и деформации сжа. тием частиц значительно снижается уровень остаточных напояжений,Пров 8 дение Ориентирования частиц древесного наполнителя продольными осями в направлениях, перпендлкулярных на. правлению действия сжимающей силы, дает возможность проводить деформацик) частиц в слое поперек волокон, Ориентирование проводят по толщине слоя древесных частиц, т.е, в плоскости действия сжимаю. щей силы в направлениях, перпендикуляр ных ей,Ориентирование частиц позволяет из" бежать их измельчения в процессе деформирования и разрыва волокон, а следовательно и снижения г 1 рочности композита,Древесный наполнитель и газоо)разо. ватель подан)т в смеситель, где щ)оисходит обработка (смешение) частиц наполнителя газообразователем, После обработки напопнитель под действием собственного веса или принурительно поступает на транспортирующую ленту, выполненную из жесткого упругого материала, например стали, в виде бесконечной ленты, установленной на приводных валках и проходящей между сжимающими валками, С внутренней стороны ленты непосредствейно пОд,рревесными частицами, перед валками установлен вибратор, контактирующий с лентой так, что при его включении колебания передаются ленте. Под действием вибрации частицы древесного наполнителч ориентируются продал;ными осями в направлениях, перпендикулярных направлению действия сжимающей сипы.При прохождении между сжимающими валками частицы подвергаются поперечной деформации сжатия. уровень деформации, т,е. степень обжатия, регулируют высотой зазора между валками с учеом находящейся между ними ленты. После про;ожден гя первой пары сжимающих Валков, частиць; могут подвергаться деформации сжатия вторично на последующей паре сжиман) щих валков, установленных аналогично первой паре валков. Степень обжатия регулируи)т высотой зазора между валками, Вь,соту зазора определяют, исходя из соотношенияН =-11 -- )+ Ь, (1) Е 100 ГД 8 Н высота зазора ме)кду валками, Е - степень обжатия; Ь толщина транспортируощей ленты,) 5 20 25 30 35 40 45 50 55 Деформацию частиц ведут при температурах, не превышающих темпеоатуру разложения газаобразователя. В случаепроведения деформирования при температуре выше комнатной все устроиство размещают в термостатируемой камере, в которой поддерживают заданную температуру. При необходимости на сжимающих валках может устанавливаться система омического злектрообогрева, Крутящие моменты передаются сжимающим валкам и приводным валкам через привод, Таким образом деформирование частиц древесного наполнителя, обработанного газообразователем ведут прокаткой, Не исключено применение и других устройств для ориентации и деформирования древесных частиц, Деформирование можно вести, например, между плоскопараллельными плитами, однако такой метод малопроизводителен и требует поименения прессового оборудования большой мощности, ПО мере поступления из смесителя частиц древесного наполнителя, ленту при помощи приводных валков приводят в движение. Высоту слоя частиц перед сжимающими валками регулируют либо скоростью движения транспортирующей ленты, либо скоростью (массой) поступлени." Обработанных частиц из бункера. При атом скорость Вращения сжимающих Валков согласуют ,синхронизируют) со скоростью движения транспортирующей ленты, таким Образом, чтобы отсутствовало проскальзывание ленты относительно сжимающих ао.После д 8 формирования м 8 жду Валками Обработанные газообразователем древесные частицы поступают в смеситель, где происходит измельчение слоя древесных частиц и смешивание,пропитка) их со связующим.П р и м 8 р, Изгогавливают древопластик на основе термореактивного или термопластичного связующвго содержащего древесные частицы игольчатой формы 40 -70 лас.,4, связующее СОО) вегственно 28 и 50 мас газообразователь 2 - 10 мас., В качестве термореактивного связующего используют фенолформальдегидную смолу резольного типа марки ЛБС - 3 (ГОСТ 901-78) 28 мзс термопластичного - попивинилхлорид в смеси с термостабилизатором (стеарат цинка) марки ПВМ - В - 6250 ж (ГОСТ 14079-78) 50 мас.";6, газообразователя - азодикарбона 194 д.Газообразователь вводят, обработав древесные частицы перед смешением их со связуюьцимпосле чего. частицы Ориентируют продольными осями в направлениях, перпендикулярных напоавлению действиясжимающей силы, и деформируют сжатием путем прокатки. Для деформирования частиц используют лабораторный прокатный стан. Диаметр сжимающих валков 0,25 м, В качестве транспортирующей ленты берут ленту толщиной 2 х 10 м, выполненную из стали 65 Г (ГОСТ 1050-74). Скорость движения ленты поддерживают постоянной и равной 0,02 м/с. Деформирование проводят при температуре 333 + 5) К, которую поддерживают в термостате, установленном перед сжимающими валками. Ориентирование частиц проводят при помощи вибратора, установленного с внутренней стороны транспортирующей ленты и обеспечивающего частоту колебаний 50 Гц, а также элементами препятствующего типа, установленными над лентой. Высоту зазора между сжимающими валками, необходимую для обеспечения требуемой степени обжатия, рассчитывают по формуле .Из изготовленных древопластиков формируют стандартные образцы для проведения испытаний по определению вязкопластических свойств (предел текучести и вязкость), текучести, предела прочности при сжатии, растяжении и статическом изгибе, а также типовые изделия.Режимы прессования задают следующие: температура прессования 438 К, давление прессования 25 МПа, время выдержки под давлением 4,8 с/1 мм толщины изделия, Режимы изготовления изделийметодом экструзии по зонам: 1 383 К, 2 403К, 3 423 К, 4 433 К, 5 438 К, головка 443 К.5 В таблице приведены сравнительныерезультаты испытаний древопластиков, изготовленных по предлагаемому и известному способам.Таким образом, изобретение позволяет10 увеличить текучесть материала и улучшитьпоказатели прочностных и декоративныхсвойств древопластика,Формула изобретенияСпособ изготовления древопластика,15 включающий смешение частиц древесногонаполнителя со связующим и гаэообразователем, с последующим прессованием изделий, о т л и ч а ю щ и й с я тем, что, с цельюулучшения вязкопластических и прочно 20 стных характеристик древопластика, древесные частицы перед смешением сосвязующим подвергают обработке газообраэователем, после чего их ориентируютпродольными осями в направлениях, пер 25 пендикулярных направлению действия сжимающей силы и подвергаютдеформированию сжатием при средней степени обжатия частиц 60 - 90, причем деформирование ведут при температурах,30 ниже температуры разложения гаэообразователя.( М 1 ФС гъ со м с
СмотретьЗаявка
4776192, 29.12.1989
ИНСТИТУТ МЕХАНИКИ МЕТАЛЛОПОЛИМЕРНЫХ СИСТЕМ АН БССР
СЕРГИЕНКО ВЛАДИМИР ПЕТРОВИЧ, КУПЧИНОВ БОРИС ИВАНОВИЧ, ДОРОЩЕНКО ВЛАДИМИР ИВАНОВИЧ, ДУБРОВСКАЯ ГАЛИНА ИЗОТОВНА, ГУБКИН ВИКТОР ИВАНОВИЧ, ФАДИН ВИТАЛИЙ ИВАНОВИЧ
МПК / Метки
МПК: B27N 3/02
Метки: древопластика
Опубликовано: 23.11.1991
Код ссылки
<a href="https://patents.su/4-1692841-sposob-izgotovleniya-drevoplastika.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления древопластика</a>
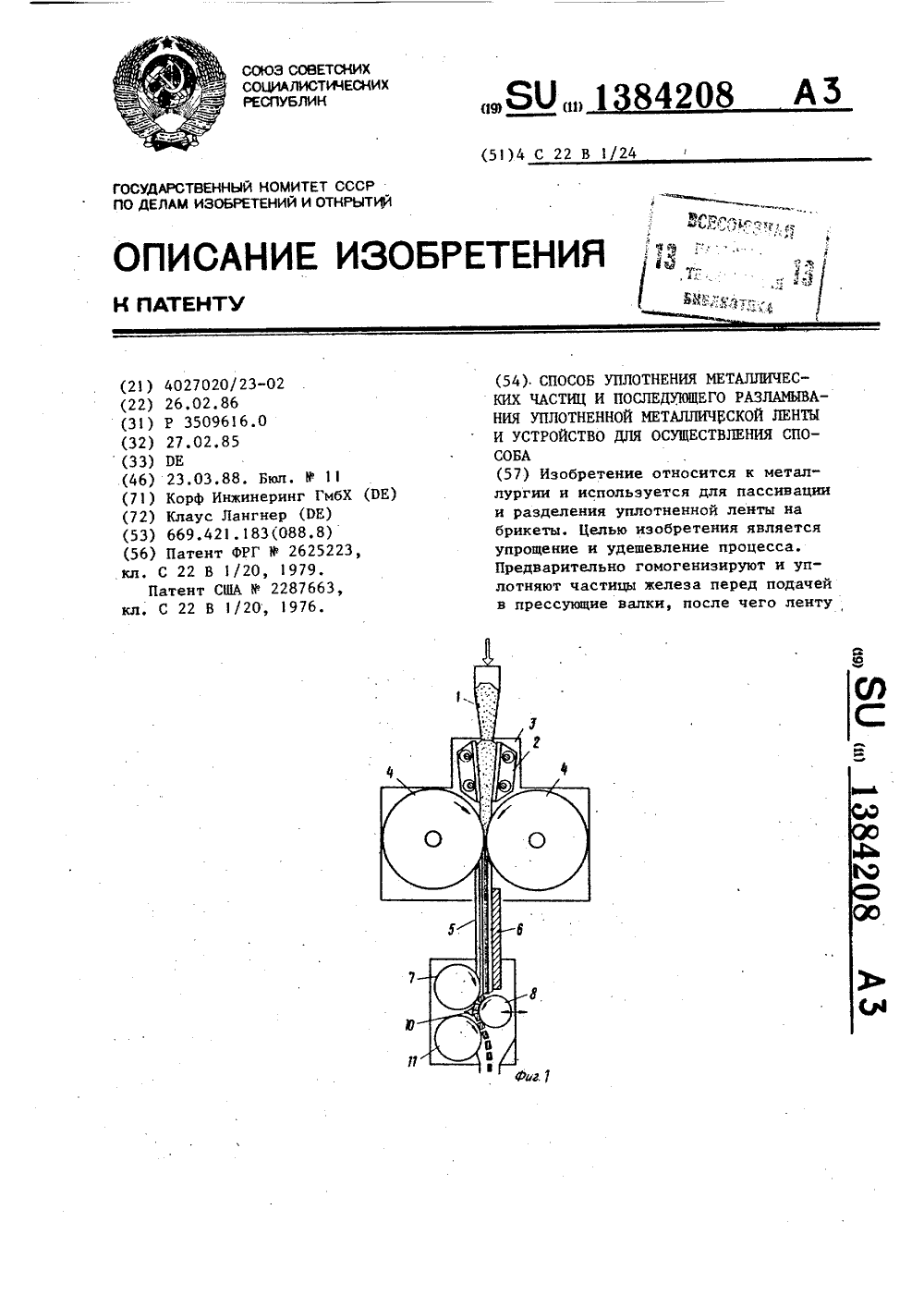
Способ уплотнения металлических частиц и последующего разламывания уплотненной металлической ленты и устройство для осуществления способа
Номер патента: 1384208
Опубликовано: 23.03.1988
Автор: Клаус
МПК: C22B 1/24
Метки: ленты, металлических, металлической, последующего, разламывания, способа, уплотнения, уплотненной, частиц
...10 лента подается между разрезающим валком 8 и расположенным против него другим раэрезающим валком 11, так что лента, имеющая по меньшей мере в заданных местах разлома в поперечном направлении трещины, отклоняется в противоположном направлении на угол . При этом лента, если еще не произошло разлома, окончательно разрушается вдоль горизонтальных линий 12 разлома (фиг.2) в показанных на фиг.3 выбоинах.Преимуществом предлагаемого устройства является то, что для разделения ленты не должна использоваться энергия удара, так что.не образуется чрезмерной доли мелких осколков.Кроме того, выпадающие при пусковом режиме неуплотненные или полууплотненные металлические частицы без проблем проходят через постоянно открытую щель между валками. Если...
Способ обжатия в валках

Номер патента: 1215770
Опубликовано: 07.03.1986
Авторы: Выдрин, Нагорнов, Панов
МПК: B21B 1/00
...проб), Поокончании настроечных операций,пробную заготовку удаляют из очагадеформации .(докатывают),1 устанавливают известными методами и в известной последовательности выводнуюарматуру и приступают к деформациивсей партии металла,В случае ассимметричных процессовпластической деформации, напримерпрокатке в валках неравного диаметра, начиная со второй операции способа и далее, последовательность тех.нологнческих операций следующая.Первоначально поворотом комплекта валков при неизменном межцентровом расстоянии относительно исходной полосы устанавливают положениеверхнего и нижнего валков обеспечивающее стабильное осуществление захвата полосы валками, например устанавливают равные углы захвата навалках, Затем подают пробную заготовку в очаг...
Приспособление для автоматического сохранения зазора между прокатными валками постоянного

Номер патента: 59662
Опубликовано: 01.01.1941
Авторы: Добровольский, Жердев, Чекмарев
МПК: B21B 31/28, B21B 37/60
Метки: валками, зазора, между, постоянного, прокатными, сохранения
...промышленности изза снижения расходов на обработку для получения точно профилированного изделия.На чертеже фиг. 1 показывает общую схему приспособления для автоматического сохранения постоянства зазора между прокатными валками, фиг, 2 - устройство следящего аппарата.Все приспособление в целом состоит из установленного на клети 1 прокатного стана следящего аппарата 2, фотореле 3 - 4 с контактным выключателем 5, электродвигателя б, нажим- ного устройства с редуктором 7, приводящим в движение нажимной болт 18,Следящий аппарат (фиг. 2) представляет собой специальный рычажный механизм, который служит для подачи электрического импульса при отклонении расстояния между валками от заданной величины. Он состоит из двух дугообразных рычажных...
Автоматический регулятор зазора между валками

Номер патента: 79322
Опубликовано: 01.01.1949
Автор: Грачев
МПК: B21B 37/60
Метки: автоматический, валками, зазора, между, регулятор
...одновременно автоматически приводится во вращение электромотор 4, управляющий нажимными винтами 5, возвращающими верхний валок в заданное положение. Схема включения сигнализации и электромотора показана на фиг. 2.Тяга 1 посредством зубчатого с тора 6 и тпестерни 7, связанной стрелкой 2 индикатора, поворачивает последнюю по часовой стрелке или против нее. Движок 3 устанавливается в заданное положение. ня ор зазора го стана,ых станов для изме ний зазор ром перетока, по ства для аю щи йзвуковой их харакния раскоторое траняется ек- со Пре значен зазора прокат Вер ством индик движо нии, с зору, ИСАНИЕ К АВТОРСКОМ При отклонении стрелки 2 относительно движка 3 вместе с нею поворачивается электрический изолированный сектор 8 и связанный с...
Устройство для измерения раствора между рабочими валками при прокатке

Номер патента: 455760
Опубликовано: 05.01.1975
Автор: Дубравин
МПК: B21B 38/10, B21C 51/00
Метки: валками, между, прокатке, рабочими, раствора
...имеет свободу перемещения только в осевом направлении,Датчики 7 угла поворота подушек индукционного типа закреплены между телескопи ческим корпусом 4 и концами поворотных рычагов 2. Крепление датчика 7 угла поворота верхней подушки к телескопическому корпусу 4 осуществлено посредством неподвижного основания 8. Все элементы измерителя распо ложены внутри телескопического корпуса 4.Подвод напряжения питания к датчикам и вывод электрического сигнала осуществлен гибким экранированным проводом через герметические штепсельные разъемы 9, установ.25 ленные на телескопическом корпусе каждогоизмерителя.Для параллельновалков и исключенимой возможным кач30 валков, на подушки455700 При отсутствии изгиба валков отсутствует и поворот подушек, а...
Предыдущий патент: Лесозаготовительная машина
Следующий патент: Устройство определения влажности древесных частиц в процессе производства древесно-стружечных плит
Случайный патент: Импульсный усилитель