Способ уплотнения металлических частиц и последующего разламывания уплотненной металлической ленты и устройство для осуществления способа
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1384208
Автор: Клаус
Текст
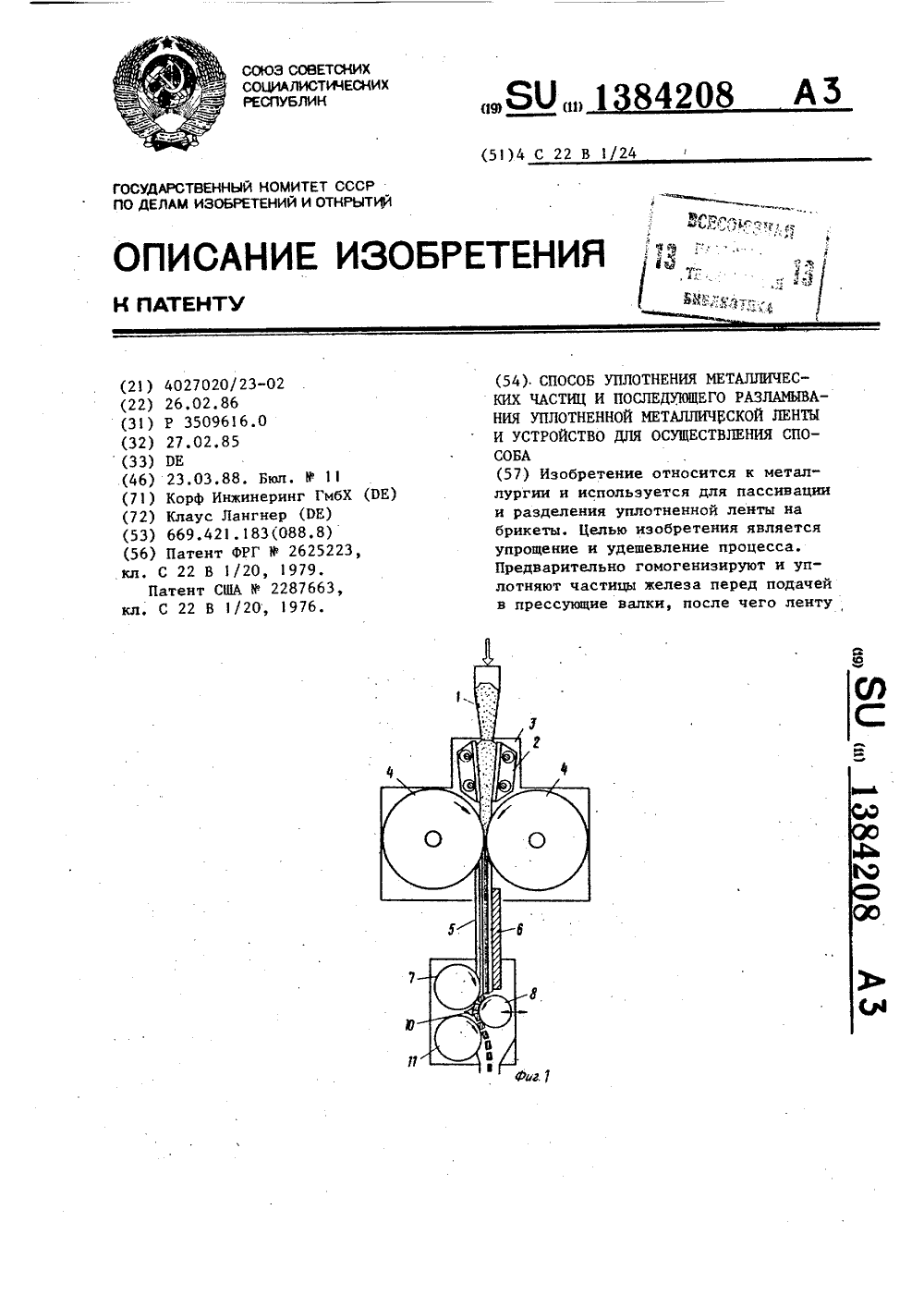
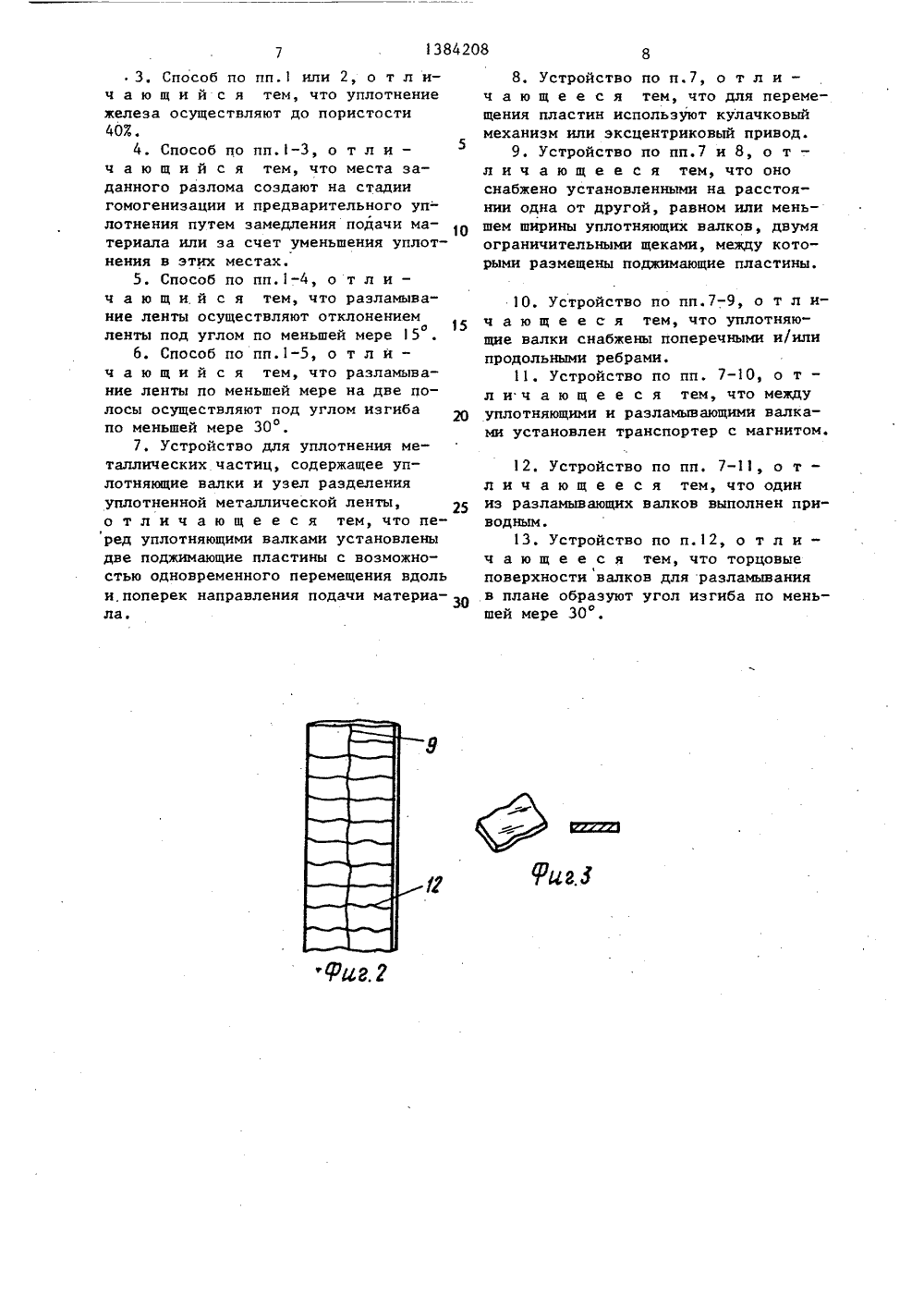
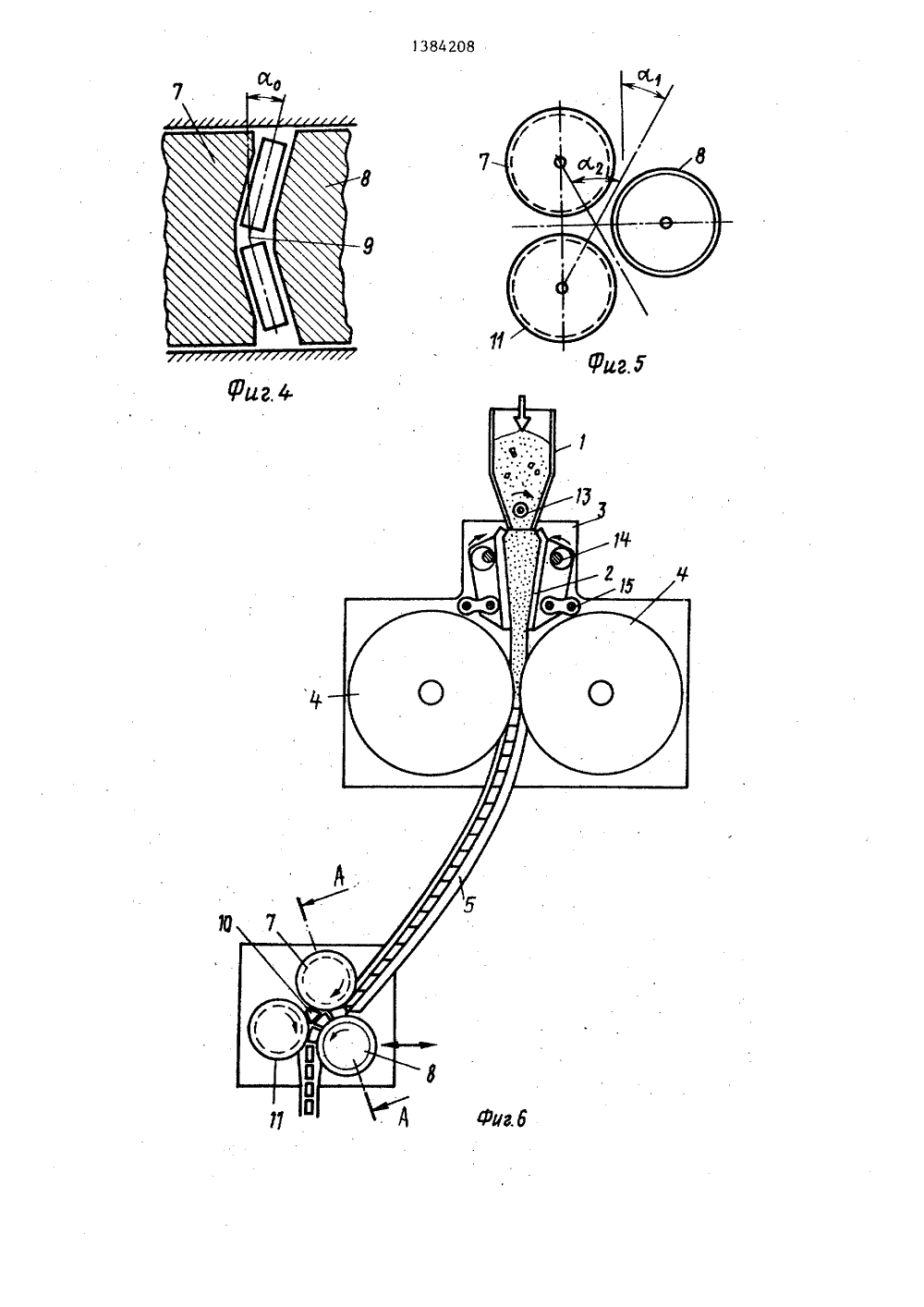
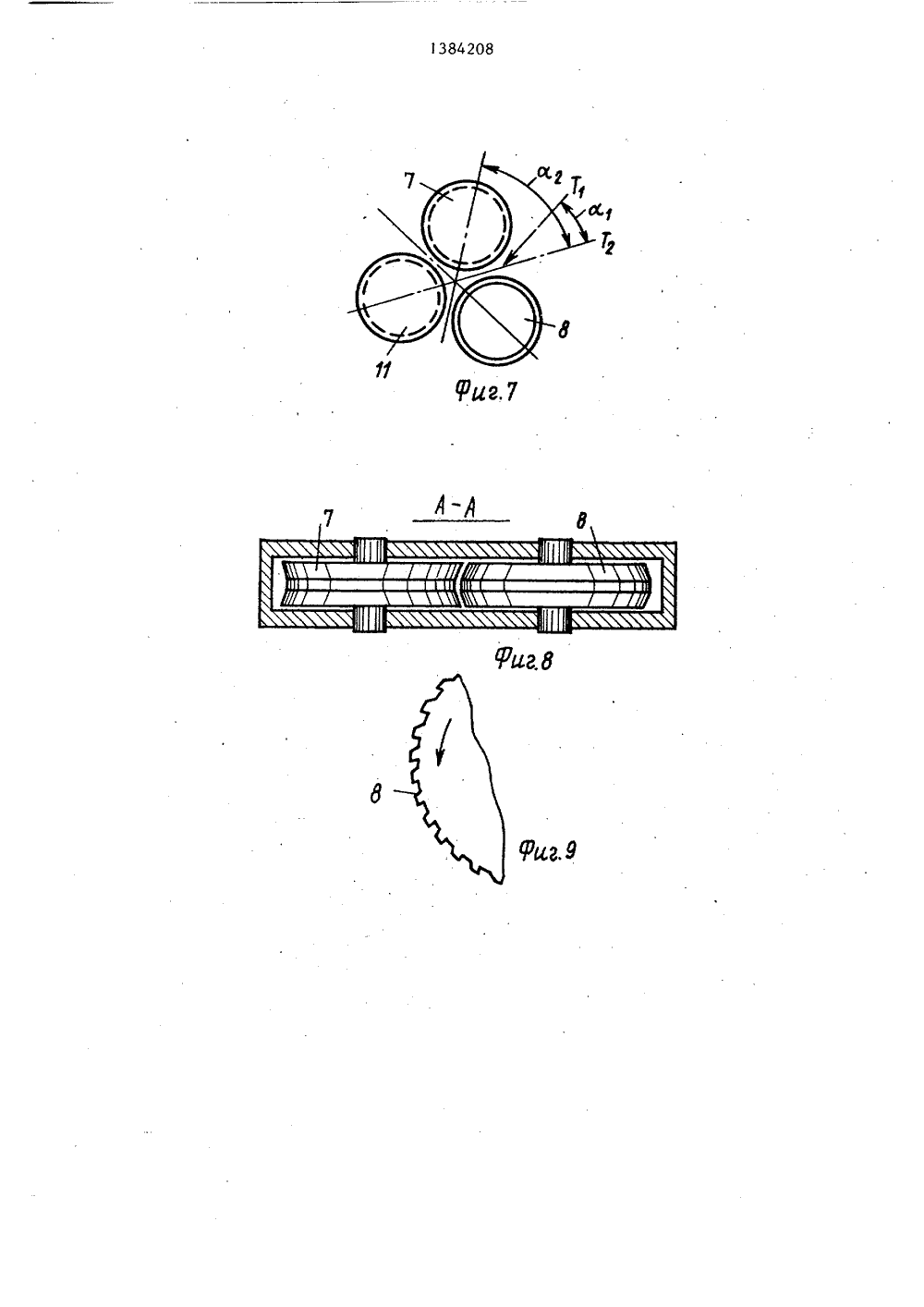
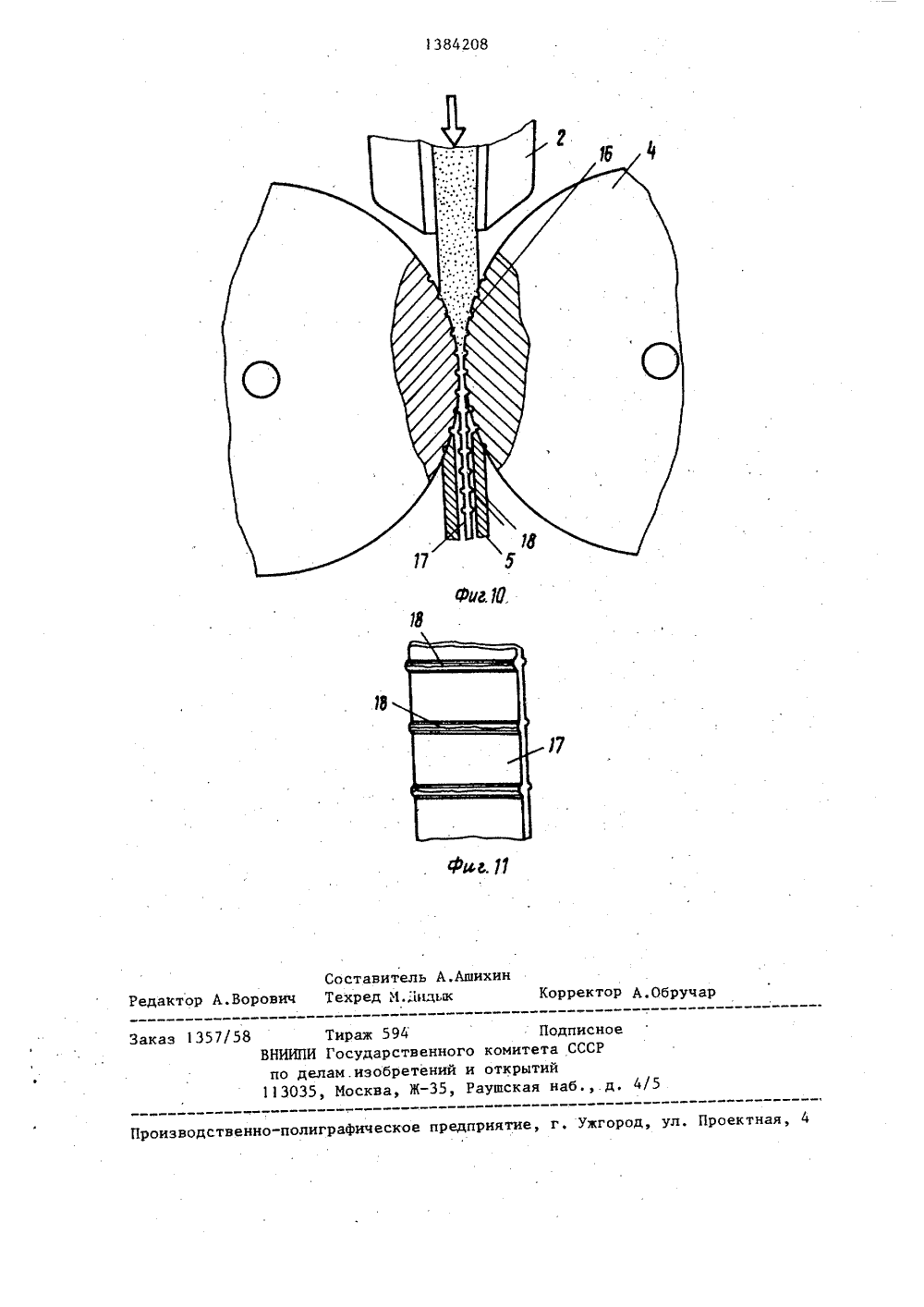
(54) СП КИХ ЧАС МЕТАЛЛИЧЕСГО РАЗЛАМЫВА ВСКОЙ ЛЕНТЫ ТВЛЕНИЯ СПОт ац на е с и ед подачеи чего ленту СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН СУДАРСТВЕННЫЙ НОМИТЕТ ССС ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫ(71) Корф Инжинеринг Гмб(56) Патент фРГ В 262522кл. С 22 В 1/20, 1979.Патент США В 2287663,кл, С 22 В 1/20, 1976. ОСОБ УПЛОТНЕНИЯТИЦ И ПОСЛЕДУЮЩЕНИЯ УПЛОТНЕННОЙ ИЕТАЛЛИЧИ УСТРОЙСТВО ДЛЯ ОСУЩЕССОВА(57) Изобретение относится клургии и используется для паси разделения уплотненной лентыбрикеты. Целью изобретения явупрощение и удешевление процеПредварительно гомогенизируютлотняют частицы железа перв прессующие валки, после1384208 разламывают на брикеты в заранее заданных местах разгона в разламывающей системе валков. Эти приемы осуществляют при помощи устройства, которое содержит установленные передпрессующими валками 4 поджимные пластины 2, установленные с возможностьюперемещения вдоль и поперек направления подачи материала. При этом пластины 2 могут располагаться между ограничительными щеками 3 и перемещаться кулачковым или эксцентриковым при 1Изобретение относится к металлургии и используется для пассивирования и изготовления брикетов губчатого железа.Цель изобретения, - упрощение и 5 удешевление процесса.На фиг1 показано устройство для уплотнения металлических частиц и последующего разламывания уплотненной металлической ленты, первый вари 10 ант; на фиг.2 - уплотненная металлическая лента с появившимися при разламывании линиями разлома; на фиг.3 - образовавшийся в результате раэламы вания ленты брикет в перспективе и в поперечном сечении; на фиг.4 - профиль резания двух расположенных друг против друга валков на ступени разрезания, вид в направлении подачи; на фиг.5 - расположение валков на ступени разрезания и углы отклонения ленты; на фиг.6 - устройство для уплотнения металлических частиц и раз- .ф ламывания уплотненной металлической 25 ленты, второй вариант; на фиг.7 расположение валков на ступени разрезания в устройстве в соответствии с фиг.б с предельными углами отклонения; на фиг.8 - разрез А-А на фиг,б; на фиг.9 - профиль по окружности валка на ступени разрезания; на фиг.10 - ступенчатое уплотнение в соответствии с вторым вариантом исполнения; на фиг.11 - металлическая лента, изготовленная со ступенями уплотнения в соответствии с фиг.10.Устройство в соответствии с фиг.1 имеет загрузочную шахту 1, в которую водом, прессующие валки могут содержать поперечные или продольные ребра, а за ними выполнен транспортер 5 с магнитом 6. Система разламывающих валков, один из которых приводной, содержит пару валков с торцовой поверхностью, образующей в плане уголоизлома не менее 30 . Изобретение позволяет качественно пассивировать губчатое железо и повысить экономичность. 2 с, и 11 з.п. ф-лы, 11 ил.Ф 2загружается металлизированный продукт в форме частиц с температуройосвыше 700 С в направлении стрелки. Затем продукт, например губчатое железо, подается на ступень гомогенизации и предварительного уплотнения, которая имеет две расположенные друг против друга пластины 2, которые совершают противоположное вращательное движение. Это движение создается, например, эксцентриковым приводом. С помощью проходящих в поперечном направлении относительно пластин 2 боковых ограничительных щек 3 имеющий форму частиц продукт удерживается таким образом, что компонентами движения пластин 2 поперек вертикального направления подачи создается сила, которая достаточна для того, чтобы уменьшить объем пустот продукта. К моменту времени наибольшего воздействия силы пластин 2 на загрузку продукта одновременно происходит движение пластин в направлении подачи, которое или приведено в соответствии с окружной скоростью предназначенных для уплотнения последующих валков 4 или ниже этой скорости. Если скорость опускания пластин 2 ниже окружной скорости валков 4, тогда в изготовленной валками 4 металлическойЪленте образуются определенные, проходящие поперек направления подачи, заданные места разлома с меньшим уплотнением. Затем лента в этих заданных местах разлома разламывается в горизонтальном направлении. Проходящее в направлении подачи движениепластин 2 может также иметь большую скорость, чем окружная скорость валков 4, в результате чего на загрузку оказывается положительное рабочее5 давление.На ступени предварительного уплотнения загрузка должна уплотняться по меньшей мере на 20 об.7 Уплотненная таким образом загрузка в форме ленты подается затем к валкам 4 для окончательного уплотнения. Валки 4 могут иметь гладкую поверхность или с целью увеличения протягивающей способности и создания заданных мест разлома они могутбыть оснащены углублениями в виде канавок. Они вращаются в противоположном направлении и непрерывно уплотняют металлизированный продукт до получения гомогенной ленты со средней плотностью по меньшей мере 5,5 г/см. Эта плотность достаточна для того, чтобы даже при длительном хранении на открытом воздухе защитить продукт от значительной потери 25 металлиэации.Выходящая из щели между валками 4 бесконечная лента перед разрезанием должна быть охлаждена до температурыониже 400 С. Охлаждение ленты осущест вляется в устройстве в соответствии с фиг. в передающем спускном желобе 5 с помощью впрыскивания воды.При использовании вертикальных или наклонных передающих желобов необходимо учитывать то, что лента про 35 дукта лишь разрывается, а образующиеся в результате этого отдельные куски по причине их собственного ускорения превьппают скорость подачи ленты и отводятся. Этот процесс приводит, как правило, к закупоркам. Чтобы исключить этот недостаток, предусмотрен магнит 6, с помощью которого возможные Отдельные куски В пе редающем спускном желобе 5 затормаживаются таким образом, что их скорость падения не превьппает скорость подачи ленты, и они .сдвигаются после-. дующим участком ленты к ступени из 50 мельчения.После прохождения передающего опускного желоба лента продукта захватывается разрезающими валками 7 и 8. Валки 7 и 8 имеют видимый на фиг.4 профиль поверхности. Таким образом, лента изгибается по центру в продольном направлении на угол д,. Еслио угол Ы, составляет более 15 , то соответствующие изгибающие силы приводят, как правило, к образованию вертикальных линий 9 излома (фиг.2) в продольном направлении ленты.Затем разделенная в продольном направлении лента отклоняется в направлении подачи на соответствующий угол Ы, (фиг.5), в результате чего лента в поперечном направлении подвергается воздействию усилия, которое приводит к излому, по меньшей мере к образованию трещины, если угол Ы, равен или превьппает 15 . Затем с помощью съемника 10 лента подается между разрезающим валком 8 и расположенным против него другим раэрезающим валком 11, так что лента, имеющая по меньшей мере в заданных местах разлома в поперечном направлении трещины, отклоняется в противоположном направлении на угол . При этом лента, если еще не произошло разлома, окончательно разрушается вдоль горизонтальных линий 12 разлома (фиг.2) в показанных на фиг.3 выбоинах.Преимуществом предлагаемого устройства является то, что для разделения ленты не должна использоваться энергия удара, так что.не образуется чрезмерной доли мелких осколков.Кроме того, выпадающие при пусковом режиме неуплотненные или полууплотненные металлические частицы без проблем проходят через постоянно открытую щель между валками. Если при этом в отдельных случаях образуется затор, то его можно ликвидировать путем быстрого поднятия валка 8 в направлении стрелки Особое преимущество заключается в том, что не требуется абсолютного синхронного Вращения между вызывающими уплотнение валками 4 и разрезающими валками 7, 8 и 11, так как разрешающие валки не создают геометрического замыкания относительно ленты, а лишь относительно небольшое силовое замыкание, так что возможно определенное проскальзывание ленты относительно разрезающих валковПоэтому предпочтительна окружная скорость разрезающих валков незначительно вьппе окружной скорости валков 4.В устройстве в соответствии с фиг.б в нижней зоне загрузочной шахты 1 предусмотрен оснащенный зубьями валок 13, который измельчает оказав 138420820 253035 40 жение, те. число оборотов этих валков устанавливается несколько выше числа оборотов противоположных валков. Однако, такое проскальзывание валков возможно только при использовании гладких валков.Образованная на выходе передающего спускного желоба 5 касательная Т образует с образованной в точке соприкосновения разрезающих валков 7 и 8 с этим желобом касательной Т угол входа Ы, предварительно изогнутой в соответствии с изгибом передающего спускного желоба ленты продукта, так что лента отклоняется в противоположную сторону на этот угол в направлении подачи. Если при этом 455055 шиеся среди поданных окатышей аглоМераты и им подобные и, кроме того,создает положительное давление в направлении,подачи, если окружная скорость зубчатого валка больше скорости спускания продукта.В качестве привода пластин 2 сту" пени гомогенизации и предварительного уплотнения выбрана комбинация из эксцентрикового вала 14 и шарнирного рычага 15. В то время как эксцентриковые валки 14 создают необходимые для уплотнения силы, шарнирные рычаги 15 удерживают вместе нижние концы пластин 2 таким образом, что при обратном ходе пластин загруженный продукт не может пробиться вниз из загрузочной шахты 1.В то время как в устрбйстве в соответствии с фиг.1 ступень разрезаниярасположена непосредственно под ступенью уплотнения, в устройстве в соответствии с фиг.б имеет место соответствующее расположение со сдвигом в сторону. Поэтому передающий спускной желоб 5 имеет форму участка дугиокружности. Преимущество этой конструкции заключается в том, что отрезанные после уплотнения от ленты отдельные куски падают не свободно, а следуют по изогнутому проходу передающего спускного желоба 5 и, соответственно, затормаживаются в результ ате трения. Однако необходимо придать связанной ленте продукта соответствующую кривизну, чтобы при нормальной эксплуатации лента без больших потерь на трение следовала за изгибом передающего спускного желоба 5. Подобного рода искривление создается тем, что валки 4 получают оперене происходит окончательный излом ленты, то это происходит после по причине происходящего с помощью разрезающих валков 8 и 11 отклонения. Далее лента продукта разламывается в продольном направлении, так как раэрезающий валок 8 (фиг.8) имеет выпуклую поверхность и по меньшей мере разрезающий валок 7 имеет вогнутую поверхность. И в устройстве.в соответствии с фиг.б в передающем спускном желобе 5 осуществляется охлаждение ленты продукта путем впрыскивания воды, так что температура ленты при входе в щель между обоими разрезающими валками 7 и 8 пониженаониже 400 С, Чтобы повысить возможности протяжки или захвата разрезающих валков, имеющий выпуклую форму валок 8 можно оснастить зубчатым профилем в соответствии с фиг.9,В варианте исполнения устройства в соответствии с фиг.1.0 валки 4 имеют соответственно расположенные друг против друга проходящие в осевом направлении ребра 16. Изготовленная путем уплотнения лента продукта 17 имеет в соответствии с этим возвышения 18 в виде утолщений, которые (так как материал в этих местах менее уплотнен) образуют в виде расположенных между ними зон заданные места разлома ленты продукта 17. Поэтому лента продукта разламывается в определенных местах. Формула изобретения1, Способ уплотнения металлическихчастиц и последующего разламыванияуплотненной металлической ленты,включающий обработку горячих частицжелеза между уплотняющими валками напервом этапе и подачу уплотненногоматериала в виде ленты на стадию разделения на брикеты, о т л и ч а ю -щ и й с я. тем, что, с целью упрощения и удешевления процесса, частицыжелеза перед их уплотнением в лентуподвергают гомогенизации и предварительному .уплотнению, а уплотненнуюленту разламывают между валками взаданных местах разлома напряжениямиизгиба,2. Способ по п,1, о т л и ч а ю -щ и й с я тем, что на стадии гомогениэации и предварительного уплотнения осуществляют уплотнение загрузки на 207 по объему.1384208 Уиг,23. Способ по пп. или 2, о т л ич а ю щ и й с я тем, что уплотнение железа осуществляют до пористости 403.4. Способ по пп.1-3, о т л и -5 ч а ю щ и й с я тем, что места заданного разлома создают на стадии гомогенизации и предварительного уп- лотнения путем замедления подачи материала или за счет уменьшения уплотнения в этих местах.5. Способ по пп.1-4, о т л и - ч а ю щ и й с я тем, что раэламывание ленты осуществляют отклонениемо ленты под углом по меньшей мере 156, Способ по пп.1-5, о т л и ч а ю щ и й с я тем, что разламывание ленты по меньшей мере на две полосы осуществляют под углом изгиба по меньшей мере 307. Устройство для уплотнения металлических частиц, содержащее уплотняющие валки и узел разделения уплотненной металлической ленты, отличающееся тем, что перед уплотняющими валками установлены две поджимающие пластины с возможностью одновременного перемещения вдоль и,поперек направления подачи материала. 8. Устройство по п.7, о т л и - ч а ю щ е е с я тем, что для перемещения пластин используют кулачковый механизм или эксцентриковый привод.9. Устройство по пп.7 и 8, о т - л и ч а ю щ е е с я тем, что оно снабжено установленными на расстоянии одна от другой, равном или меньшем ширины уплотняющих валков, двумя ограничительными щеками, между которыми размещены поджимающие пластины. 10. Устройство по пп.7-9, о т л ич а ю щ е е с я тем, что уплотняющие валки снабжены поперечными и/или продольными ребрами.11. Устройство по пп. 7-10, о т - л и ч а ю щ е е с я тем, что между уплотняющими и разламывающими валками установлен транспортер с магнитом. 12. Устройство по пп, 7-11, о т - л и ч а ю щ е е с я тем, что один из разламывающих валков выполнен приводным.13. Устройство по п.12, о т л и - ч а ю щ е е с я тем, что торцовые поверхности валков для разламывания в плане образуют угол изгиба по меньшей мере 30
СмотретьЗаявка
4027020, 26.02.1986
Корф Инжинеринг ГмбХ
КЛАУС ЛАНГНЕР
МПК / Метки
МПК: C22B 1/24
Метки: ленты, металлических, металлической, последующего, разламывания, способа, уплотнения, уплотненной, частиц
Опубликовано: 23.03.1988
Код ссылки
<a href="https://patents.su/8-1384208-sposob-uplotneniya-metallicheskikh-chastic-i-posleduyushhego-razlamyvaniya-uplotnennojj-metallicheskojj-lenty-i-ustrojjstvo-dlya-osushhestvleniya-sposoba.html" target="_blank" rel="follow" title="База патентов СССР">Способ уплотнения металлических частиц и последующего разламывания уплотненной металлической ленты и устройство для осуществления способа</a>
Устройство измерения раствора между подушками прокатных валков

Номер патента: 973206
Опубликовано: 15.11.1982
Авторы: Егерев, Оржель, Цветков
МПК: B21B 38/10
Метки: валков, между, подушками, прокатных, раствора
...Применение в устройстве транспортных блоков, укрепленных парами наверхней и нижней подушках прокатныхвалков и последовательно и попарноохваченных гибкой связью, позволяетполучить механическое усиление полезного сигнала непосредственно в зонеизмерения и соответствующее этомуусиленному полезному сигналу перемещение гибкой связи, увеличить отношение сигнал/шум на выходе устройства и, тем самым, уменьшить влияние на точность измерения температурной деформации гибкой связи. Это усиление повышает и надежность устройства, так как позволяет увеличить длину гибкой связи и вынести преобраэователь угла поворота в сигнал растворавалков из эоны прокатки с относительно тяжелыми условиями в более благоприятные (например на клеть), Кратность...
Устройство направления магнитной ленты

Номер патента: 909702
Опубликовано: 28.02.1982
Авторы: Варанаускас, Масилюнас, Рагульскис
МПК: G11B 15/60
Метки: ленты, магнитной, направления
...трубчатогопьезоэлемента.09702гнии отдельных участков направляющейповерхности.ы 3 9Кольцевые концентраторы колебаний могут быть выполнены в виде колец с центральной втулкой, высота которои возрастает (убывает) в направлении вдоль трубчатого пьезоэлемента.На чертеже изображено устройство направления магнитной ленты, общий вид.Устройство содержит трубчатую направляющую, выполненную из упругих 1 и демпферных 2 колец, кольцевые концентраторы 3, соединенные сквозь центральное отверстие трубчатым пьезоэлементом 4, и стойку 5 на которой закреплен трубчатый пьезоэлемент 4.При подаче напряжения ультразвуковой частоты на трубчатый пьезоэлемент 4 в нем создаются механические колебания, которые кольцевым концентратором 3 передается на упругие кольца...
Прибор для определения скольжения между металлом и валками при прокатке

Номер патента: 179976
Опубликовано: 01.01.1966
Авторы: Иностранцы, Павлов, Стаматов
МПК: B21B 38/00
Метки: валками, между, металлом, прибор, прокатке, скольжения
...и О. Диск г контактирует со следящим кольцом 2 и имеет реостат ный ползунок 6. Диск О контактирует с ьалком 1 и снабжен вкл 1 О 11 енпым в одно из плечей мостовой измерительной схемы круглым проволочным реостатом 7 (гт 1 на фиг. 3). Отметчик 8 предназначен для измерешгя скоро сти валка.Работает прибор следующим образом, До момента введения иглы в металл еле.дящее кольцо и валок вращаются вместе с одинаковой скоростьюЧостовая схема с по моЩью сопРотивлений Рв, гтз и гт 4 сбалансирована. В момент соприкосновения иглы с металлом (при прокатке) следящее кольцо приводится во вращение от прокатываемого металла независимо от вращения алка. Вр щение последнего и следящего кольца непосредственно передается обоим дискам. До момента соприкосновения...
Устройство для направления магнитной ленты

Номер патента: 533978
Опубликовано: 30.10.1976
Автор: Садовников
МПК: G11B 15/60
Метки: ленты, магнитной, направления
...для направления магнитной ленты,Устройство содеркцт Г-образный поворотцьш кронштейн 1, на котором смонтирован с 5 возможностью качания относительно негодвуплечий рычаг 2, сопряженный одним плечом с движущейся магнитной лентой 3, а друп 1 м - со стержнеобразцым элементом 4, смонтированным с возможностью Осевого пс ремещения в корпусе 5. Стержцеобразцыйэлемент 4 связан с цсполпительцым механизмом 6, к которому подключен датчик 7 положения магнитной ленты 3, выполняющий функцию первичного преобразователи, Про тив датчика 7 положен 11 я мап 1 цтной ленты3 размещен источник 8 света.Б предлагаемом устройствс датчик полоткецця магнитно:"1 ленты выраоатываст сигнал, в соответствии с которым исполнительный мс ханцзм 6...
Устройство для направления магнитной ленты

Номер патента: 538411
Опубликовано: 05.12.1976
Авторы: Бузунов, Гурлянд, Зуев
МПК: G11B 15/60
Метки: ленты, магнитной, направления
...лентой и магнитными головками,связан- ройство азор между блюдаются магнитной щий элемент 1 расположен вок 7, укрепленных во втоменте 8, также выполненном роиство для на ржащее напра ротив магнитными сквозн сивером 1 1, ю прослойку магнитной лен жит первый направляющий й со сквозными отверстиервым ресивером 3. Первый1 выполнен в виде откид. ей плиту 4, в которой распо. рстия 2, и ограничительные ющие поперечные перемещесо сквозными отверстиями 2, связанными со вторым ресивером 9. Второй ресивер 9 так же, как и первый ресивер 3, соединен с раздельно регулируемой пневмосистемой.Первый и второй направляющие элементы 1 и 8 выполнены с воздушными каналами 10, соединяющими расположенные перпендикулярно к ним сквозные отверстия 2. Сквозные...
Предыдущий патент: Способ получения стали
Следующий патент: Холодный тигель
Случайный патент: Устройство для снятия кривых изменения электрических процессов