Способ управления процессом горячего прессования изделий со связующим из термореактивных смол
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
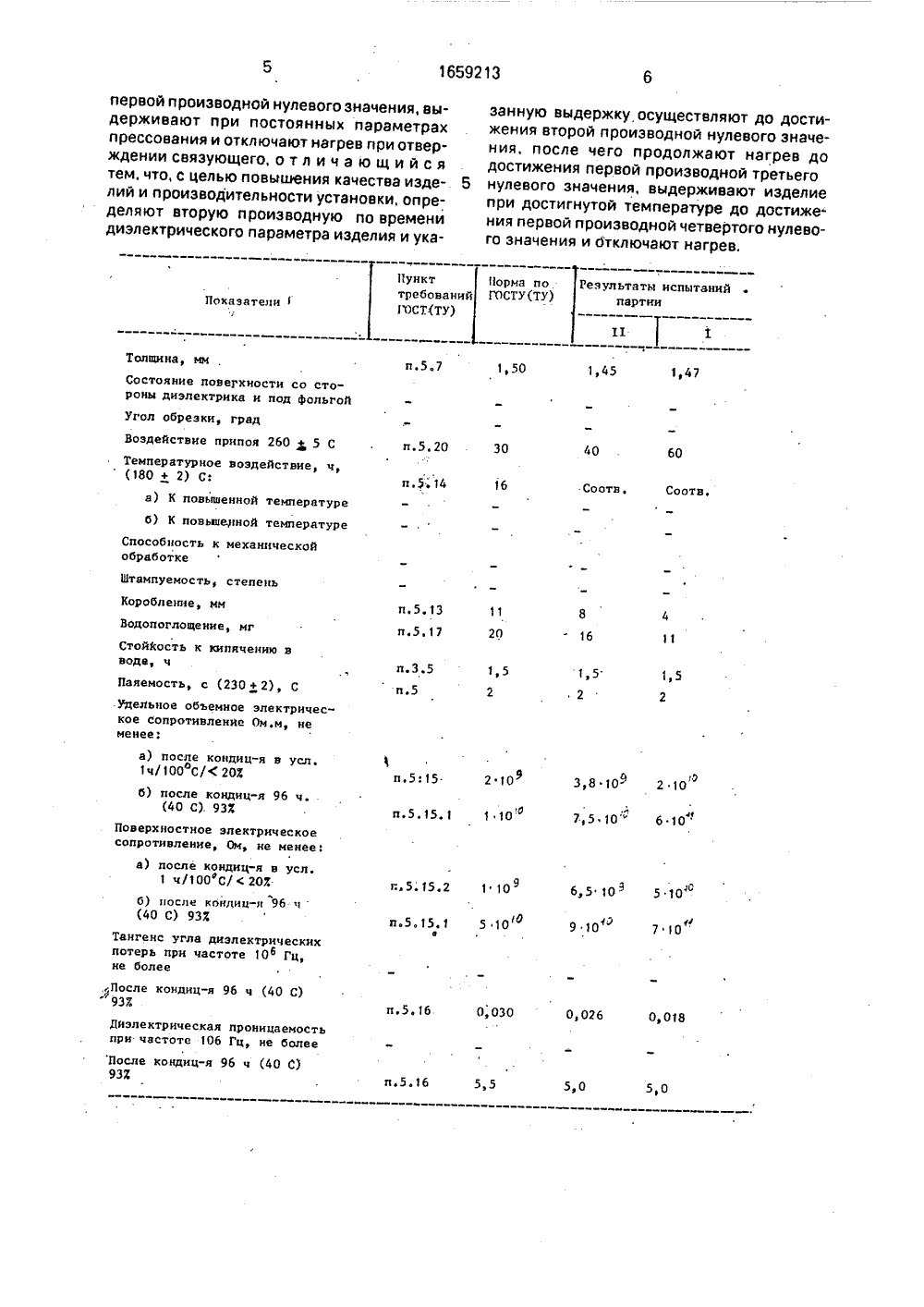
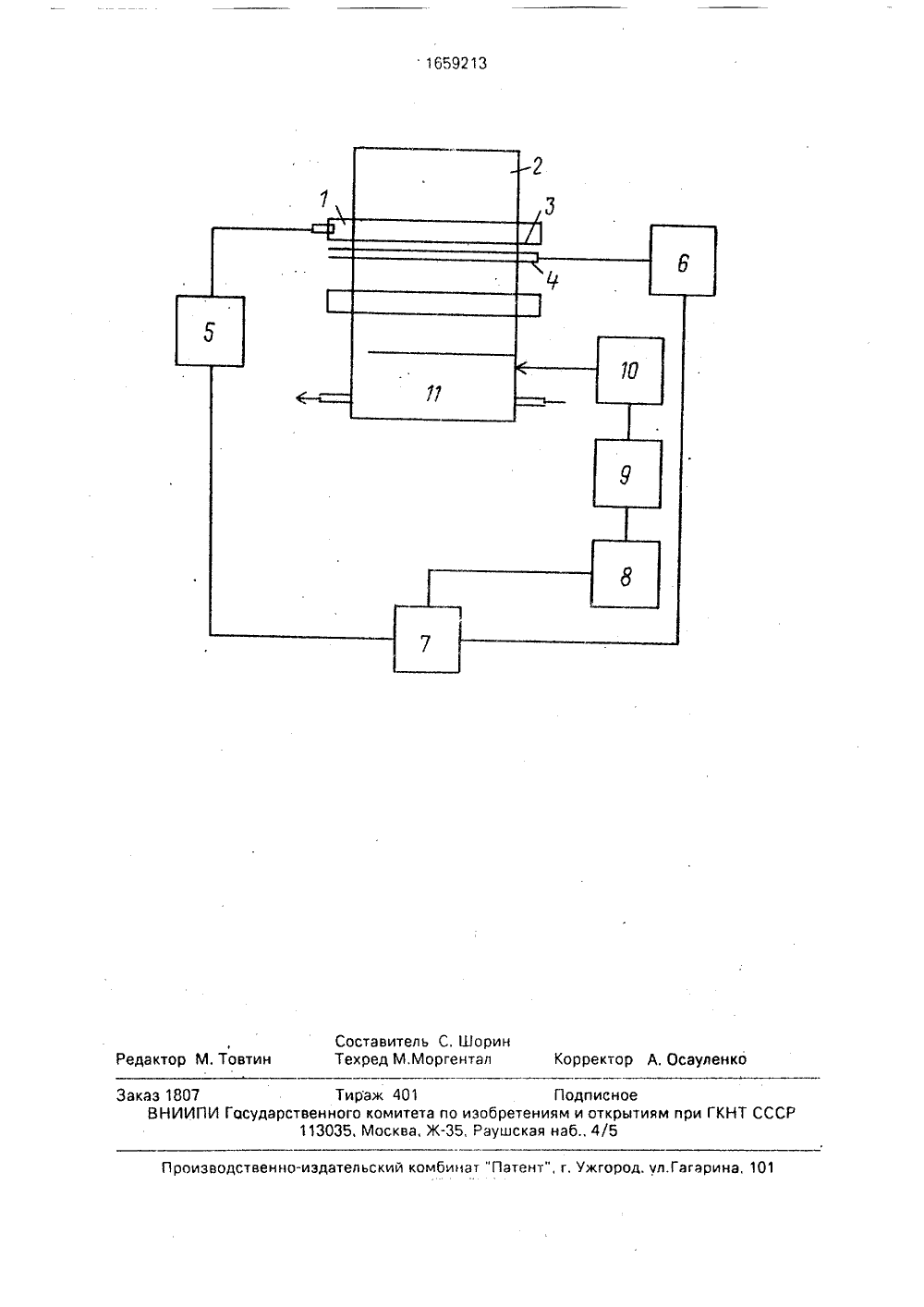
(5) ГОСУДАРСТВЕННЫЙ КОМПО ИЗОБРЕТЕНИЯМ И ОТПРИ ГКНТ СССР Т1 ТИЯМ ПИСАНИЕ ИЗОБРЕТЕН К АВТОРСКОМУ СВ ЕЛЬСТВ ледовательскии й институт элеклов и фольгирочик и В.С.Созио ССС 1977,ПРОЦЕССОМ ИЗДЕЛИЙ СО РЕАКТИВНЫХ области авто процессов и оматизаи можеттве слох диэлекния.е качест- установбыть иистыхтриковЦева издки,готовле лоистого хема вления.ны датчик темлиту 2, пресс 3,ванный литьемика, цифровойифровой измераметра 6, уп(21) 4.330334/05(54) СПОСОБ УПРАВЛЕНИ ГОРЯЧЕГО ПРЕССОВАНИЯ СВЯЗУЮЩИМ ИЗ ТЕРМО СМОЛ(57) Изобретение о гносится матизации производственн обретение относится к авт оизводственных процессов спользовано в производс ластиков и фольгированны методом горячего прессова ль изобретения - повышени лий и производительности П рим ер 1, Из пластика СТЭФ. На чертеже изображе предлагаемого способа упра На блок-схеме обозначе пературы 1, встроенный в и емкостный датчик 4, образо фольгированного диэлектр измеритель температуры 5, ц ритель диэлектрического паможет быть использовано в производстве слоистых пластиков и фольгированных диэлектриков методом горячего прессования. Изобретение позволяет повысить качество готового продукта и производительность ус-, тановки в процессе горячего прессования, в котором по достижении первой производной по времени тангенса угла диэлектрических потерь первого нулевого значения изделие выдерживают прИ постоянных параметрах прессования, за счет того, что выдержку осуществляют до достижения второй производной нулевого значения, после чего продолжают нагрев до достижения первой производной третьего нулевого значения, выдерживают иэделие при достигнутой температуре до достижения первойпроизводной четвергого нулевого значенияи отключают нагрев. 1 ил., 1 табл. равляющий вычислительный комплекс(УВК) 7, цифровой преобразователь 8, усилитель 9 и исполнительное устройство 10, регулирующее подачу теплоносителя 11.Стеклоткань марки ЭЗПТ (ГОСТ 19907 - 83) пропитывают лаком ИФ/ЭП (И 37.012212.00046),Характеристики пропитанной стекло- ткани (препрега): нанос смолы 35 6, содержание растворимой смолы 950, летучих - 2,00, текучесть 14,50,Из препрега нарезают листы размером 150 х 150 мм и собирают их в пакеты по 10 листов, В середину пакета между слоями помещают тензодатчик, Сверху и снизу пакета накладывают электроды размером 140 140 мм из медной фольги толщиной 35 мкм для измерения тангенса угла диэлектриче 16592135 10 15 20 25 30 35 40 45 50 55 ских потерь 19 д, затем листы изолирующей полиимидной пленки и прокладочные стальные листы; Собранный пакет помещают между плитами пресса, дают давление 4,5 МПа и включают нагрев.Для измерения температуры в прокладочный лист помещают спай термопары, показания которой фиксируют с помощью цифрового прибора В 7-27 А. Измерение тангенса угла диэлектрических потерь проводят с помощью цифрового моста Р 5058,Температуру повышают до достижения первой производной ц д первого нулевого значения. Нулевое значение было достигнуто при 130 С,При 130 С выдерживают материал до тех пор, пока нулевого значения не достигает 2-я производная, что составляет 26 мин,Затем температуру вновь повышают до достижения 3-го нулевого значения первой производной. Оно наступает при 170 С, при этой температуре производят выдержку до тех пор, пока первая производная т 9 д не принимает 4-го нулевого значения, после чего начинают охлаждение пресса, После охлаждения материала до комнатной температуры давление снимают.П р и м е р 2, Изготовление стеклотекстолита СТФ-35-1,5. Проведение процесса аналогично примеру 1.При изготовлении стеклотекстолита использована стеклоткань марки Э 1/1-100-18 (ГОСТ 19907-83), пропитанная связующим типа СТФ-С(ТП ИЗ 1,010 ЭТ. ГО 222,00323), эпоксидная смола ЭД, отвердители диаминодифенилсульфон, диаминодифенилметан, УП 605/3.Партия 1 (см; таблицу) изготовлена по предлагаемому способу. Контроль осуществляли по изменению 19 д, При этом реализуют двухступенчатый режим; выдержка при 135 С, когда первая производнаят 9 д по времени достигает первого нулевого значения, составляет 60 мин. Спустя указанное время достигает нулевого значения вторая производная щ д по времени, В этот момент начинают новый подьем температуры до достижения первой производной третьего нулевого значения, Оно наступает при 182 С. Выдерживают при этой температуре до тех пор, пока первая производная не принимает 4-го нулевого значения. Время выдержки при 182 й 5 ОС составляет 250 мин,Партия И изготовлена по известному способу, т.е. прессование проводят, контролируя изменение т 9 д, при 170 +5 С втечение 320 мин, когда 19 д достиг изостатического значения.Сравнение обоих партий представлено в габлице.Материал, полученный по предложенному способу, имеет более высокую стойкость к воздействию припоя, прочность сцепления фольги с .основанием, улучши" лись электрические показатели, снизилось коробление, а также на 10 - 15 уменьшилось время термообработки.Для управления процессом прессования наряду с тангенсом угла диэлектрических потерь могут быть использованы другие диэлектрические параметры; фактор диэлектрических потерь е", сопротивление В и проводимость 6 на переменном токе, проводимость у на постоянном токе. Указанные параметры связаны между собой следующими соотношениями, указывающими на их взаимозаменяемость:д О9 2 юкс9 2 кс длЯ па раллельной схемы замещения; тдд =2,7 г 1 й С; Юд = 2 л 1 С 6- для последовательной схемы замещения е =йод, где е - (С - емкость; 3 - площадь;КСд б - толщина материала; К - постоянная).Связь между т 9 д и проводимостью на постоянном токе выражается формулой где 1 - частота электрического поля.Все перечисленные параметры, за исключение й, имеют одинаковый характер температурно-временной зависимости, а й - обратный характер, причем положения экстремумов на зависимостях совпадают, При этом совпадаю и моменты наступления нулевого значения первой и второй производной параметров по времени. Использование того или иного диэлектрического параметра может быть обусловлено наличием соответствующего прибора. Формула изобретения Способ управления процессом горячего прессования изделий со связующим из.термореактивных смол, заключающийся в изменении времени выдержки изделия в зависимости от величины диэлектрического параметра, для чего измеряют диэлектрический параметр изделия, определяют первую производную по времени диэлектрического параметра, находят момент достижения1659213 первой производной нулевого значения, выдерживают при постоянных параметрах прессования и отключают нагрев при отверждении связующего, о т л и ч а ю щ и й с я тем, что, с целью повышения качества изде- Б лий и производительности установки, определяют вторую производную по времени диэлектрического параметра изделия и укаПункт требований ПоказателиГост(ТУ) Норма по. ГОСТУ(ТУ) Рез ул ьта ты испытаний партии 1,50 1,45 1,47 Толщина, мм п.5,7 п.520 40 60 30 п5," 14 Соотв. Соотв. Штампуемость, степеньКоробление, ммВодопоглощение, мг п.5.13 20 п.5,17 16 Стойкость к кипячению вводе, ч п.3.5 1,5 152 152 Паяемость с (230 + 2), С п.5 2 п,5 15 2 10 а) после кондиц-я в усл.1 ч/ 1 ОО С/С 203 38 1 О 2 1 О7510" 6 10б) после кондиц-я 96 ч. (40 С) 933 п,5. 15. 1 1 1 О г.5.15.2 11 О 6,5 го 5 1 О фп.5.15.1 5 10 9 10 7 1 О п.5.16 0,030 О, 026 0,018 5,0 50 п.5.16 5,5 Состояние поверхности со стороны диэлектрика и под фольгой Угол обрезки, градВоздействие припоя 260; 5 С Температурное воздействие, ч,(180 + 2) С:а) К повьаенной температуре б) К повышеной температуре Способность к механическойобработке Удельное обьемное электрическое сопротивление Ом.м, неменее: Поверхностное электрическоесопротивление, Ом, не менее:а) после кондиц-я в усл.1 ч/100 С/( 203б) после конлиц-я 96 ч(40 С) 933 Тангенс угла диэлектрическихпотерь при частоте 1 О Гц,не более.После кондиц-я 96 ч (40 С) 93 У. диэлектрическая проницаемостьпрн частоте 106 Гц, не более После кондиц-я 96 ч (40 С)933 занную выдержку осуществляют до достижения второй производной нулевого значения, после чего продолжают нагрев до достижения первой производной третьего нулевого значения, выдерживают изделие при достигнутой температуре до достижения первой производной четвертого нулевого значения и бтключают нагрев,1659213 Составитель С, ШоринТехред М.Моргентал Корректор А. Осауленко Редактор М. Товтин Производственно-издательский комбинат "Патент", г. Ужгород. ул,Гагарина, 101 Заказ 1807 Тираж 401 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4330334, 27.08.1987
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ЭЛЕКТРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ И ФОЛЬГИРОВАННЫХ ДИЭЛЕКТРИКОВ
САВЕЛЬЕВА ЛЮДМИЛА НИКОЛАЕВНА, ЮРЧИК ВЯЧЕСЛАВ СЕМЕНОВИЧ, СОЗИНОВ ВЛАДИМИР СЕРАФИМОВИЧ
МПК / Метки
МПК: B29C 43/58, G05D 27/00
Метки: горячего, прессования, процессом, связующим, смол, термореактивных
Опубликовано: 30.06.1991
Код ссылки
<a href="https://patents.su/4-1659213-sposob-upravleniya-processom-goryachego-pressovaniya-izdelijj-so-svyazuyushhim-iz-termoreaktivnykh-smol.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом горячего прессования изделий со связующим из термореактивных смол</a>
Формирователь импульсов перехода сигнала через нулевое значение

Номер патента: 1228243
Опубликовано: 30.04.1986
Автор: Соловейчик
МПК: H03K 5/13
Метки: значение, импульсов, нулевое, перехода, сигнала, формирователь
...формирователя триггеры 2, 4 и 6 находятся в нулевом состоянии, так как на входы сброса этихтриггеров подается нулевой потенциалс прямого выхода триггера 8, который,в свою очередь, перед началом работыпринудительно установлен в нулевоесостояние (шина установки не показана), Первым импульсом ат генератора импульсов высокой частоты 9(фиг. 2 я)триггер 8 устанавливается в единичноесостояние (фиг. 2 л) и на входы сбросатриггеров 2, 4 и 6 подается единичныйпотенциал, что дает воэможность управлять этими триггерами по входам установки, при этом триггер 2 сразу встает в единичное состояние (фиг. 2 е),так как на ега входе установки - нулевой потенциал (фиг. 2 В), а триггер4 встает в единичное состояние (фиг. 2 ж), когда появляется фронт(перепад)...
Устройство для фиксации перехода периодического сигнала через нулевое значение

Номер патента: 1444704
Опубликовано: 15.12.1988
Авторы: Курдесов, Кучинский, Склизков, Якушев
МПК: G05B 1/01
Метки: значение, нулевое, перехода, периодического, сигнала, фиксации
...первый ограничивающий резистор 3 на базу первого ключевого транзистора 5 и фиксирует его в открытом состоянии во все моменты времени за исключением тех, в которые напряжение входного сигнала становится меньше напряжения отсечки перехода эмиттербаза. Кроме того, входной сигнал через отсекающий диод 4 и второй ограничивающий резистор.6 заряжает накопительньй конденсатор 1 до значений напряжения, определяемого делителем, состоящим из второго и третьего ограничивающих резисторов 6 и 7 и сопротивления открытого первого ключевого транзистора 5. В моменты времени, когда напряжение входного сигнала приближается к нулевому значению и становится меньше напряжения отсечки перехода эмиттер-база первого ключевого транзистора 5на его коллекторе...
Формирователь импульсов перехода сигнала через нулевое значение

Номер патента: 1465979
Опубликовано: 15.03.1989
Автор: Симагин
Метки: значение, импульсов, нулевое, перехода, сигнала, формирователь
...одновибраторов (ОВ) 2 и 3 представляет собоймеандр с частотой, равной частотесинусоидального входного напряжения.На первом (фиг.2 в) и втором (Фиг,2 г)выходах ОВ 2 Формируются прямоугольные сигналы (импульсы) заданной длительности с фронтами в моменты й, исовпадающими с моментами перехода синусоидального сигнала из от рицательнойобл:асти в положительную.На первом (фиг. 2 д) и втором (фиг.2 е)выходах ОВ 3 образуются прямоугольныеимпульсы в моменты 1йпереходасинусоидального сигнала из положительной области в отрицательную. Сигналыс первых выходов ОВ 2 и ОВ 3 поступают на элемент ИЛИ-НЕ 4, в которомпроисходит их логическое сложение иинвертирование, после чего они поступают на первый выход 6 устройства(фиг. 2 ж), Сигналы со вторых...
Устройство для определения нулевого значения знакопеременного сигнала

Номер патента: 240334
Опубликовано: 01.01.1969
Автор: Кузнецов
МПК: G05B 1/01
Метки: знакопеременного, значения, нулевого, сигнала
...устройство помехоустойчиво и значительно проще известных благодаря тому, что в нем источник сигнала включен в одну из диагоналей выпрямительного моста, другая диагональ которого через схему двойного дифференцирования подключена к выходу устройства.На фиг. 1 приведена блок-схема описываемого устройства.Устройство содержит; источник 1 входного сигнала, выпрямительный мост 2, схему 3 двойного дифференцирования.На фиг. 2 приведены временные диаграммы работы устройства.Устройство работает следующим образом. Исследу емое нескачкообразное напряжение 1,т персменной полярности поступает на входную диагональ выпрямительного диодного моста, который преобразует его в однополлрное напряжение 1/. с экстремумом, соответству 1 ощим...
Измеритель средней величины абсолютного значения производной от фазы узкополосного случайного процесса

Номер патента: 490044
Опубликовано: 30.10.1975
Автор: Хименко
МПК: G01R 29/00
Метки: абсолютного, величины, значения, измеритель, производной, процесса, случайного, средней, узкополосного, фазы
...значения производной от фазы. Целью настоящего изобретения является непосредственное получение данных о измеряемой величине.Указанная цель достигается за счет введения в измеритель блока отношения и последовательно соединенных детектора огибающей, формирующего устройства, функционального преобразователя интервал - число, которые включены между входным устройством и первым счетчиком импульсов, при этом второй выход формирующего устройства связан с входом второго счетчика импульсов, выход которого через блок отношения подключен к выходу первого счетчика импульсов и к входу регистрирующего устройства. схемаого знногортеже.ржит вщей, фльныйдваношенкатор49004411 Предмет изобретения Составигелв Л, Прохорова Редактор В. Булдаков Текред М....
Предыдущий патент: Форма для изготовления полых профильных изделий из полимерного материала
Следующий патент: Литьевая форма для изготовления полимерных изделий
Случайный патент: Питатель стебельчатых кормов