Устройство для изготовления трубчатых деталей из полимерных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
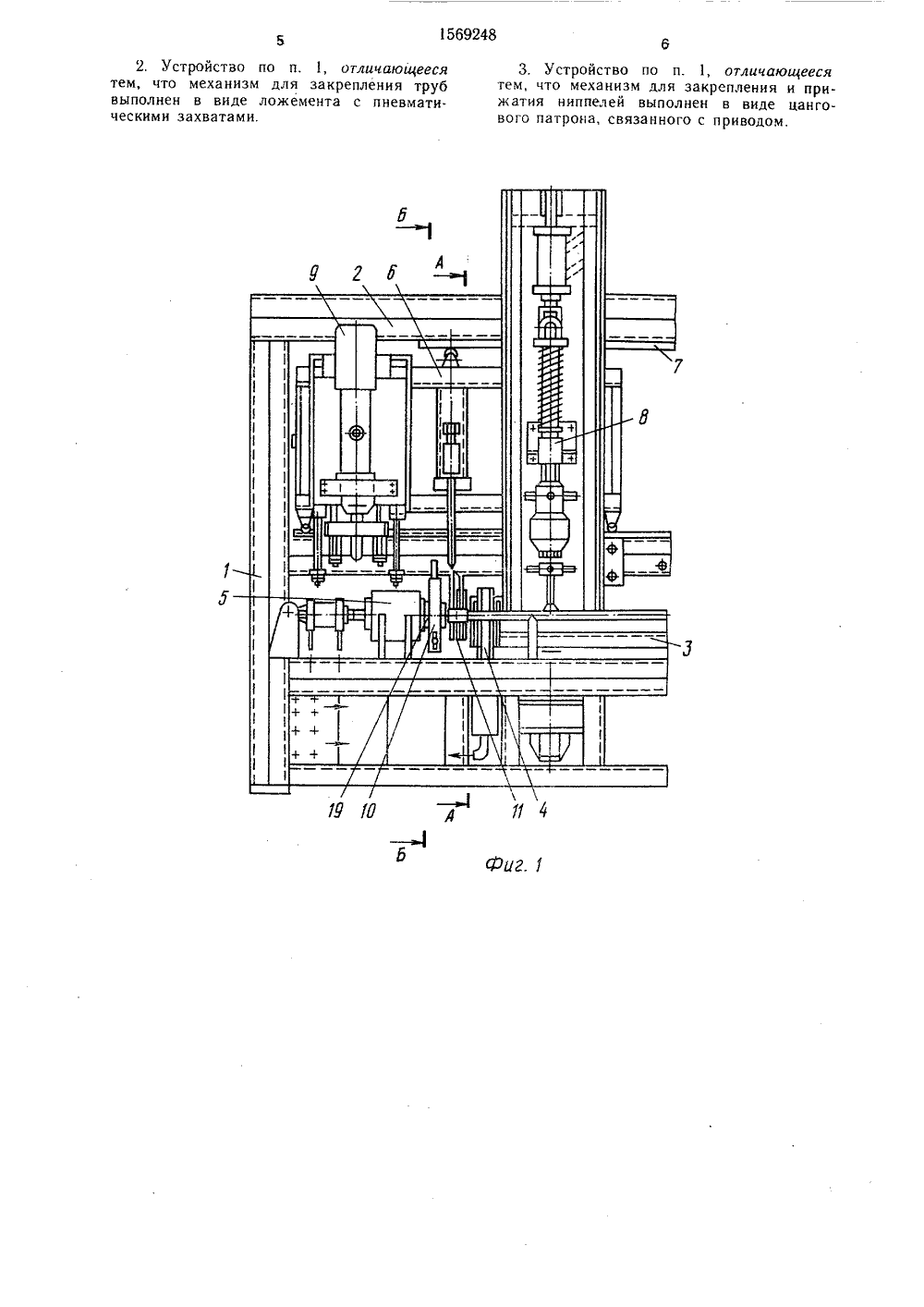
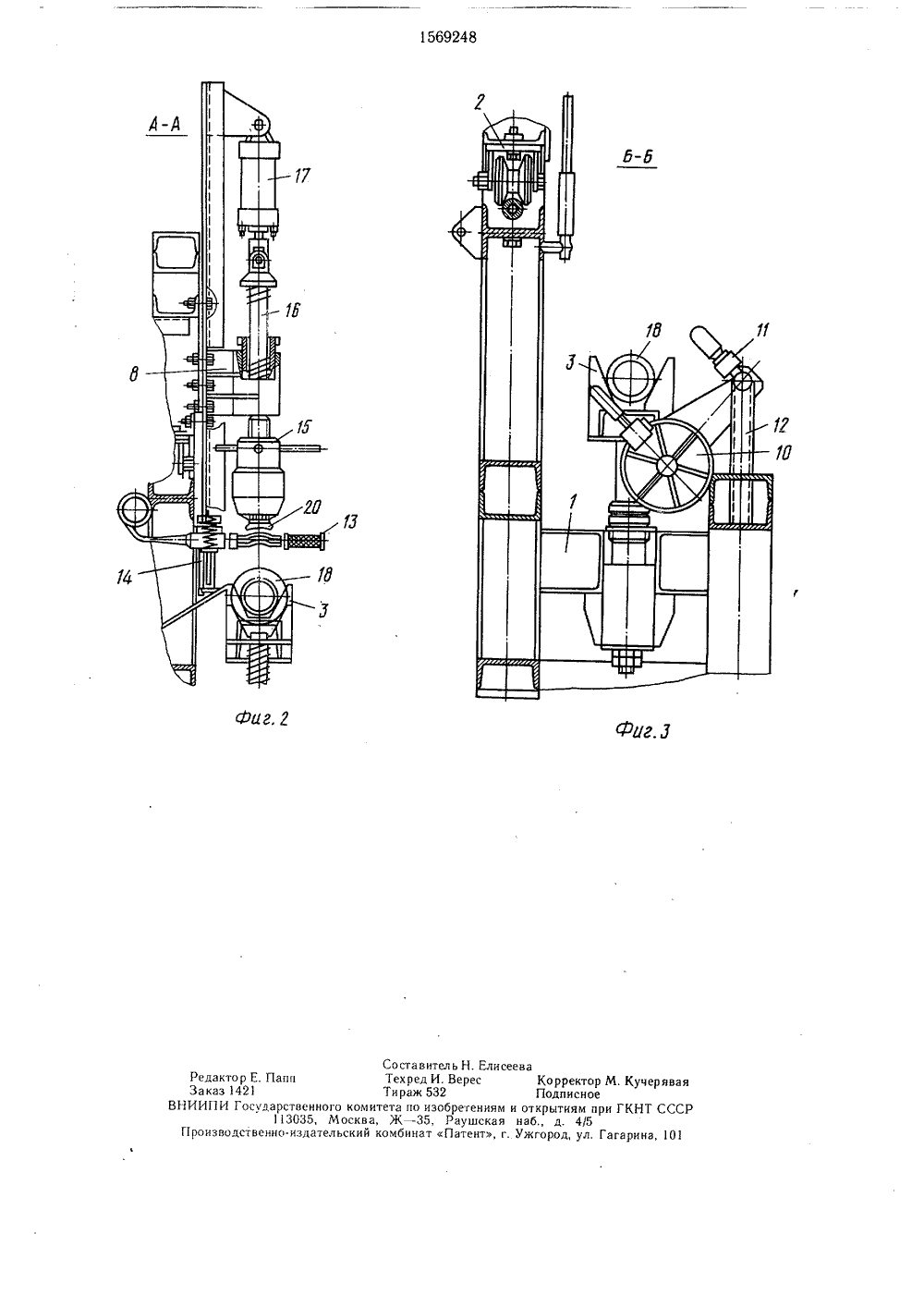
(51)5 В 29 С 65/02 ОПИСАНИЕ ИЗОБРЕТЕНИЯН АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ(57) Изобретение относится к сварке пластмасс и может быть использовано при изготовлении коллекторов водопонизительных установок, предназначенных для удаления высоких грунтовых вод при строительстве зданий и сооружений. Цель - расширеИзобретение относится к области сварки пластмасс и может быть использовано при изготовлении коллекторов водопонизительных установок, предназначенных для удаления высоких грунтовых вод при строительстве зданий и сооружений.Цель изобретения - расширение эксплуатационных возможностей устройства.На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А - А на фиг. 1; на фиг. 3 - разоез Б - Б на фиг. 1.Устройство для изготовления трубчатых деталей содержит станину 1, выполненную в виде сварной металлоконструкции, с траверсой 2. На станине 1 смонтирован механизм для закрепления труб, выполненный в виде ложемента 3 с пневматическими захватами 4, а также приспособление 5 для закрепления и прижатия фланцев, обеспечивающих соединение труб в трубопроводы. ЯО 1569248 А 1 ние эксплуатационных возможностей устройства. Для этого в устройстве для изготовления трубчатых деталей каретка установлена с возможностью перемещения в направлении, параллельном оси механизма для закрепления труб. Приспособление для выполнения отверстий в трубах закреплено на каретке параллельно оси механизма для закрепления и прижатия ниппелей. Нагреватель для оплавления боковой поверхности труб и торцов ниппелей смонтирован на механизме для закрепления и прижатия ниппелей посредством подпружиненной штанги, Кроме того, механизм для закрепления труб выполнен в виде ложемента с пневматическими захватами, Механизм для закрепления и прижатия ниппелей выполнгн в виде цангового патрона, связанного с при- э водом. 2 з.п. ф-лы, 3 ил. На траверсе 2 станины смонтирована каретка 6, установленная с возможностью перемещения в направляющих 7, расположенных параллельно оси механизма для закрепления труб, На каретке 6 смонтирован механизм 8 для закрепления и прижатия ниппелей и приспособление 9 для выполнения отверстий в трубах, выполненное, например, в виде электродрели и расположенное параллельно оси механизма 8 на расстоянии, равном шагу установки ниппелей.Устройство содержит также торцующее (фрезерующее) приспособление 10 для обработки торцов трубы и фланцев и нагреватель 1 для их оплавления, закрепленные на кронштейне 12.На механизме 8 для закрепления и прижатия ниппелей смонтирован нагреватель 13 для оплавления боковой поверхности трубы в зоне соединения и торцов ниппелей, установленный на подпружиненной штанге 14.Формула изобретения 40 45 50 55 Механизм 8 для закрепления и прижатия ниппелей выполнен в виде цангового патрона 15, установленного на конце рычага 16, связанного с приводом в виде пневмоцилиндра 17, Устройство также содержит накопитель и стенд для контроля качества сварки (не показаны),Накопитель представляет собой сварную металлоконструкцию с подвижной по высоте площадкой, обеспечивающей легкое падение труб и опускающейся по мере заполнения накопителя.Стенд для контроля качества сварки состоит из опорной платформы для готовых коллекторов, снабженной замками для фиксации трубы, спаренной с накопителем, торцовых механизмов для заглушки фланцев, замков для заглушки ниппелей и вакуумной установки, обеспечивающей 80 О вакуума от номинального давления. Устройство работает следующим образом.Полиэтиленовая труба 18 устанавливается на ложементе 3 до упора справа и зажимается пневматическими захватами 4, С помощью регулировочных механизмов (не показаны) ось трубы 18 совмещается с осью приспособления 5 для закрепления и прижатия фланцев. Каретка 6 отводится в крайнее левое положение, в кассету приспособления 5 для закрепления и прижатия фланцев закладывается фланец 19. С помощью торцующего приспособления 10 обрабатываются торцы фланца 19 и трубы 18. Торцующее приспособление 10 отводится в сторону, вместо него под. водится нагреватель 11 и с помощью пневмоцилиндра зажимается между торцами фланца 19 и трубы 18. Затем производится разогрев торцов, фланец 19 с помощью пневмоцилиндра отводится в сторону, нагреватель 1 опускается, а фланец 19 опять подводится к торцу трубы 18 и прижимается к ней. Таким образом осуществляется приварка левого фланца 19 к левому торцу трубы 18. Пока происходит приварка левого фланца 19, оператор переходит на правый край устройства, и, повторяя предыдущие операции, производит приварку правого фланца 19 (предварительно откинув упор, не показан).Пока происходит приварка правого фланца 19, оператор возвращается к левому краю устйройства, Каретка 6 находится в крайнем левом положении так, что центр механизма 8 для закрепления и прижатия ниппелей совмещен с точкой приварки первого ниппеля 20. Оператор вставляет ниппель 20 в патрон 15 и зачищает торец ниппеля 20 и боковую поверхность трубы 18 в месте сварки. Затем, совместив нагреватель 13 путем поворота на 90 с торцом ниппеля 20, с помощью пневмоцилиндра 17 прижимает его к трубе 18. После 5 10 15 20 25 30 соответствующего разогрева с помощью пневмоцилиндра 17 оператор отрывает ниппель 20 от нагревателя 13, последний убирается в сторону и ниппель 20 прижимается к боковой поверхности трубы 18. Таким образом производится приварка ниппеля 20 к трубе 18,Каретка 6 передвигается на шаг вправо (на 750 мм), операция с приваркой ниппеля повторяется, одновременно путем опускания электродрели производится сверление отверстия в трубе в мес г приварки первого ниппеля 20 и т. д. После приварки и сварления отверстия в последнем ниппел.: 20 приваренные фланцы освобождаются из кассет, каретка 6 отводится в крайнее левое положение, коллектор освобождается от захватов 4 и по склизу опускается в накопитель (не показан), откуда поступает на стенд для контроля качества сварки (не показан), на ложемент 3 устанавливается следующая труба и все операции повторяются.Поступившая из накопителя на стенд груба устанавливается на опорной платформе стенда, фиксируется замками. С помощью регулирующих приспособлений ось трубы совмещается с осью заглушающих приспособлений (не показаны). Производится заглушка торцов (одна из заглушек соединена с вакуумной установкой), осуществляется заглушка ниппелей, включается вакуумная установка и коллектор проверяется на герметичность. После проверки на герметичность коллектор освобождается от заглушек и захватов и поступает в стеллаж. 1. Устройство для изготовления трубчатых деталей из полимерных материалов, содержащее станину, механизм для закрепления труб, механизм для закрепления и прижатия ниппелей, смонтированный на каретке, установленной на направляющих с возможностью перемещения, торцующее приспособление, нагреватель для оплавления торцов труб, их боковой поверхности в зоне соединения и торцов ниппелей, приспособление для выполнения отверстий в трубах и привод, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, каретка установлена с возможностью перемещения в направлении, параллельном оси механизма для закрепления труб, а приспособление для выполнения отверстий в трубах закреплено на каретке параллельно оси механизма для закрепления и прижатия ниппелей, причем нагреватель для оплавления боковой поверхности труб, торцов труб и торцов ниппелей смонтирован на механизме для закрепления и прижатия ниппелей посредством подпружиненной штанги.2. Устройство по п. 1, отличающееся тем, что механизм для закрепления труб выполнен в виде ложемента с пневматическими захватами. 3. Устройство по п. 1, отличающееся тем, что механизм для закрепления и прижатия ниппелей выполнен в виде цангового патрона, связанного с приводом.1569248 йГ. Я учеря Редактор Е. ПапиЗаказ 1421НИИПИ Государстве11303Производственно.из СоТехТирного комитетаМосква, Жтельский комб ставитель Н. Елисеев ред И. Верес аж 532по изобретениям и о - 35, Раушская н инат Патент, г. У Корректор М. К вПодписноекрытиям при ГКНТ ССб., д. 4/5город, ул. Гагарина, 10
СмотретьЗаявка
4397622, 25.03.1988
К. Е. Григорьев, Э. И. Левит, А. Б. Мещанский и В. С. Шпаков
ГРИГОРЬЕВ КОНСТАНТИН ЕВГЕНЬЕВИЧ, ЛЕВИТ ЭРНЕСТ ИЗРАИЛЕВИЧ, МЕЩАНСКИЙ АНАТОЛИЙ БОРИСОВИЧ, ШПАКОВ ВАЛЕНТИН СЕРГЕЕВИЧ
МПК / Метки
МПК: B29C 65/02
Метки: полимерных, трубчатых
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/4-1569248-ustrojjstvo-dlya-izgotovleniya-trubchatykh-detalejj-iz-polimernykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для изготовления трубчатых деталей из полимерных материалов</a>
Приспособление для установки и закрепления выдвижной системы жаровых труб в кожухе подогревателя питательной воды в паровых котлах, особенно паровозных

Номер патента: 17239
Опубликовано: 30.09.1930
Автор: О-Во
МПК: F22B 13/06, F22B 37/24
Метки: воды, выдвижной, жаровых, закрепления, кожухе, котлах, особенно, паровозных, паровых, питательной, подогревателя, системы, труб, установки
...кожуха а подо-гревателя прикреплен лежащий при установленном на своем месте подогревателе,по верхней образующей его линии, пружинящий язычок Ь, который, при введенном пучке трубок, плотно прижимается зажимным винтом с к краю связывающей жаровые трубки решетки И, Фланец е для прикрепления крышки подогревателя имеет прилив .В горизонтальной диаметральной плоскости расположенного на паровозе подо-гревателя, внутри кожуха подогревателя приклепаны две диаметрально противоположные друг другу направляющие полосы д, по которым, при введении пучка трубок, продольно скользит решетка о 1 своими плечевидными выступами В; зад,ние концы плоских направляющих полос дсвободны (фиг. 4) и после того, как пучок трубок поставлен на свое место,...
Устройство для измерения неперпендикулярности торцев деталей типа труб

Номер патента: 503122
Опубликовано: 15.02.1976
Авторы: Богатов, Зарицкий, Калинушкин, Княжинский, Коломенский, Пичурин
МПК: G01B 5/245
Метки: неперпендикулярности, типа, торцев, труб
...каждыйо из которых состоит из струны 3 и механизма 4натяжения струны, а также два узла измерения отклонений, выполненных в виде рычага 5,соединенного со стру.ной 3 так, что ведомоеплечо рычага направлено вдоль струны, и из 5 мерителя 6 поворота рычага,Уст 1 ройство работает следующим образом,Базовые планки 1 и 2 устанавливают на торцы контролируемого объекта. Благодаря механизмам 4 натяжения струн последние прижи 0 мают базовые планки 1 и 2 к торцам контролируемого объекта, а сами занимают положение условной образующей. Кривизна труб неможет оказать влияния на положение струн 3,поскольку оно ,определяется только положе 5 нием торцевых сечений, Под воздействиемструн 3 рычаги 5 узла измерения отклоненийзанимают такое положение, при...
Нагреватель для стыковой контактной сварки труб из термопластов

Номер патента: 763121
Опубликовано: 15.09.1980
Автор: Зайцев
МПК: B29C 27/06
Метки: контактной, нагреватель, сварки, стыковой, термопластов, труб
...тем, что в нагре"вателе, выполненном в виде диска сразмещенным в нем кольцевым нагревательным, элементом и с расположеннымипо обе стороны от нагревательногоэлемента каналами для подачи охлаждающего агента, направленными выходными отверстиями на боковые поверхности свариваемых труб и связанными систочником охлаждающего агента соединительным каналом, согласно изобретению каналы для подачи охлаждающего 20агента, выполнены в виде замкнутыхтрубок с выходными отверстиями набоковой поверхности, укрепленных нарабочей поверхности диска при помсицисъемных кронштейнов, пРичем каналы 25для подачи охлаждающего агента связаны с соединительным каналом гибкимишлангами.На фиг. 1 показан нагреватель в виде кольцеобразного диска; на фнг.2то же, сечение...
Устройство для тепловой резки торцов труб

Номер патента: 988484
Опубликовано: 15.01.1983
Автор: Строков
МПК: B23K 7/04
Метки: резки, тепловой, торцов, труб
...упо- . мянутой тяге, причем тяга подпружинена к одной из стоек.На фиг, 1 изображено устройство для резки труб, общий вид; на фиг,2- то же, вид сверху; на Фиг. 3 - вид на устройство со стороны узла обеспечения перпендикулярности торца;, на фиг. 4 - разрез Я-Я на Фиг,1; на фиг. 5 - устройство в аксонометрии.Устройство содержит раму 1, на .которой установлены приводные роликоопоры 2, холостые роликоопоры 3 и рольганг 4. Сбоку к раме 1 присоединена траверса 5 с резаком 6. Рядомс рамой на Фундаменте установлены и закреплены стойки 7 и 8, обьединенные балкой 9, которая несет пласти 4 4ну 10, Пластина соединена с балкойс Воэможностью поступательного движения относительно нее и жесткой Фиксации (стопорения) ее от поступательного перемещения...
Нагреватель для стыковой контактной сварки труб из термопластов

Номер патента: 1115911
Опубликовано: 30.09.1984
МПК: B29C 27/06
Метки: контактной, нагреватель, сварки, стыковой, термопластов, труб
...пламени, а отверстие для выхода отработанных газов выполнено на боковой поверхности диска с противоположной сторо 45 50 сущности и достигдс мому результатук изобретсцин является цдгрендтельдля стыконой контактной сваркитруб из термопластон, содержащий 30ндгрс вдтецьныи .элемент, ньшолцеццыйв виде полого диска, в котором смонтирована газовая горелка нд его боны От Гд.(ОнЙ Г 01)сяки Н 1 эичем Внт 1 эецняя поне 1 эхц ость дикл Обли 1(оцдцлОГНЕ У(1(Р 1(М МДТЕРИСЬ 1 ОМЛдццый цдгревдтель Об( печивдетполучение каче(твенно(о сварногосоединения.Нд фиг. 1 изображен нагреватель, общий вид; на фиг. 2 - сечение Л-А ца фиг, 1.Нагреватель содержит цягренд - тельный элемент, выполненный в виде полого диска, состоящего из частей 1 ц 2, газовую...
Предыдущий патент: Установка для электроразогрева строительных смесей
Следующий патент: Способ прессования полуфабриката из волокнистых материалов и устройство для его осуществления
Случайный патент: Машина для сбора, очистки от грунта и транспортировки пней