Устройство для моделирования параметров системы управления круглошлифовального станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
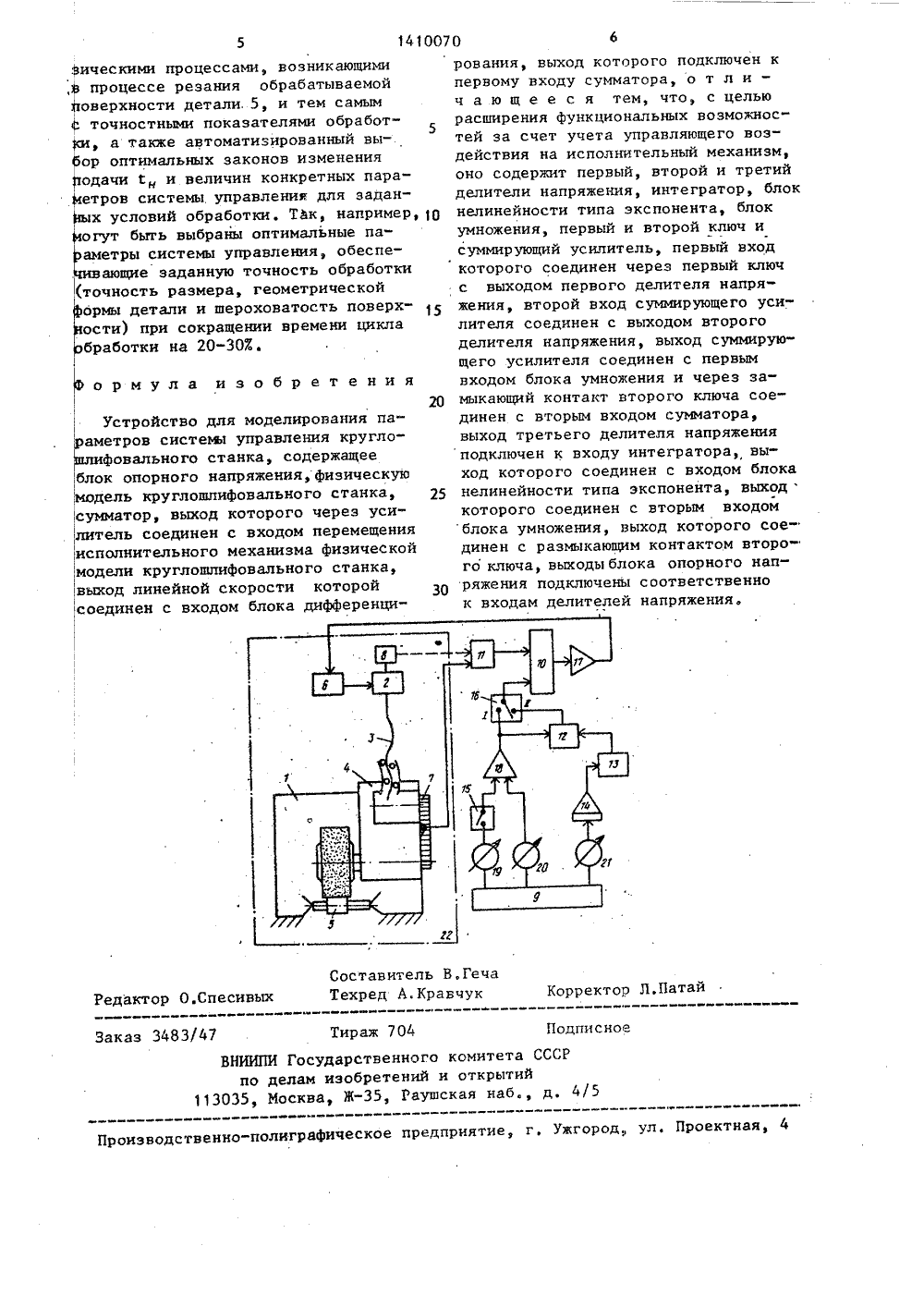
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН А 1 9) (11) С 7/4 И 26Ю.Скуч я к област может быть автоматиэипараметров ошлифовальГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ИСАНИЕ ИЗОБ АВТОРСКОМУ СОИДЕТЕЛЬСТ(54) УСТРОЙСТВО ДЛЯ МОДЕЛИРОПАРАМЕТРОВ СИСТЕМЫ УПРАВЛЕНИЯЛОШЛИФОВАЛЬНОГО СТАНКА(57) Изобретение относитсвычислительной техники иприменено для синтеза ированного проектированиясистемы управления кругл ным станком, в частности, управляемым от ЭВМ. Цель изобретения - рас-ширение функциональных возможностейустройства за счет учета управляющего воздействия на исполнительныймеханизм. Для этого в устройствовведены первый, второй и третий делители напряжения, интегратор, блокнелинейности типа экспонента, блокумножения, ключи и суммирующий усилитель. Данное устройство позволяетанализировать взаимосвязи параметровсистемы управления и задаваемых еюрежимов обработки с физическими процессами, возникающими в процессерезания обрабатываемой поверхностидетали, а также позволяет выбратьоптимальные параметры системы управления, обеспечивающие заданнуюточность обработки . 1 ил.+ С = сапам при при, ) Изобретение относится к областивычислительной техники и может бытьиспользовано для синтеза и автоматизированного проектирования параметров системы управления круглошлифовальным станком, в частности, управляемым от ЭВМ.Цель изобретения - расширениеФункциональных возможностей устройства за счет учета управляющего воздействия на исполнительный механизм.На чертеже изображено устройство.Устройство содержит круглошлифовальный станок 1 с редуктором 2 ивинтом 3 подачи шлифовальной гайки4, обрабатываемую деталь 5, электроднигатель 6 постоянного тока, линейный датчик 7 и круговой датчик 8обратной связи, блок 9 опорного напряжения, сумматор 10 блок 11 дифференцирования, блок 12 умножения,блок 13 нелинейности типа экспонента, интегратор 14, ключи 15 и 16,усилители 17 и суммирующий усилитель18, делители 19-2 1 напряжения. Станок 1 с редуктором 2 и винтом 3 подачи шлифовальной бабки 4, обрабатываемая деталь 5, электродвигатель 6постоянного тока, линейный датчик7 и круговой датчик 8 обратной связивключены в физическую модель круглошлифонального станка 22. Делительнапряжения 21 и интегратор 14 представляет собоч интегрирующее звенос,управляемой постоянной интегрирова"ния, предназначенное для формирования,сигнала, пропорционального временис цикла шлифования, в течение которого производится соответствующееизменение управляющего воздействиясистемы управления, например изменение величины подачи , шпифовальной бабки 4,. Делители напряжения 19и 20, ключ 15 и суммирующий усилитель 18 в совокупности образуют блокФормирования сигнала, пропорционального номинальному значению управляемой величины, т,е. пропорциональноговеличине подачи С шлифовальной бабки 4,Устройство работает следующимобразом,физическая модель шлифовальногостанка 1 с редуктором 2 и винтом 3подачи шлифовальной бабки 4, линейный датчик 7 и круговой датчик 8 об"ратной связи, а также обрабатываемаядеталь 5 являются реальными, т,е. 10 15 20 25 30 35 40 45 50 составляют реальную часть. Электродвигатель 6 постоянного тока является исполнительным приводом моделии через редуктор 2 и винт 3 задаетперемещение шлифональной бабки 4,пропорциональное входному сигналу О,поступающему с выхода сумматора 10через усилитель 17.Сигнал Г формируется следующимобразом.На основе постоянного напряжения,поступающего от блока 9 опорногонапряжения, с помощью третьего делителя напряжения 2 1 и интегратора 14формируется сигнал, пропорциональныйвремени Г цикла шлифования, в течение которого изменяется управляемаявеличина, и поступает на вход блока13. На его выходе формируется сигнал,соответствующий прямолинейному илиэкспоненциальному законам измененияуправляющего воздействия системыуправления в течение временицикла шлифования, т,е. соответственносигнал - (1 - ,) или сигнал - ес,где 1 и- коэффициенты, пропорциональные постоянной времени, ипоступает на первый вход блока 12умножения,Одновременно на основе постоянного напряжения, поступающего от блока 9 опорного напряжения, с помощьюделителей напряжения 19 и 20 формируются сигналы, соответствующие двумзаданным номинальным величинам подачи г., т.е, с = сапам н2.= сопвС, При замкнутом кличе 15 указанные сигналы поступают на вход усилителя 18, на выходе которого формируется сигнал - (с + ц ), либоНгпри замкнутом ключе 15 сигнал - С8поступает на второй вход блока 12 умножения, кроме этого, в положении 1ключа 16 на второй вход сумматора 10.Таким образом, .в положении 1 ключа 16 формируется сигнал, поступающий на второй вход сумматора 10,соответстнуюший задаваемому ступенчатому изменению величины подачин течение времени Г цикла шлифования которое имеет вид н (1)сопятт где- время, при котором производится ступенчатое изменение величины1410070 подачи г. путем размыкания ключа 15, осуществляемого по управляющему сигналу, поступающему от интегратора 14 (не показано).В положении 11 ключа 15 на второй5 вход сумматора 10 поступает сигнал от блока 12 умножения, в котором на основе сигналов, поступающих от усилителя 18 и от блока 13, формируется 10 результирующий сигнал, соответствующий прямолинейному или экспоненциальному законам снижения величины подачи Сн, который при замкнутом ключе 15 имеет вид(6) путем дифференцирования в блоке 11сигнала, поступающего от линейногодатчика 7 либо от кругового датчика8 обратной связи в зависимости отконструкции моделируемой реальнойсистемы управления круглошлифовальным станком 1. На выходе блока 11дифференцирования Формируется сигнал,пропорциональный текущему значениюфактической скорости перемещенияшлифовальной бабки 4 в течение времени Т цикла шлифования, и посту пает на первый вход сумматора 10 каквеличина -Г,. В итоге на выходе сумматора 10 формируется суммарный сигнал -Г, а на выходе усилителя 17сигнал Г, который поступает на управляющий вход электродвигателя 6.Изменением величин Сн ,, с,Гфн и фа также коэффициентов 1ф а4 и ( , входящих в уравнения (1)- (5), возможно моделирование параметров системы управления круглошпифовального станка 1.Сигнал Г, поступающий на входэлектродвигателя 6, задающего перемещение шлифовальной бабки 4, формируется на основе сигналов, поступающих на входы сумматора 10 и пропорциональных соответственно задаваемому системой управления изменениювеличины подачии фактическойскорости 1 перемещения шлифовальнойбабки 4. Последний сигнал, в своюочередь, зависит как от характеристики редуктора 2 и винта 3 подачишлифовальной бабки 4 (например,жесткости), так и от параметров процесса резания при обработке детали5 (например, радиальной составляющей силы резания). Таким образом,и сигнал О зависит от параметровпроцессарезания детали 5.Следовательно, с помощью устройства возможен айализ взаимосвязипараметров системы управления и задаваемых ею режимов обработки с филибо м (н + н3. при Ос 7 с"иссечь,И+).е "ф е(т) = (с+ с ) (1 -А Г )при Ос Гс 7, (2) где ьц - суммарное время цикла шлифования.Возможно также формирование сигналов, поступающих на второй вход сумматора 10, которые имеют вид где 1 и- коэффициенты, пропорциональные постоянной времени.Для этого при замкнутом ключе 15 в течение времени цикла с ( сключ 16 находится в положении 1, и сигнал от усилителя 18 аналогично описан" ному вьппе поступает на второй вход сумматора 10. При времени циклапо управляющему сигналу, поступающему от интегратора 14 (не показано), ключ 16 переводится в положение 11. Таким образом, далее на второй вход сумматора 10 поступает сигнал, формируемый в блоке 12 умножения аналогично описанному вьппе, В итоге обеспечивается реализация законов (4) и (5) изменения величины подачив течение цикла шлифования,Фактическое перемещение В шлнфовальной бабки 4 измеряется с помощью линейного датчика 7 либо косвенно с помощью кругового датчика 8 поворота винта 3 подачи шлифовальной бабки 4. Для получения сигнала о фактической скорости сф перемещения шлифовальной бабки 4 решается уравнение вида1410070 рования, выход которого подключен кпервому входу сумматора, о т л ич а ю щ е е с я тем, что, с целью 5расширения функциональных возмояостей за счет учета управляющего воз"действия на исполнительный механизм,оно содержит первый, второй и третийделители напряжения, интегратор, блокнелинейности типа экспонента, блокумножения, первый и второй ключ исуммирующий усилитель, первый входкоторого соединен через первый ключс выходом первого делителя напряжения второй Вход суммирующего усилителя соединен с выходом второгоделителя напряжения, выход суммирующего усилителя соединен с первымвходом блока умножения и через за мыкающий контакт второго ключа соединен с вторым входом сумматора,выход третьего делителя напряженияподключен к входу интегратора, выход которого соединен с входом блока 25 нелинейности типа экспонента, выходкоторого соединен с вторым входомблока умножения, выход которогодинен с размыкающим контактом вго ключа, выходы блока опорногоряжения подключены соответственнок входам делителей напряжения. сое" торо- напоставитель В, Гечаехред А,Кравчук Кор Спе Ред акт ор Л,Патай 47 Тираж 704ВНИИПИ Государственного компо делам изобретений и от 13035, Москва, Ж, Раушская Заказ 3483 одписно тета СССРрытийнаб., д. 4/ фическими процессами, возникающими ,ф процессе резания обрабатываемой поверхности детали. 5, и тем самым ф точностными показателями обработси, а также автоматизированный выбор оптимальных законов изменения одачи С и величин конкретных параетров системы управления для заданк условий обработки. Тйк, например, огут быть выбраны оптимальные пааметры системы управления, обеспеающие заданную точность обработки (точность размера, геометрической ормы детали и шероховатость поверх- ости) при сокращении времени цикла бработки на 20-307. мула изобрет Устройство для моделирования паетров системы управления круглофовального станка, содержащее к опорного напряжения, физическую ель круглошлифовального станка, умматор, выход которого через усиель соединен с входом перемещения олнительного механизма физической ели круглошпифовального станка, од линейной скорости которой динен с входом блока дифференциоизводственно-полиграфическое и тие, г, Ужгород., ул. Проектна
СмотретьЗаявка
4163568, 18.12.1986
А. В. Жвирблис и И. Ю. Скучас
ЖВИРБЛИС АЛЬГИС ВЛАДОВИЧ, СКУЧАС ИГНАС ЮОЗОВИЧ
МПК / Метки
МПК: G06G 7/48
Метки: круглошлифовального, моделирования, параметров, системы, станка
Опубликовано: 15.07.1988
Код ссылки
<a href="https://patents.su/4-1410070-ustrojjstvo-dlya-modelirovaniya-parametrov-sistemy-upravleniya-krugloshlifovalnogo-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для моделирования параметров системы управления круглошлифовального станка</a>
Устройство выделения сигнала яркости из полного цветового видеосигнала системы секам

Номер патента: 1818710
Опубликовано: 30.05.1993
Авторы: Басий, Гофайзен, Дидыч, Крюкова, Платзерова, Шишкин
МПК: H04N 9/78
Метки: sekam, видеосигнала, выделения, полного, сигнала, системы, цветового, яркости
...комбинат "Патент". г Ужгород, ул.Гагарина и 1 Изобретение относится к технике цветного телевидения и может быть использова. но при построении декодеров ТВ-приемников системы СЕКАМ.Цель изобретения - уменьшение искажений сигнала яркости на наклонных яркостных переходах,На чертеже представлена структурная электрическая схема устройства выделения сигнала яркости в системе СЕКАМ.Устройство содержит первую 1, вторую 2 и третью 3 линии задержки, сумматор 4, блок 5 управления, интерполятор б, коммутатор, 7.Интерполятор 6 может быть построен на основе сумматора сигналов, поступающих на его первый и второй входы, с последующим делением результата суммирования,Полный цветовой видеосигнал поступает на вход первой линии 1...
Блок обработки матричной вычислительной системы

Номер патента: 1827675
Опубликовано: 15.07.1993
Авторы: Байда, Литвиненко, Нестеренко, Тимонькин, Ткаченко, Харченко
МПК: G06F 15/00, G06F 15/16
Метки: блок, вычислительной, матричной, системы
...этот выполняется с помощью двух первого 2 и второго 3 узлов постоянной памяти, Таблицы входов-выходов приведены на фиг.2 и 3, на этих же таблицах приведено какие сигналы (ех или еу 1 и с выходов каких БОИ(относительно . 4 ОИ (.коммутируются на их входы, а также информационные выходы каких БОИ при том или ином сочетании сигналов выбираются с помощью выходных коммутаторов.Рассмотрим пример выполнения коммутации выходов БОИ на примере БОИ (2,4) фиг.4,а БОИ (2.4) является захваченным, так как под ним расположен отказавший БОИ (3,4), не являющийся самым левым отказавшим БОИ строки 3. Следовательно, еу (+1,у= 1. Но БОИ (2.4) является самым левым захваченным БОИ строки 2, следовательно на его вход 32 поступает нуль, т.е. ехф (1, 1-1) = 1....
Система управления

Номер патента: 1092461
Опубликовано: 15.05.1984
МПК: G05B 11/00
...входом первого ключа, а третий выход - с управляющим входом блока контроля знака, первый выход которого соединен с входом блока изменения пропорциональной составляющей, второй выход - с управляющим входом первогоключа, а выход - с выходом блока умножения, причем выход блока диффе ренцирования соединен с входами блока умножения и блока контроля модуля, выход блока изменения пропорциональ 5 ной составляющей соединен со вторым входом блока пропорционального регулирования, выход блока изменения интегральной составляющей - со вторым входом блока интегрального регулирования, выход которого через второй ключ соединен со вторым входом блока сумматора, дополнительно включен коммутирующий блок, первый и второй выходы которого соединены...
Устройство для определения времени проведения технического обслуживания системы

Номер патента: 1571633
Опубликовано: 15.06.1990
Автор: Терентьев
МПК: G07C 3/08
Метки: времени, обслуживания, проведения, системы, технического
.... Пл этооосле этого на выходе 2 блока 441необходимо (при КО) или нет (припоявляется задержанный импульс, котоК= О) техническое обслуживание.1рый устанавлинает сумматор 3 в нулеБлок 26 вычислений работает сле- вое состояние и поступает на первыедующим образом. входы элементов И 42 и 46, считываяКИнформация, содержащая значение информацию из сумматора 33 и регистР; , поступает параллельным кодом на ра 45, который находился в перноиавход 1 регистра 39. На вход 6 блока 40 чальный момент в нулевом состоянии,вычислений при запуске блока 27 уп- Информация с выходов обоих регистровравления или на вход 5 при дальней- параллельным кодом поступает на входышей работе поступают импульсы, кото- блока 47 сравнения. Если величина,рые, пройдя через...
Телемеханическая система с временным разделением каналов

Номер патента: 616648
Опубликовано: 25.07.1978
МПК: G08C 19/28
Метки: временным, каналов, разделением, телемеханическая
...один из входов блокасравнения 10, на другой вход которогочерез блоксопряжения 4 поступает кодпередаваемый по линии связи 2 . Благодаря наличию связи между входом ивыходом регистра 13, записанный внем код в пределах каждого слова восстанавливается.Аналогично осуществляется восстановление в регистре 14 кода командытелеуправления.При наличии несовпадения хотя быв одном из разрядов в кодах,поступа-ющих на входы блока сравнения 10,никаких сигналов на выходе этогоблока не вырабатывается. При .совпадении обоих кодов на выходах блокасравнения 10 формируются сигналы,один из которых запирает ключ 29,запрещая таким образом выход очередного синфазирующего импульса в линиюсвязи 2 через блок сопряжения 4, адругой отпирает ключ 28, благодаря чему...
Предыдущий патент: Устройство для решения дифференциальных уравнений в частных производных
Следующий патент: Оптико-электронное корреляционное устройство
Случайный патент: Устройство для измерения выгорания масла