Ротор инжекции роторной линии для литья изделий из термопластов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
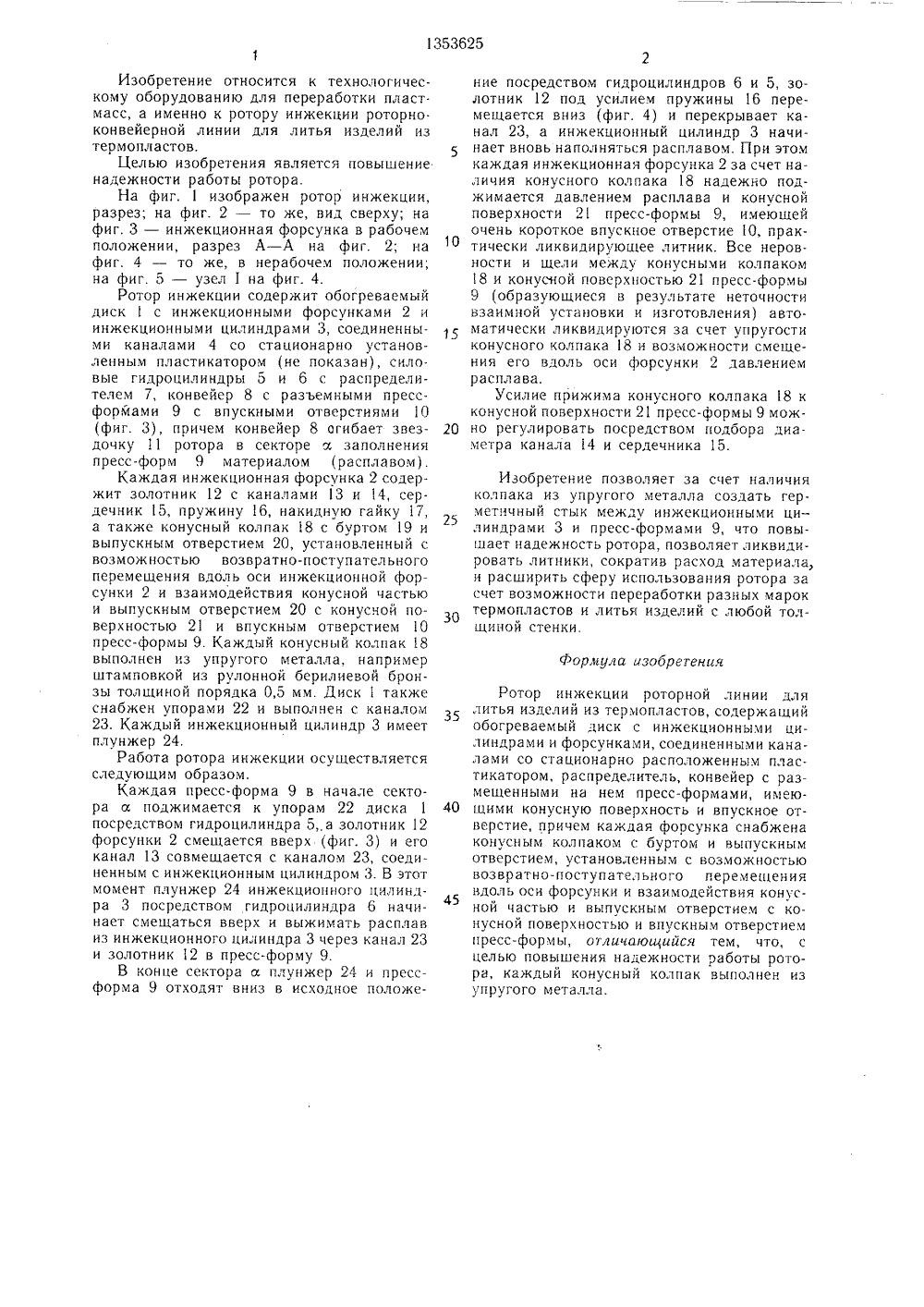
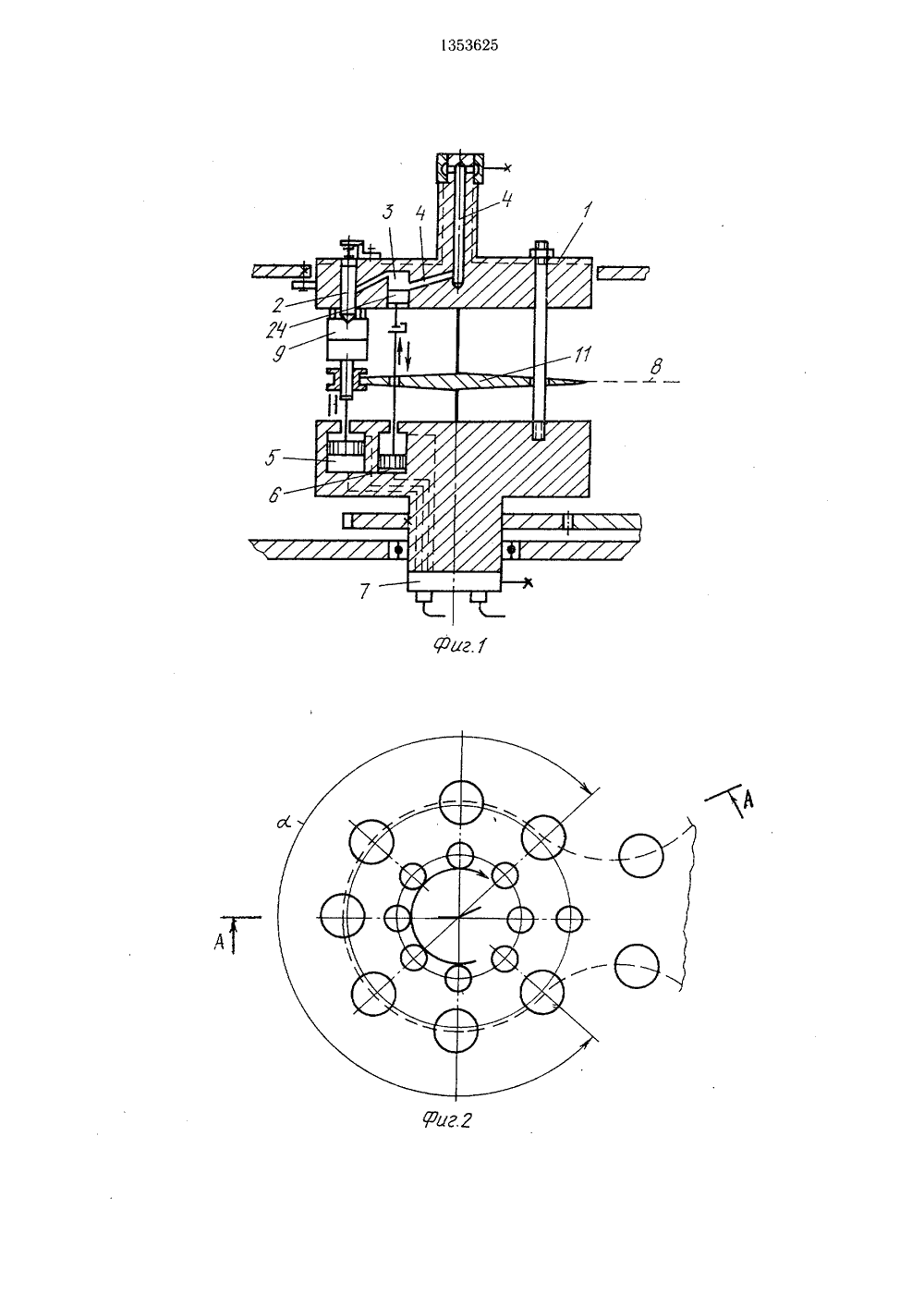
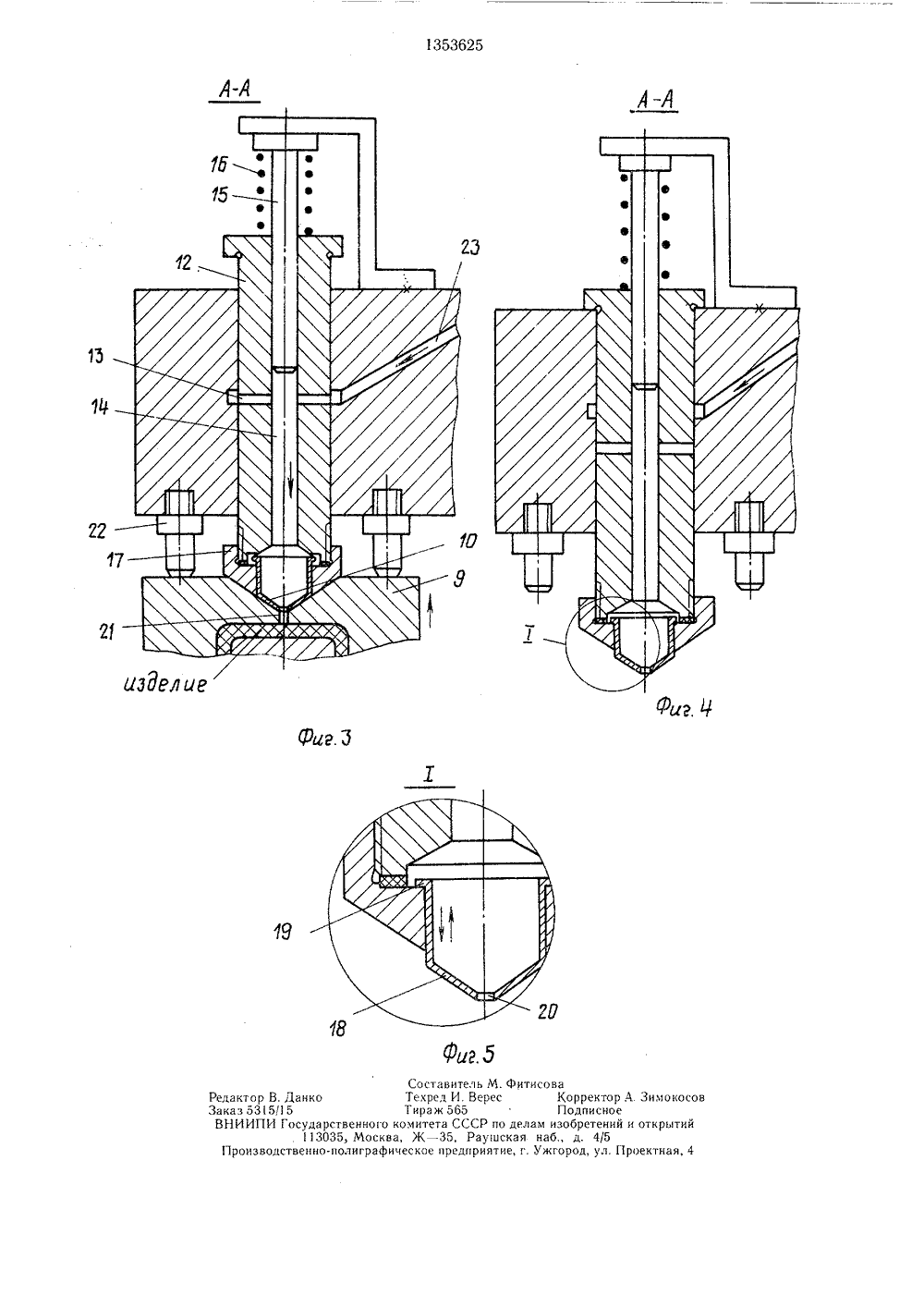
(54) РОТОР ЛИНИИ ДЛЯ МОПЛАСТОВ (57) Изобрет из термопласт ниях. Цель из дежности раб обогреваемого линдрами и фо ны каналами ным пластик ние касается литья изделии в на роторно-конвейерных лиобретения - повышение наты ротора. Ротор состоит из диска с инжекционными цирсунками. Форсунки соединесо стационарно установленатором. На конвейере размеГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ ВТОРСКОМУ СВИДЕТЕЛЬСТВУ(56) Патент Великобритании865216,кл. 87(2)А, опублик, 1962.Авторское свидетельство СССР536060, кл. В 29 С 45/08, 1974.ИНЖЕКЦИИ РОТОРНОЙЛИТЬЯ ИЗДЕЛИЙ ИЗ ТЕРщены пресс-формы, имеющие конусную поверхность и впускное отверстие. Каждая форсунка снабжена конусным колпаком с выпускным отверстием. Конусный колпак установлен с возможностью возвратно-поступательного перемещения вдоль оси форсунки и взаимодействия конусной частью и выпускным отверстием с конусной поверхностью и впускным отверстием пресс-формы. Каждый конусный колпак выполнен из упругого металла. При работе ротора каждая инжекционная форсунка за счет наличия конус- ного колпака надежно поджимается давлением расплава к конусной поверхности прессформы. За счет упругости материала конусного колпака все неровности и щели, образующиеся в процессе изготовления и монтажа, ликвидируются. Это образует герметичный стык между форсункой и пресс- формой, исключает утечки материала. В конечном итоге надежность работы ротора повышается. 5 ил.5 1 О 15 20 Формула изобретения Изобретение относится к технологическому оборудованию для переработки пластмасс, а именно к ротору инжекции роторно- конвейерной линии для литья изделий из термопластов.Целью изобретения является повышение надежности работы ротора,На фиг. 1 изображен ротор инжекции, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - инжекционная форсунка в рабочем положении, разрез А - А на фиг. 2; на фиг. 4 - то же, в нерабочем положении; на фиг. 5 - узел 1 на фиг. 4.Ротор инжекции содержит обогреваемый дискс инжекционными форсунками 2 и инжекционными цилиндрами 3, соединенными каналами 4 со стационарно установленным пластикатором (не показан), силовые гидроцилиндры 5 и 6 с распределителем 7, конвейер 8 с разъемными прессформами 9 с впускными отверстиями 10 (фиг. 3), причем конвейер 8 огибает звездочку 11 ротора в секторе х заполнения пресс-форм 9 материалом (расплавом).Каждая инжекционная форсунка 2 содержит золотник 12 с каналами 13 и 14, сердечник 15, пружину 6, накиднук) гайку 17, а также конусный колпак 18 с буртом 19 и выпускным отверстием 20, установленный с возможностью возвратно-поступательного перемещения вдоль оси инжекционной форсунки 2 и взаимодействия конусной частью и выпускным отверстием 20 с конусчой поверхностью 21 и впускным отверстием 10 пресс-формы 9. Каждый конусный колпак 8 выполнен из упругого металла, например штамповкой из рулонной берилиевой бронзы толщиной порядка 0,5 мм. Дисктакже снабжен упорами 22 и выполнен с каналом 23. Каждый инжекционный цилиндр 3 имеет плунжер 24.Работа ротора инжекции осуществляется следующим образом,Каждая пресс-форма 9 в начале сектора а поджимается к упорам 22 диска 1 посредством гидроцилиндра 5 а золотник 12 форсунки 2 смещается вверх (фиг. 3) и его канал 13 совмещается с каналом 23, соединенным с инжекционным цилиндром 3. В этот момент плунжер 24 инжекционного цилиндра 3 посредством гидроцилиндра 6 начинает смещаться вверх и выжимать расплав из инжекционного цилиндра 3 через канал 23 и золотник 12 в пресс-форму 9.В конце сектора а плунжер 24 и прессформа 9 отходят вниз в исходное положение посредством гидроцилиндров 6 и 5, золотник 12 под усилием пружины 16 перемещается вниз (фиг. 4) и перекрывает канал 23, а инжекционный цилиндр 3 начинает вновь наполняться расплавом. При этом каждая инжекционная форсунка 2 за счет наличия конусного колпака 18 надежно поджимается давлением расплава и конусной поверхности 2пресс-формы 9, имеющей очень короткое впускное отверстие 10, практически ликвидирующее литник. Все неровности и щели между конусными колпаком 8 и конусной поверхностью 21 пресс-формы 9 (образующиеся в результате неточности взаимной установки и изготовления) автоматически ликвидируются за счет упругости конусного колпака 18 и возможности смещения его вдоль оси форсунки 2 давлением расплава,Усилие прижима конусного колпака 18 к конусной поверхности 21 пресс-формы 9 можно регулировать посредством подбора диаметра канала 14 и сердечника 15. Изобретение позволяет за счет наличия колпака из упругого металла создать герметичный стык между инжекционными ци - линдрами 3 и пресс-формами 9, что повышает надежность ротора, позволяет ликвидировать литники, сократив расход материала, и расширить сферу использования ротора за счет возможности переработки разных марок термопластов и литья изделий с любой толщиной стенки. Ротор инжекции роторной линии для литья изделий из термопластов, содержащий обогреваемый диск с инжекционными цилиндрами и форсунками, соединенными каналами со стационарно расположенным пластикатором, распределитель, конвейер с размещенными на нем пресс-формами, имеющими конусную поверхность и впускное отверстие, причем каждая форсунка снабжена конусным колпаком с буртом и выпускным отверстием, установленным с возможностью возвратно-поступательного перемещения вдоль оси форсунки и взаимодействия конусной частью и выпускным отверстием с конусной поверхностью и впускным отверстием пресс-формы, от гичающийся тем, что, с целью повышения надежности работы ротора, каждый конусный колпак выполнен из упругого металла.ова Составитель М. ФитиТехред И. ВересТираж 565ного комитета СССР по делаосква, Ж - 35, Раушскаяграфицеское предприятие, г. Редактор В. ДанкоЗаказ 5315115ВНИИПИ Государствен113035, МПроизводственно-поли Корректор А ЗимокосоПодписноем изобретений и открытийаб., д. 4/5жгород, ул. Проектная, 4
СмотретьЗаявка
4086642, 02.07.1986
В. М. Таныгин, В. М. Семенов, А. М. Поздняков и Н. 3. Луцков
ТАНЫГИН ВИТАЛИЙ МАТВЕЕВИЧ, СЕМЕНОВ ВАЛЕРИЙ МИХАЙЛОВИЧ, ПОЗДНЯКОВ АНАТОЛИЙ МИХАЙЛОВИЧ, ЛУЦКОВ НИКОЛАЙ ЗАХАРОВИЧ
МПК / Метки
МПК: B29C 45/04, B29C 45/56
Метки: инжекции, линии, литья, ротор, роторной, термопластов
Опубликовано: 23.11.1987
Код ссылки
<a href="https://patents.su/4-1353625-rotor-inzhekcii-rotornojj-linii-dlya-litya-izdelijj-iz-termoplastov.html" target="_blank" rel="follow" title="База патентов СССР">Ротор инжекции роторной линии для литья изделий из термопластов</a>
Дебалансный ротор конусной инерционной дробилки

Номер патента: 904772
Опубликовано: 15.02.1982
Авторы: Зарогатский, Иванов, Лосева
МПК: B02C 2/02
Метки: дебалансный, дробилки, инерционной, конусной, ротор
...такая операция из-за наличия пружины затруднительна даже в малых дробилках, а в больших промышленных машинах невозможна без их разборки.Цель изобретения - . улучшение эксплуатации путем упрощения регулировки статического момента дебалансного ротора.Указанная цель достигается тем, что в дебалансном роторе конусной инерционной дробилки, содержащем размещенную на валу дробящего конуса подшипниковую втулку, имеющую выполненную в ее корпусе полость с установленными в ней подвижными грузами, втулка снабжена размещенным в ее полости ползуном с установочным фиксатором, соединенным посредством тяговых тросов с каждым из грузов,На фиг. 1 схематически показан дебалансный ротор, (разрез); на фиг. 2 - разрез А - А на фиг, 1.Привод включает...
Гидравлический пресс для прессования масс в формах штабелем

Номер патента: 36175
Опубликовано: 30.04.1934
Автор: Клейнер
МПК: B30B 11/14, B30B 15/30
Метки: гидравлический, масс, пресс, прессования, формах, штабелем
...направлению к крюка собирается штабель из н ия масс в формах аявленному 7 декаб9867).30 апреля 1934 года. ного веса, заходят за выступающие верхние кромки прессформы и удерживают ее на высоте. К колоннам пресса приделаны планки 9, направляющие прессформы.Прессформа, поданная рольгангом и удержанная остановами на определенном месте, поднимается выступа ми 4 поршневой плиты 3 на определенную высоту, на которой удерживается крюками 8 после опускания поршня 9. Следующая прессформа при таком же подъеме поршня 2 поднимает предыдущую прессформу и при опускании поршня занимает ее место на удерживающих крюках 8.Это продолжается до тех пор, пока не наберется полный штабель и верхняя форма не упрется в верхнюю опорную плиту головки пресса,...
Установка для регулирования присадки ротора конусной мельницы

Номер патента: 129937
Опубликовано: 01.01.1960
Автор: Янишевский
МПК: B07B 1/48
Метки: конусной, мельницы, присадки, ротора
...настройке датчика вращением винтов 7 перемещают фотоэлемент 5, жестко связанный с источником света 6, до совпадения стрелки 8 с соответствующим делением шкалы 9.На трубке а устанавливают фотоэлектрическую следящую систему на нижний допуск, а на трубке б - на верхний допуск величины разрежения в отсасывающей камере вала. В зависимости от разрежения в камере отсасывающего вала уровень ртути в трубках а и б может не перекрывать или перекрывать световые потоки, падающие на фотоэлементы; он может также в трубке а перекрывать световой поток, а в129937 трубке б не перекрывать его. В первом случае степень разрежения з камере ниже допуска, установленного для данного сорта бумаги, чго говорит о том, что бумажная масса недомолота и необходимо...
Устройство для пробивки отверстий в заготовке спиральной формы

Номер патента: 557848
Опубликовано: 15.05.1977
Автор: Бузуев
МПК: B21D 28/30
Метки: заготовке, отверстий, пробивки, спиральной, формы
...на стойке, причем часть ее расположена между концентричными кольцами. Кроме того, для обеспечения беспрепятственного перемещения заготовки между кольцамп на стойке расположен дополнительный копир, сообщающий перемещение фиксаторам, а для снижения изгибающих усилий, воздействующих на пуансоны, ролик установлен на регулируемой ползушке.На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - разрез по А - А на фиг. 1.Устройство содержит стойку 1, на которой на оси 2 закреплен барабан, выполненный в виде кольца 3, несущего матрицы 4 для пробивки отверстий и нож 5 для отрезки требуемого куска заготовки, соответствующего длине одного витка спирали, и связанного с кольцом 3 подпружиненными фиксаторами 6 кольца 7, несущего пуансоны...
Устройство для пробивки отверстий в трубах изогнутой формы

Номер патента: 1038013
Опубликовано: 30.08.1983
Авторы: Гребенкин, Кузнецов, Сокунов
МПК: B21D 28/28
Метки: изогнутой, отверстий, пробивки, трубах, формы
...в полость трубы,Цель изобретения " обеспечениевозможности пробивки отверстий научастках, удаленных от торцов трубы,3 30и упрощение процесса пробивки,Поставленная цель достигается, тем что в устройстве для пробив"ки отверстий в трубах изогнутой формы с технологическим отверстиемв стенке, содержащем матрицу с по- З 5верхностью, соответствующей наружной поверхности участка обрабатываемой трубы, тягу, установленную свозможностью перемещения вдоль осиматрицы, пуансон, закрепленный на 40тяге, и фиксатор относительного положения пуансона и матрицы, тяга выполнена составной, в виде гибкойэластичной трубки и стержня с фланцем, закрепленного на одном конце 45трубки, а пуансон размещен междуторцом трубки и фланцем стержня,13 гНа фиг. 1 показаны...
Предыдущий патент: Установка для приготовления и литья полимерных материалов
Следующий патент: Устройство для установки арматуры в пресс-форму
Случайный патент: Роликоопорл ленточного конвейера