Способ изготовления чашечных сепараторов для подшипников качения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
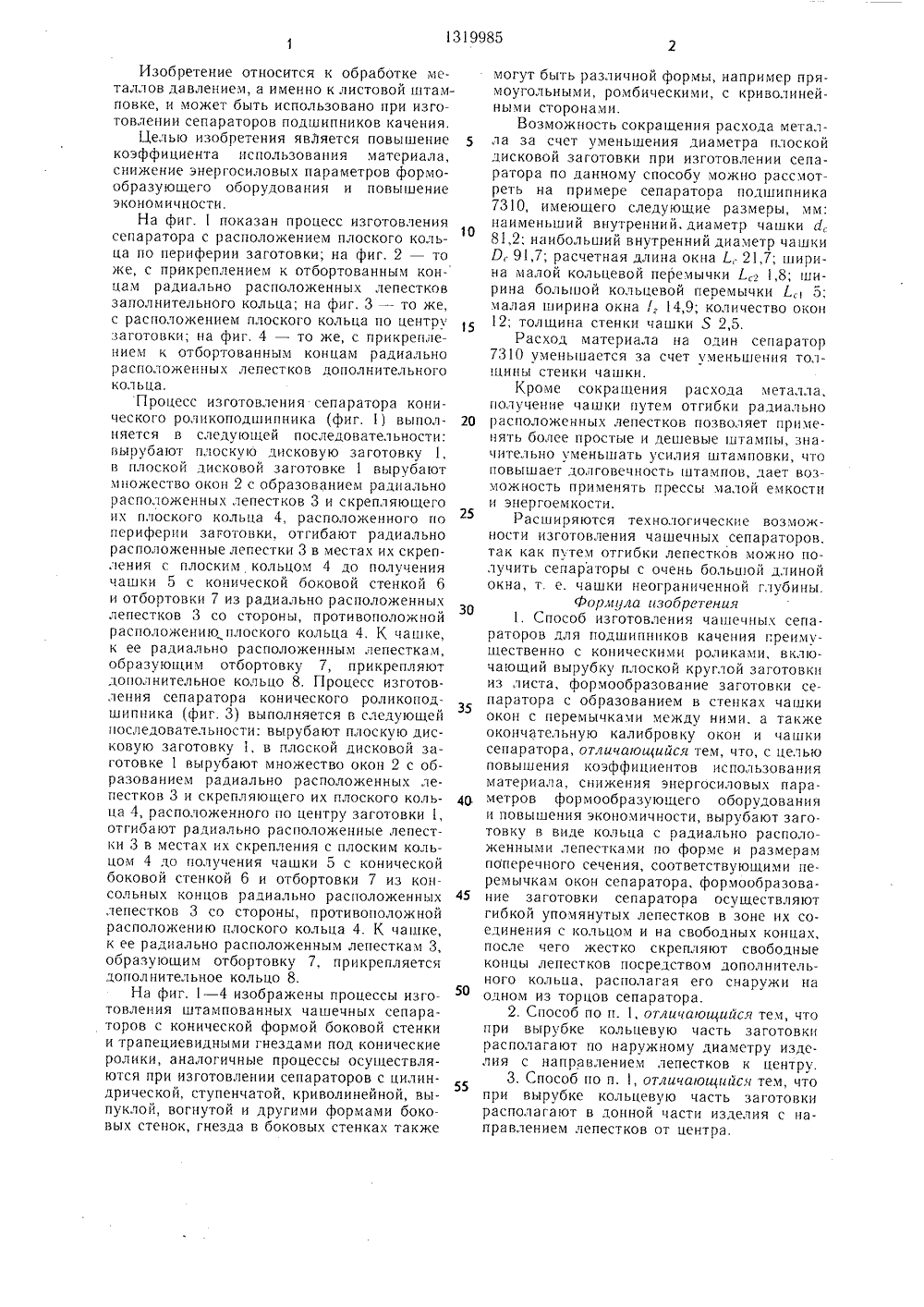
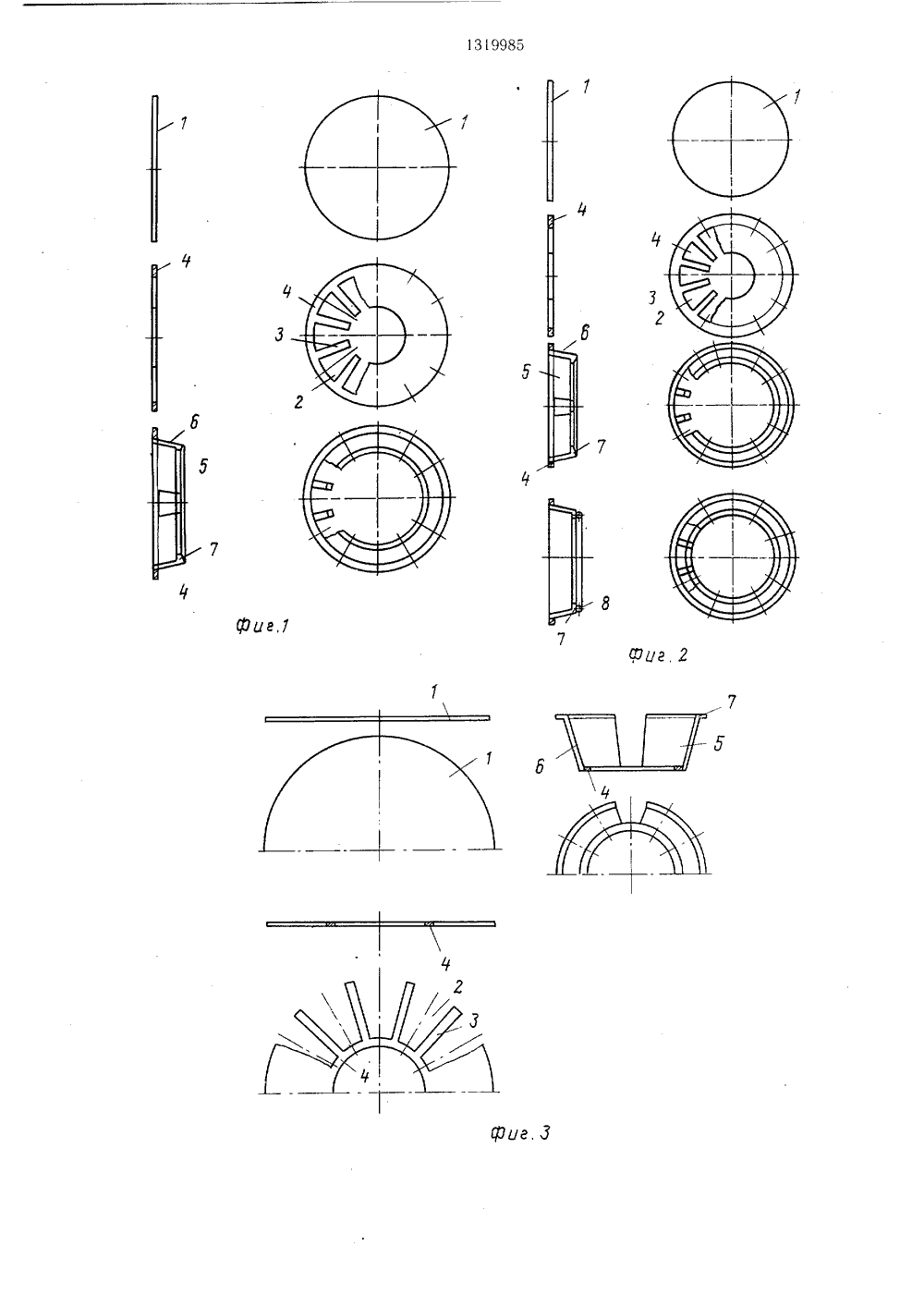
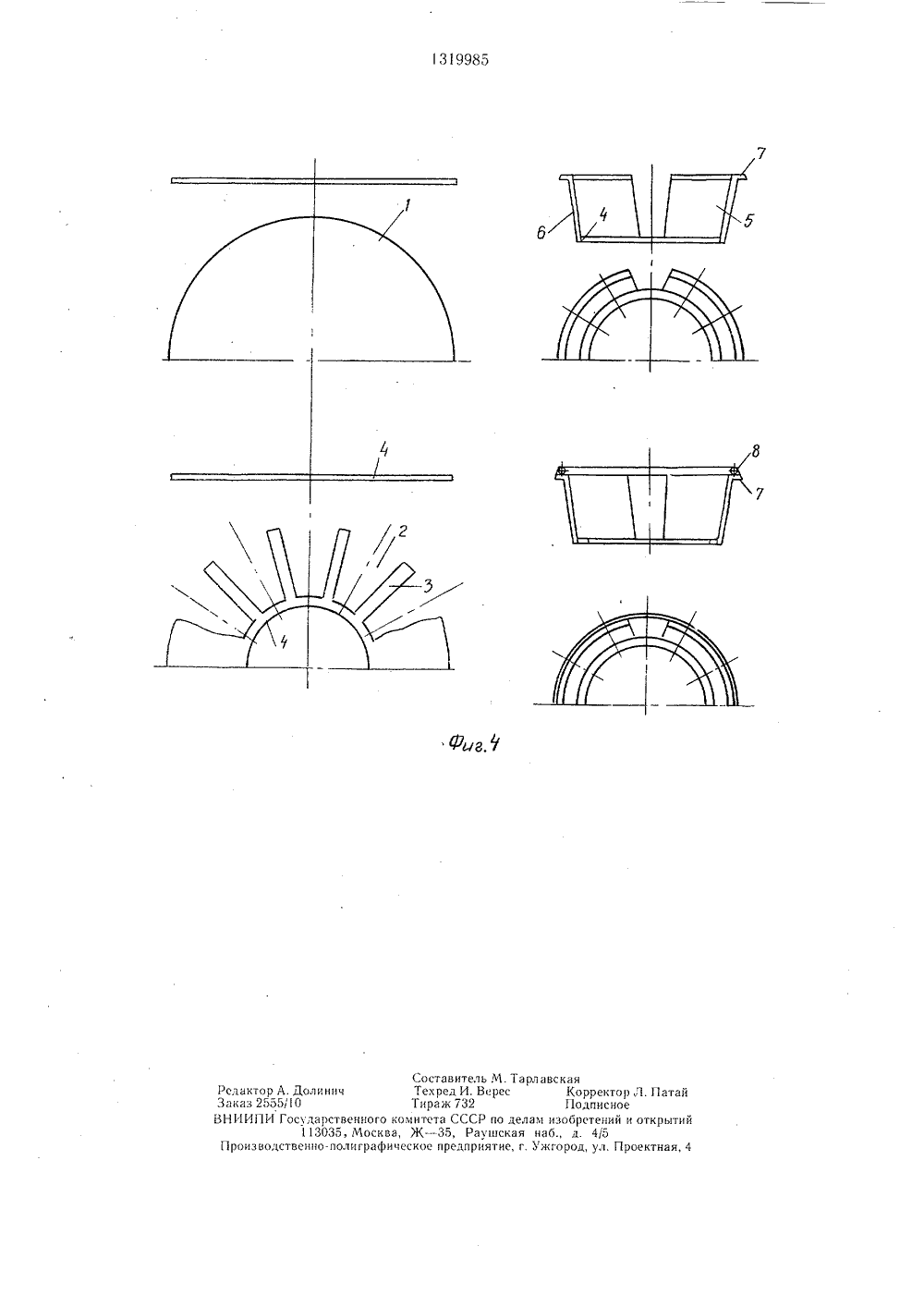
) 3 1 с ЫКЮ у 4 11, ( ИЗОБРЕТЕНИ ПИ Всесоюзного структорскодшипников вскии ССР80. СУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ А ВТОРСКОМУ СВИ ЕТЕЛЬСТ(71) Куйбышевский филиалнаучно-исследовательского котехнологического института попромышленности(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЧАПЕЧНЫХ СЕПАРАТОРОВ:.1 ЛЯ 110 ДГШ 1 ПНИКОВ КАЧЕНИЯ(57) Изобретение относится к обработке металлов давлением и можег быть использовано при изготовлении сепараторов подшипников качения. Изобретение обеспсчи. вает повышение коэффициента использования материала, снижение энс ргосиловых параметров формообразующего оборудования и повышение экономичности. Сначала из места вырубают круглую заготовку с радиально расположенными лепестками, соединенными кольцами. Затем лепестки гнут в зоне соединения их с кольцами. С помощью дополнительного кольца соединяюг свобод. ные концы лепестков. 2 з. и. ф-лы, 4 ил.1 О 15 20 Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано при изготовлении сепараторов подшипников качения. Целью изобретения является повышение коэффициента использования материала, снижение энергосиловых параметров формообразующего оборудования и повышение экономичности.На фиг. 1 показан процесс изготовления сепаратора с расположением плоского кольца по периферии заготовки; на фиг. 2 - то же, с прикреплением к отбортованным концам радиально расположенных лепестков заполнительного кольца; на фиг. 3 - то же, с расположением плоского кольца по центру заготовки; на фиг. 4 - то же, с прикреплением к отбортованным концам радиально расположенных лепестков дополнительного кольца.Процесс изготовления сепаратора конического роликоподшипника (фиг, 1) выполняется в следующей последовательности: вырубают плоскую дисковую заготовку 1,в плоской дисковой заготовке 1 вырубают множество окон 2 с образованием радиально расположенных лепестков 3 и скрепляющего их плоского кольца 4, расположенного по периферии заготовки, отгибают радиально расположенные лепестки 3 в местах их скрепления с плоским кольцом 4 до получения чашки 5 с конической боковой стенкой 6 и отбортовки 7 из радиально расположенных лепестков 3 со стороны, противоположной расположению плоского кольца 4. К чашке, к ее радиально расположенным лепесткам, образующим отбортовку 7, прикрепляют дополнительное кольцо 8. Процесс изготовления сепаратора конического роликоподшипника (фиг. 3) выполняется в следующей последовательности: вырубают плоскую дисковую заготовку 1, в плоской дисковой заготовке 1 вырубают множество окон 2 с образованием радиально расположенных лепестков 3 и скрепляющего их плоского кольца 4, расположенного по центру заготовки 1, отгибают радиально расположенные лепестки 3 в местах их скрепления с плоским кольцом 4 до получения чашки 5 с конической боковой стенкой 6 и отбортовки 7 из консольных концов радиально расположенных лепестков 3 со стороны, противоположной расположению плоского кольца 4. К чашке, к ее радиально расположенным лепесткам 3, образующим отбортовку 7, прикрепляется дополнительное кольцо 8.На фиг. 1 - 4 изображены процессы изготовления штампованных чашечных сепараторов с конической формой боковой стенки и трапециевидными гнездами под конические ролики, аналогичные процессы осуществляются при изготовлении сепараторов с цилиндрической, ступенчатой, криволинейной, выпуклой, вогнутой и другими формами боковых стенок, гнезда в боковых стенках также 25 30 35 4 О 45 50 55 могут быть различной формы, например прямоугольными, ромбическими, с криволинейными сторонами.Возможность сокращения расхода металла за счет уменьшения диаметра плоской дисковой заготовки при изготовлении сепаратора по данному способу можно рассмотреть на примере сепаратора подшипника 7310, имеющего следующие размеры, мм: наименьший внутренний. диаметр чашки д, 81,2; наибольший внутренний диаметр чашки О, 91,7; расчетная длина окна 1. 21,7; ширина малой кольцевой перемычки , 1,8; ширина большой кольцевой перемычки ч 5; малая ширина окна (, 14,9; количество окон 2; толщина стенки чашки 5 2,5.Расход материала на олин сепаратор 7310 уменьшается за счет уменьшения толщины стенки чашки.Кроме сокращения расхода металла, получение чашки путем отгибки радиально расположенных лепестков позволяет применять более простые и дешевые штампы, значительно уменьшать усилия штамповки, что повышает долговечность штампов, дает возможность применять прессы малой емкости и энергоемкости.Расширяются технологические возможности изготовления чашечных сепараторов, так как путем отгибки лепестков можно получить сепараторы с очень большой длиной окна, т. е. чашки неограниченной глубины.Форльула изобретения1. Способ изготовления чашечных сепараторов для подшипников качения преимущественно с коническими роликами, включающий вырубку плоской круглой заготовки из листа, формообразование заготовки сепаратора с образованием в стенках чашки окон с перемычками между ними, а также окончательную калибровку окон и чашки сепаратора, отличающийся тем, что, с целью повышения коэффициентов использования материала, снижения энергосиловых параметров формообразующего оборудования и повышения экономичности, вырубают заготовку в виде кольца с радиально расположенными лепестками по форме и размерам поперечного сечения, соответствующими перемычкам окон сепаратора, формообразование заготовки сепаратора осуществляют гибкой упомянутых лепестков в зоне их соединения с кольцом и на свободных концах, после чего жестко скрепляют свободные концы лепестков посредством дополнительного кольца, располагая его снаружи на одном из торцов сепаратора.2. Способ по п. 1, отличающийся тем, что при вырубке кольцевую часть заготовки располагают по наружному диаметру изделия с направлением лепестков к центру.3. Способ по п. 1, отличающийся тем, что при вырубке кольцевую часть заготовки располагают в донной части изделия с направлением лепестков от центра.Составитель М. ТаТекред И. ВересТираж 732итета СССР по делЖ - 35, Раушскаякое предприятие, г ланскаяКорректор Л. ПатайПодписноеаги изобретений и открытийнаб., д. 45Ужгород, ул. Проектная, 4
СмотретьЗаявка
3834111, 26.12.1984
КУЙБЫШЕВСКИЙ ФИЛИАЛ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОГО ИНСТИТУТА ПОДШИПНИКОВОЙ ПРОМЫШЛЕННОСТИ
КУРЕПОВ ЮРИЙ ПЕТРОВИЧ, ПИКОВСКИЙ ВЛАДИМИР АНАТОЛЬЕВИЧ, КУЗНЕЦОВ ЭДУАРД ДМИТРИЕВИЧ
МПК / Метки
МПК: B21D 53/12
Метки: качения, подшипников, сепараторов, чашечных
Опубликовано: 30.06.1987
Код ссылки
<a href="https://patents.su/4-1319985-sposob-izgotovleniya-chashechnykh-separatorov-dlya-podshipnikov-kacheniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления чашечных сепараторов для подшипников качения</a>
Прибор для измерения радиального зазора в гнездах змейкового сепаратора радиального шарикоподшипника

Номер патента: 1696836
Опубликовано: 07.12.1991
МПК: G01B 5/14
Метки: гнездах, зазора, змейкового, прибор, радиального, сепаратора, шарикоподшипника
...между гнезда 1 ми. 10На фиг.1 представлен прибор; на фиг.2, - разрез А - А на фиг.1,Прибор для измерения радиального зазора в гнездах змейкового сепаратора со.,держит основание 1, установленную на нем 15в центрах 2 и 3 оправку 4, на которой размещены базовый диск 5 с равнорасположенными по окружности упорами 6, имеющимина торце гнездо 7, прижимной диск 8 и гайку9, механизм перемещения измеряемых ша,риков в гнездах полусепаратора и индика-тор 10.Механизм перемещения шарика выпол"йен в виде установленного на диске 5 иподпружиненного пружиной 11 двуплечего 25рычага 12 и взаимодействующего с нимвторого рычага 13, установленного на ос. новании 1 и подпружиненного пружиной 14.Количество упоров 6 нб базовом диске 5 имеханизмов перемещения...
Сепаратор к станку для двухсторонней доводки плоских поверхностей

Номер патента: 454986
Опубликовано: 30.12.1974
Авторы: Балыков, Камка, Кутейников, Пантелюшкин
МПК: B24B 7/00
Метки: двухсторонней, доводки, плоских, поверхностей, сепаратор, станку
...штрихов обработки,Целью изобрстеция является создание такого сепаратора кольцевой формы к станку длядвухсторонней доводки плоских поверхностейна невращающихся плитах-притцрах, которыйпри вращательном и возвратно-поступательном перемещении с помощью привода обеспечивал бь повыцСццс производительности, чис 10 тоты ц точности обраооткц путем созданиясложной тряектор;и срсмсщсция деталей поплитам-прцтирям,Зто достигается т 31, что сепаратор выполнен с сицусоцдообрязцой гцутреццсй цоверхно 15 стью, рч 1 ем для обсс".сия возможностирегулирования параметров сицусоцдообразнойвнутренней поверхности, последняя выполненав виде деформируемой упругой ленты, закрепленной В точках Оштяктя с поьерхцостью се 20 г.аратора.На фцг, 1 покязяця...
Двухрядный подшипник качения

Номер патента: 1626009
Опубликовано: 07.02.1991
Автор: Яхин
МПК: F16C 19/08
Метки: двухрядный, качения, подшипник
...кольца, дорожками 10 и 11 качениявнутренних колец 8 и 9 и телами 4 и 5 качения образовался радиальный зазор е,При вращении одла вместе с внутренними кольцами С и 9 о наружной зоне елд 4 и Л"5 качения входят о контакт с дорожками 2 икачения наружного кольца 1 и 10 и 11внутренних колец 8 и 9 и внешняя нагрузкачерез площади в хлестах контакта тел ка ения с дорожками качения передается от вала к корпусу или наоборот от корпуса к валу,При перекосе оси наружного кольца 1относительно оси внутренних колец 8 и 9блок наружного кольца 1 вместе с телами 4и 5 качения, также содержащими их сспараторами 6 и 7 сдмоустднавливаются нд тороидной поверхности дорожек 10 и 11 качениявнутренних колец 8 и 9 путем поворота относительно одного центра 0...
Штамп для глубокой вытяжки

Номер патента: 617119
Опубликовано: 30.07.1978
МПК: B21D 22/22
Метки: вытяжки, глубокой, штамп
...с ее боковой поверхно. стью подвижные пластины 3. Затем при. жим 4 с пакетом упругих оболочек 5 и пу. ансон 1 опускают до соприкосновения сзаготовкой. К пуансону прикладывают усилие, необходимое для вытяжки. После этого на прижим воздействуют циклической нагрузкой, передаваемой через прижим пакету упругих оболочек. Под действием этой нагрузки конические оболочки упруго деформируются таким образом, что при опускании прижима лепестки изгибаются. При сжатии упругих оболочек между торцами лепестков с одной стороны и фланцем заготовки и подвижными пластинами - с другой, возникают силы трения, при помощи которых подвижные пластины и фланец заготовки перемещаются в радиальном направлении к оси заготовки. При этом помимо пакета упругих...
Сгибатель клапанов заготовки в устройстве для изготовления плоских бумажных пакетов

Номер патента: 1169830
Опубликовано: 30.07.1985
Автор: Шахбазян
МПК: B31B 19/26
Метки: бумажных, заготовки, клапанов, пакетов, плоских, сгибатель, устройстве
...2. Пластина имеет форму прямоугольного неравнобедренного треугольника, часть пластины отогнута по биссектрисе большего острого угла 3 на 90 , прямой 4 и меньший 5 углы пластины округлены, а крепежные отверстия 2 выполнены на большей стороне пластины.Устройство работает следующим образом.Вдвое согнутая заготовка пакета подается между направляющими 6 и 7 на верхнюю ленту нижнего транспортера 8 и по ходу движения попадает под нижнюю ленту верхнего транспортера 9 с одновременным нанесением биговочной линии и двух дорожек 1698302клея на нижнюю сторону клапана биговальным роликом 10 и клеевым роликом 11. Пружина 12 прижимает клапанзаготовки пакета.5 Затем заготовка входит в зазормежду столом 13 н придерживающейлинейкой 14 и после полного...
Предыдущий патент: Устройство для подачи длинномерного материала в зону обработки
Следующий патент: Устройство “слава” для мерной резки длинномерного материала
Случайный патент: Расходомер пыли