Система управления роботом для листоштамповочного пресса
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1234219
Авторы: Косоговский, Новичихин, Сисев, Чагин

Текст
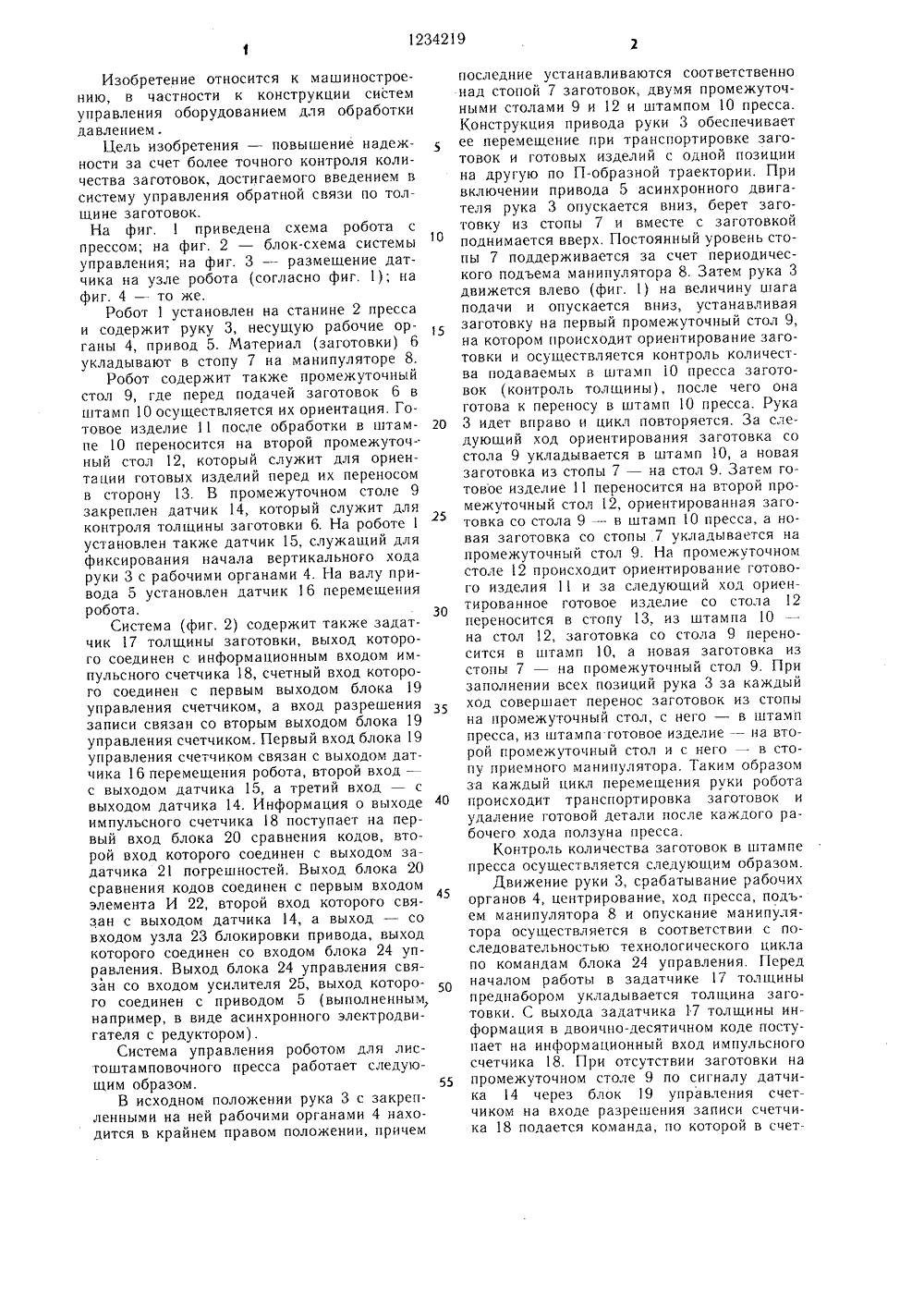
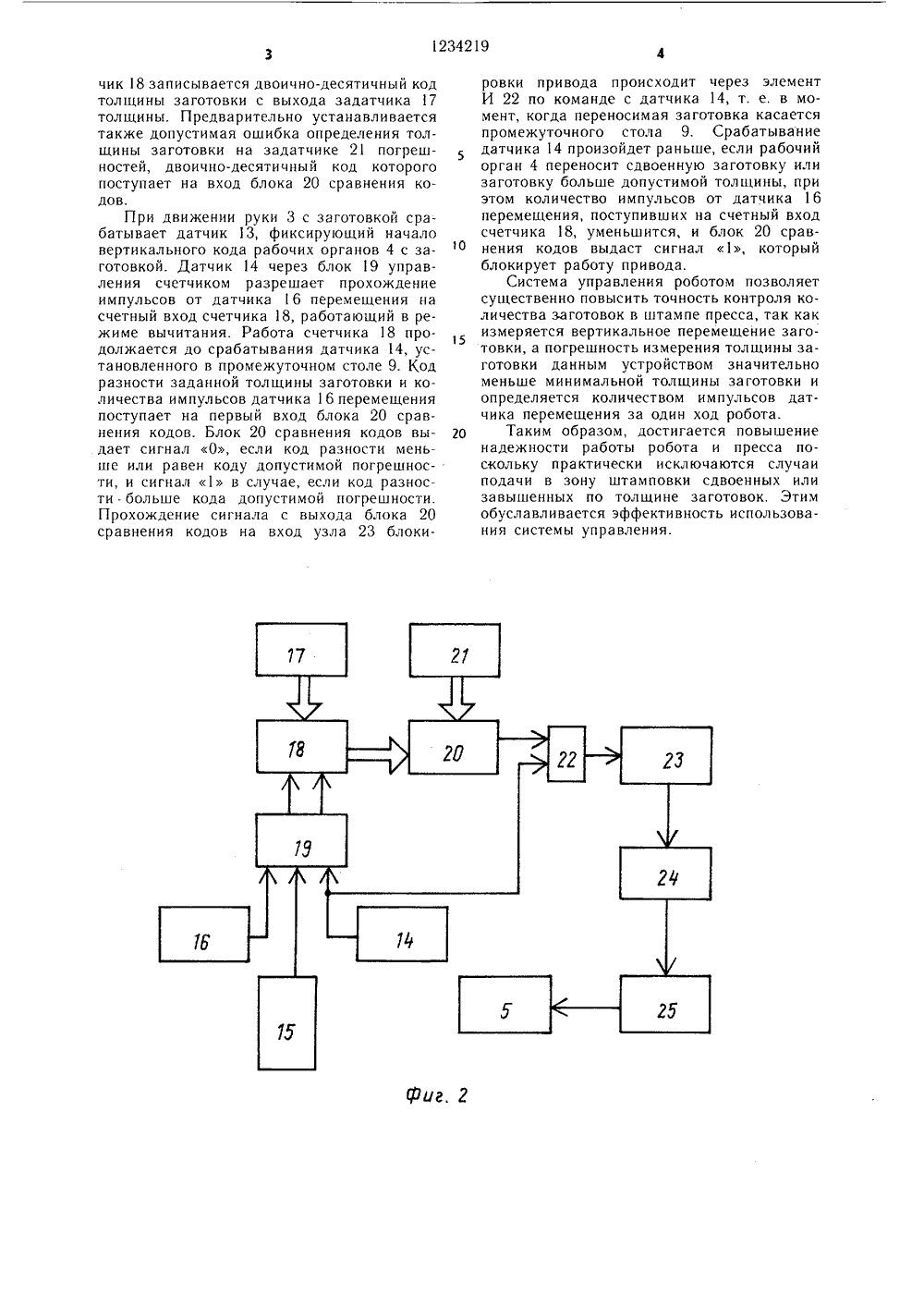
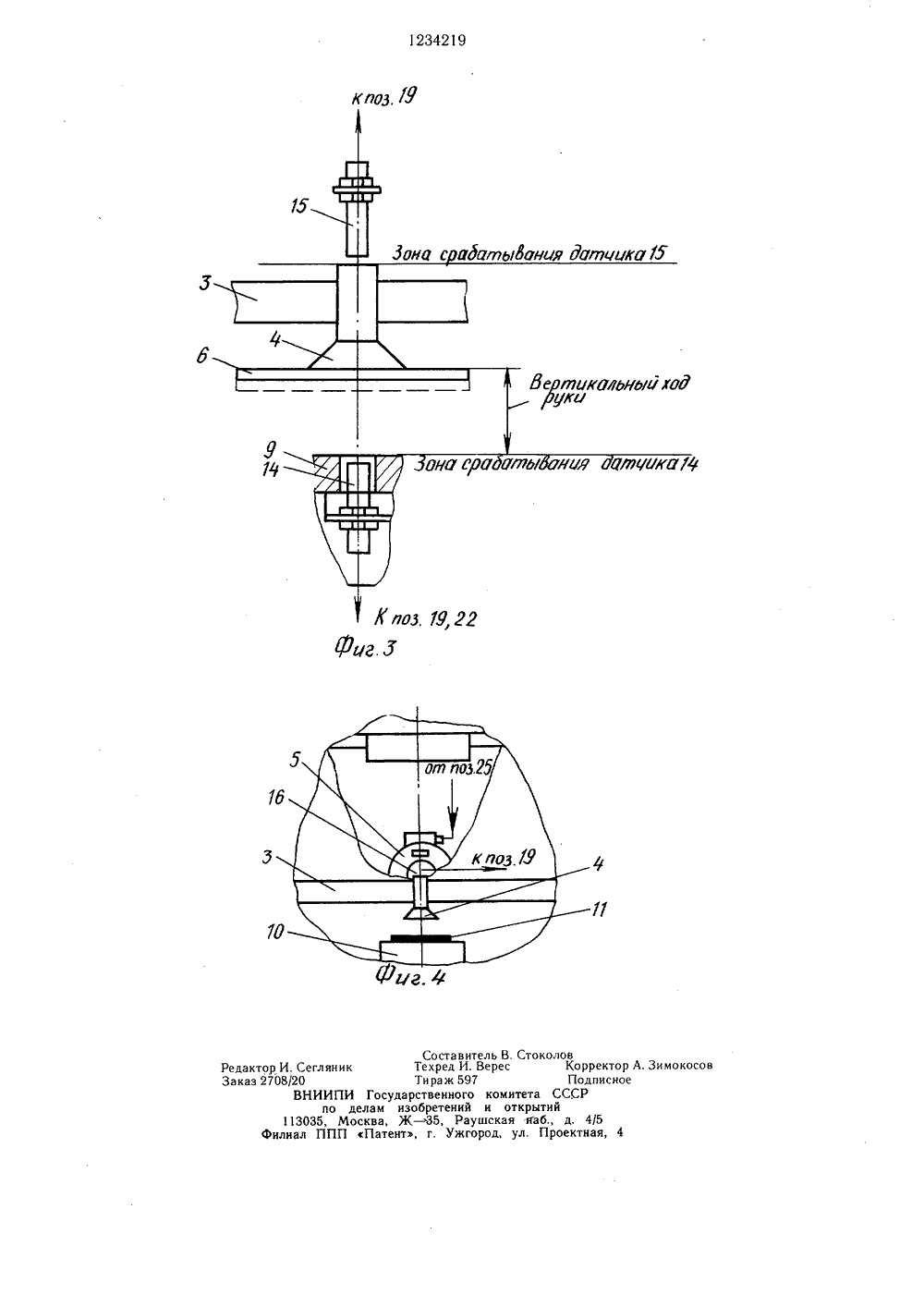
(59 4 В 30 В 15 ПИСАНИЕ ИЗОБРЕТЕНАВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1 б ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54) (57) СИСТЕМА УПРАВЛЕНИЯ РОБО" ТОМ ДЛЯ ЛИСТОШТАМПОВОЧНОГО ПРЕССА, содержащая связанный через усилитель с приводом рабочих органов робота блок управления, датчики контроля толщины заготовки и вертикального хода рабочих органов, блок сравнения кодов, а также импульсный счетчик, соединенный с блоком управления счетчиком, отличаюи 1 аяся тем, что, с целью повышения надежности путем,ЯО 1234219 А 1 повышения точности контроля количества заготовок введением обратной связи по толщине заготовок, она снабжена задатчиком толщины заготовок, датчиком перемещения рабочих органов, задатчиком погрешностей и элементы И а также узлом блокирования привода рабочих органов робота, выход которого соединен с входом блока управления, а вход - с выходом элемента И, один вход которого соединен с датчиком контроля толщины заготовки, а другой - с выходом блока сравнения кодов, связанного своими входами с выходом задатчика погрешностей и импульсного счетчика, информационный вход которого соединен с выходом задатчика толщины заготовки, а счетный и разрешающий подключены на соответствующие выходы блока управления счетчиком, причем входы последнего соединены с датчиками контроля толщины заготовки, вертикального хода рабочих органов и перемещения рабочих органов.Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки давлением .Цель изобретения - повышение надежности за счет более точного контроля количества заготовок, достигаемого введением в систему управления обратной связи по толщине заготовок.На фиг. 1 приведена схема робота с прессом; на фиг, 2 - блок-схема системы10 управления; на фиг. 3 - размещение датчика на узле робота (согласно фиг, 1); на фиг. 4 - то же.Робот 1 установлен на станине 2 пресса и содержит руку 3, несущую рабочие органы 4, привод 5. Материал (заготовки) 6 укладывают в стопу 7 на манипуляторе 8.Робот содержит также промежуточный стол 9, где перед подачей заготовок 6 в штамп 10 осуществляется их ориентация, Готовое изделие 11 после обработки в штам пе 10 переносится на второй промежуточный стол 12, который служит для ориентации готовых изделий перед их переносом в сторону 13. В промежуточном столе 9 закреплен датчик 14, который служит для контроля толщины заготовки 6. На роботе 1 установлен также датчик 15, служащий для фиксирования начала вертикального хода руки 3 с рабочими органами 4. На валу привода 5 установлен датчик 1 6 перемещения робота.30Система (фиг. 2) содержит также задатчик 17 толщины заготовки, выход которого соединен с информационным входом импульсного счетчика 18, счетный вход которого соединен с первым выходом блока 19 управления счетчиком, а вход разрешения записи связан со вторым выходом блока 19 управления счетчиком. Первый вход блока 19 управления счетчиком связан с выходом датчика 16 перемещения робота, второй вход - с выходом датчика 15, а третий вход - с выходом датчика 14. Информация о выходе 40 импульсного счетчика 18 поступает на первый вход блока 20 сравнения кодов, второй вход которого соединен с выходом задатчика 21 погрешностей. Выход блока 20 сравнения кодов соединен с первым входом элемента И 22, второй вход которого связан с выходом датчика 14, а выход - со входом узла 23 блокировки привода, выход которого соединен со входом блока 24 управления. Выход блока 24 управления связан со входом усилителя 25, выход которого соединен с приводом 5 (выполненным, например, в виде асинхронного электродвигателя с редуктором).Система управления роботом для листоштамповочного пресса работает следующим образом, 55В исходном положении рука 3 с закрепленными на ней рабочими органами 4 находится в крайнем правом положении, причем последние устанавливаются соответственно над стопой 7 заготовок, двумя промежуточными столами 9 и 12 и штампом 10 пресса. Конструкция привода руки 3 обеспечивает ее перемещение при транспортировке заготовок и готовых изделий с одной позиции на другую по П-образной траектории. При включении привода 5 асинхронного двигателя рука 3 опускается вниз, берет заготовку из стопы 7 и вместе с заготовкой поднимается вверх, Постоянный уровень стопы 7 поддерживается за счет периодического подъема манипулятора 8. Затем рука 3 движется влево (фиг. 1) на величину шага подачи и опускается вниз, устанавливая заготовку на первый промежуточный стол 9, на котором происходит ориентирование заготовки и осуществляется контроль количества подаваемых в штамп 10 пресса заготовок (контроль толщины), после чего она готова к переносу в штамп 10 пресса. Рука 3 идет вправо и цикл повторяется. За следующий ход ориентирования заготовка со стола 9 укладывается в штамп 10, а новая заготовка из стопы 7 - на стол 9. Затем готовое изделие 11 переносится на второй промежуточный стол 12, ориентированная заготовка со стола 9 - в штамп 10 пресса, а новая заготовка со стопы 7 укладывается на промежуточный стол 9. На промежуточном столе 12 происходит ориентирование готового изделия 11 и за следующий ход ориентированное готовое изделие со стола 12 переносится в стопу 13, из штампа 10 на стол 12, заготовка со стола 9 переносится в штамп 10, а новая заготовка из стопы 7 - на промежуточный стол 9. При заполнении всех позиций рука 3 за каждый ход совершает перенос заготовок из стопы на промежуточный стол, с него - в штамп пресса, из штампа готовое изделие - на второй промежуточный стол и с него - в стопу приемного манипулятора. Таким образом за каждый цикл перемещения руки робота происходит транспортировка заготовок и удаление готовой детали после каждого рабочего хода ползуна пресса.Контроль количества заготовок в штампе пресса осуществляется следующим образом.Движение руки 3, срабатывание рабочих органов 4, центрирование, ход пресса, подьем манипулятора 8 и опускание манипулятора осугцествляется в соответствии с последовательностью технологического цикла по командам блока 24 управления. Перед началом работы в задатчике 17 толщины преднабором укладывается толщина заготовки. С выхода задатчика 17 толщины информация в двоично-десятичном коде поступает на информационный вход импульсного счетчика 18. При отсутствии заготовки на промежуточном столе 9 по сигналу датчика 14 через блок 19 управления счетчиком на входе разрешения записи счетчика 18 подается команда, по которой в счетчик 18 записывается двоично-десятичный код толщины заготовки с выхода задатчика 17 толщины, Предварительно устанавливается также допустимая ошибка определения толщины заготовки на задатчике 21 погрешностей, двоично-десятичный код которого поступает на вход блока 20 сравнения кодов,При движении руки 3 с заготовкой срабатывает датчик 13, фиксирующий начало вертикального кода рабочих органов 4 с заготовкой. Датчик 14 через блок 19 управления счетчиком разрешает прохождение импульсов от датчика 16 перемещения на счетный вход счетчика 18, работающий в режиме вычитания. Работа счетчика 18 продолжается до срабатывания датчика 14, установленного в промежуточном столе 9. Код разности заданной толщины заготовки и количества импульсов датчика 16 перемещения поступает на первый вход блока 20 сравнения кодов. Блок 20 сравнения кодов выдает сигнал О, если код разности меньше или равен коду допустимой погрешности, и сигнал 1 в случае, если код разности - больше кода допустимой погрешности. Прохождение сигнала с выхода блока 20 сравнения кодов на вход узла 23 блокировки привода происходит через элемент И 22 по команде с датчика 14, т. е. в момент, когда переносимая заготовка касается промежуточного стола 9. Срабатывание датчика 14 произойдет раньше, если рабочий орган 4 переносит сдвоенную заготовку или заготовку больше допустимой толщины, при этом количество импульсов от датчика 16 перемещения, поступивших на счетный вход счетчика 18, уменьшится, и блок 20 сравнения кодов выдаст сигнал 1, который блокирует работу привода.Система управления роботом позволяетсущественно повысить точность контроля количества заготовок в штампе пресса, так как измеряется вертикальное перемещение заготовки, а погрешность измерения толщины заготовки данным устройством значительно меньше минимальной толшины заготовки и определяется количеством импульсов датчика перемещения за один ход робота.20 Таким образом, достигается повышениенадежности работы робота и пресса поскольку практически исключаются случаи подачи в зону штамповки сдвоенных или завышенных по толщине заготовок. Этим обуславливается эффективность использования системы управления.1234219 г 3 Зимокосов 11303Филиал Редактор И. СегляниЗа каз 2708/20ВНИИП Составитель В. СтТехред И. Верес Тираж 597 арственного комитет изобретений и откр Ж - 35, Раушская я т, г, Ужгород, ул. И ГосудделамМосква,П Пате коловКорректорПодписноСССРтийб д. 4/5Проектная, 4
СмотретьЗаявка
3813285, 20.11.1984
ВОРОНЕЖСКОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ВЫПУСКУ КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ ИМ. М. И. КАЛИНИНА
КОСОГОВСКИЙ ВЛАДИМИР ВАСИЛЬЕВИЧ, СИСЕВ АНАТОЛИЙ АЛЕКСЕЕВИЧ, ЧАГИН БОРИС ИВАНОВИЧ, НОВИЧИХИН ИВАН ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B30B 15/26
Метки: листоштамповочного, пресса, роботом
Опубликовано: 30.05.1986
Код ссылки
<a href="https://patents.su/4-1234219-sistema-upravleniya-robotom-dlya-listoshtampovochnogo-pressa.html" target="_blank" rel="follow" title="База патентов СССР">Система управления роботом для листоштамповочного пресса</a>
Вычислительное устройство для контроля параметров объекта

Номер патента: 690498
Опубликовано: 05.10.1979
Авторы: Давидюк, Кошевой, Лапий, Франков
МПК: G05B 23/02
Метки: вычислительное, объекта, параметров
...регистрации моментов изменения их состояния, на информационные входы 20.По адресным и управляющим выходам 21 из регистра команд 4 и дешифратора 5 в датчики выдаются команды запроса контролируемых параметров.устройство работает в следующих основных режимах: -поиска заявок на регистрацию; -регистрации или индикации параметров по подпрограммам в соответствии с поступившими заявками;-прерывания програмьк регистрации для обслуживания заявок высшего приоритета,В режиме поиска заявок устройство производит циклический опрос состояний датчиков но группам в соответствии с установленным приоритетом, при этом группа и номер конкретного датчика в этой группе определяются, соответственно, операционной и адресной частями команды. Перед...
Устройство для контроля удлинения заготовки при обработке на обтяжных прессах

Номер патента: 878391
Опубликовано: 07.11.1981
Авторы: Госпиталь, Пименов, Соларев, Хасянов, Чистяков
МПК: B21D 11/20
Метки: заготовки, обработке, обтяжных, прессах, удлинения
...следующим образом. Заготовка 2 устанавливается па пуансоне 1 и закрепляется в самоустанавливающихся зажимах 3. Зажимы выставл 51 Отсз на угол, соответствующий углу касательной в точке схода заготовки с пуансона. Включается в работу насос, давление подается в гидросистему цилиндра 7 стола 6. Пуан. сонначинает перемещаться вверх, заго. товка 2 выпрямляется по гребню пуансона и надежно захватывается в зажимах. Давление в гидросистеме повышается до задан. ного на реле 4 давления. В это время к заготовке прикладывается усилие, создающее в заготовке напряжения от 50% до 90% предела текучести.При достижении заданного давления подается сигнал на включение измерения, дальнейшее перемещение стола измеряется датчиком 4, Сигнал с датчика 4 поступает...
Датчик микроперемещений с цифровым выходом

Номер патента: 1363469
Опубликовано: 30.12.1987
Авторы: Бровков, Джагупов, Лукан, Ядрова
МПК: H03M 1/48
Метки: выходом, датчик, микроперемещений, цифровым
...6 и 7,реверсивный счетчик 8, источник 9отрицательного опорного напряжения иисточник 10 положительного опорногонапряжения.Устройство работает следующим образом.При деформации биморфного пьезоэлемента 2 его механическое перемеще.ние преобразуется в электрическийзаряд, вызывающий изменение напряжения на выходе инвертирующего усилителя 1; При превышении этим напряжением одного из пороговых напряжений.(положительного или отрицательного)соответствующий компаратор 4 или 5срабатывает и при приходе стробирующего импульса от генератора 3 тактовых импульсов формирует выходной импульс, подаваемый на соответствующийтоковый ключ 6 или 7, Замыкание токового ключа на время, определяемоедлительностью стробирующего импульсаот генератора 3 тактовых...
Следящая система управления валом главного гидрораспределителя гидравлического пресса

Номер патента: 1423425
Опубликовано: 15.09.1988
Авторы: Борсук, Устинов, Швецов
МПК: B30B 15/16
Метки: валом, гидравлического, гидрораспределителя, главного, пресса, следящая
...что приводит к закрытию клапана двухклапанного распределителя 11.Таким образом, закрытие клапана двухклапанного распределителя 11 начинается при остатке пути между штоком силового гидроцилиндра 12 и точ" кой позиционирования, равном постоян-. ной величине. Время закрытия клапана, а следовательно, время торможения штока силового гидроцилиндра 12 зависит от проходного сечения переменного дросселя, образованного нижним конусом штока 18 и втулкой 17 блока 7 коррекции.Так как рабочая жидкость из двухклапанного распределителя 11 поступает в силовой гидроцилиндр 12 через блок 7 коррекции, отжимая верхний конус штока 18 от втулки 16, а высота подъема штока 18 при эта пропорциональна квадрату расхода жидкости через дроссельную щель,...
Устройство для ввода информации от датчиков

Номер патента: 561954
Опубликовано: 15.06.1977
Авторы: Булкин, Гаврюшко, Кириченко
МПК: G06F 3/04
Метки: ввода, датчиков, информации
...6 и регистры 7, блок местного управления 8, входные шины 9 поступления информации от датчиков, шину 10 опроса датчиков, шину 11 запроса на выдачу накоплен ной информации, выходные информационныешины 12, шину 13 стробпрования выдачи накопленной информации.Устройство работает следующим образом.Входная информация по шинам 9, разряд ность которых совпадает с разрядностьюприемного регистра 3 и соответствует числуКорректор Л. Брахнина Каменск едак Поди ис Изд.526 Тираж 8 Типография, пр. Сапунова, 2Заказ 1471/9 подклОсньх датчиков, прОдя через Олок 1 запоминается в регистре 3. Сигнал опроса по шине 10 инициирует подачу управляющих сигналов из блока 8, по которым производится сложение 1 вычитание) содержимого каждого регистра 7 с содержимым...
Предыдущий патент: Пресс-форма для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента
Следующий патент: Устройство для резки и биговки листового материала
Случайный патент: Натяжной замок