Способ контроля прочности сварных соединений в изделиях из полимерной пленки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН ою а 65 82 С 01 И 3 00 ОПИСАНИЕ ИЗОБРЕТЕНИ г ; с К АВТОРСКОМУ СВ ЕЛЬСТВ ляют усадк плавления пленки при температуреолимера в направлении,ярном направлению сваркиают косвенный показательо формулеЬБ.Т,Мазин и рассчи прочност Ь о СССР1975.Сваркаие, 1978,с после испытания на проч ии образцов строя прочности от кос прочности, по ко рочность сварного делиях. ость при зависиенного порастяжемость их каза телдел яют ои опреединени реде УДАРСТ 8 ЕННЫЙ НОМИТЕТ СССРДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИ(54) (57) СПОСОБ КОНТРОЛЯ ПРОЧНОСТИСВАРНЫХ СОЕДИНЕНИЙ В ИЗДЕЛИЯХ ИЗПОЛИМЕРНОЙ ПЛЕНКИ, включающий испытание на прочность при растяжении образцов, о т л и ч а ю щ и й с ятем, что, с целью повышения точности контроля прочности сварного соединения в изделиях из.полимернойпленки, сваренных бесконтактным методом, перед испытанием на прочностьпри растяжении образцов определяютприращение площади поперечного сечения сварного шва относительно первоначальной площади поперечного сечения свариваемых пленок на участкешва, замеряют толщину пленки, оп косвенный показатель прочности, определяющий ширинутеплового воздействия, мм;приращение площади поперечного сечения сварного шва оносительно первоначальнойплощади поперечного сечениясвариваемых пленок на участке шва, ммЯ,толщина пленки, мм;усадка пленки при температуре плавления полимера внаправлении, перпендикулярном направлению сварки,55 Изобретение относится к сварке полимеров и испытательной технике, а именно к способам контроля проч" ности сварных соединений в изделиях из полимерной пленки, и может быть использовано во всех областях народного хозяйства, где необходимо применение ответственных сварных конструкций из полимерных термопластичных пленок. Цель изобретения - повышение точности контроля прочности сварного соединения в изделиях иэ полимерной пленки, сваренных бесконтактным методом за счет того, что информация о прочности сварных соединений в изделиях уточняется по дан. ным о косвенном показателе прочности, который определяется непосредственно на сварных соединениях изделийвНа чертеже изображена зависимость прочности Т-образных соединений образцов, выполненных из полиэтиленовой пленки толщиной 40 мкм, от косвенного показателя прочности.Способ контроля прочности сварных соединений в изделиях иэ полимерной пленки заключается в следующем.Вначале определяют приращение площади поперечного сечения сварного шва относительно перворачальной площади поперечного сечения свариваемых пленок на участке шва для всех контро" лируемых изделий и образцов.Эту операцию, в частности, можно выполнить, замерив с помощью микрометра геометрические размеры усиления с обеих сторон сварного пва и проведя соответствующие вычисления. Затем замеряют толщины п,пенки, также для всех иэделий и образцов (если колебания толщины пленки незначительны - не превышают 57 то для дальнейших расчетов может быть использовано усредненное значение толщины ). Эта операция также может быть выполнена микрометром.Определяют усадку пленки нри температуре плавления полимера в направ" ленни, перпендикулярном направлению сварки. Определение усадки пленки производят на образцах фиксированных. размеров (например, кружках определенного диаметра), после выдержки их в течение определенного времени (несколько секунд) при температуре плавления полимера. Если все изделия 2 1 4470 2Ф- ;(и соответственновсе образцы) изготовлены иэ пленки одной партии, то достаточно 3-х образцов, реэульта" ты испытаний которых усредняют, После этого рассчитывают косвенный показатель прочности по формуле 10 где8 - приращение площади поперечного сечения шва относительно первоначальнойплощади поперечного сечения свариваемых пленок на15 участке шва (усиление шва),мм- толщина пленки, мм,Ь - ширина теплового воздействия, мм, величина Ь од 28 ноэначно характеризуетпрочность сварного соединения и поэтому может бытьназвана косвенным показателем прочности15 У - усадк а пленки при температуре плавления полимерав направлении , перпендик улярном направлению сварки , в относительных единиЗОцах.Затем испытывают на прочность прирастяжении образцы. Испытания осу-ществляются на разрывных машинах всоответствии с ГОСТом на испытания,после чего строят график зависимости прочности образцов от косвенногопоказателя прочности, Например, пооси абсцисс откладывают значения косвенного показателя прочности, а пооси ординат - значения прочности прирастяжении образцов.Для каждого изделия в зависимости от косвенного показателя прочностиопределяют по построенному графикупрочность сварного соединения.Предлагаемый способ основан на .том, что в процессе изготовления полимерная пленка приобретает ту илииную технологическую ориентацию, Впроцессе тепловой сварки пленок бесконтактньи методом формирование сварного шва происходит в свободном состоянии, и при этом происходит усад;.ка полимерной пленки, которая стягивается к сварному шву, В зависимости от режимов и условий сварки,а также от свойств полимера (в первую очередь от тех свойств, которые определяют его усадку при плав 3 1 лении и толщины пленки, меняется объем полимерного материала в сварном шве. В свою очередь, объем материала в шве определяет характер работы сварного соединения при испы" таниях на прочность, благодаря чему по объему полимера в сварном шве (при постоянных толщине пленки и свойствах полимера, определяющих его усадку) можно судить о прочност сварного соединения.До определенного предела увеличе" 1ние объема материала положительно сказывается на прочностных показателях сварных соединений, что наблюдается не только при бесконтактных методах сварки. Так, при сварке по" лимерных пленок термоконтактным мето. дом, увеличение толщины шва за счет приварки технологических накладок из пленки того же полимера повышает прочность соединения.При бесконтактных методах сварки изменения объема полимера в сварном шве определяются усадкой пленки в на. правлении, перпендикулярном направле. .нию сварки, поэтому для поперечного сечения шва можно записатьБ й Баю Бт,в,где Бы и Б - площади поперечногосечения шва и свариваемых пленок на участ ке шва соответственно;Б - площадь поперечногосечения области теплового воздействия;У - усадка пленки в направ.лении,перпендикулярном направлению сварки.После подстановки Бы - Б = ЬБ, Б з = Ь 2 О и некоторых элементарных преобразований записываем6 Бееее е2 РУ где 3 - толщина пленки, мм;1. - ширина участка пленки, подвергавшейся тепловому воздействию (косвенный показатель прочности), мм.П р и м е р, Подвергаются контролю замкнутые сварные оболочки12,6 м из полиэтиленовой пленки толщиной 40 мкм, в количестве 22 шт, Сварка оболочек осуществлялась Т-образными соединениями при двухстороннем нагреве горячим воздухом. Нормой прочности для этих изделий яв" 214470ляется прочность Т-образных сварныхсоединений13,6 МПа. Перед сваркой изделий сваривают образцы дляиспытаний. В рассматриваемом примере сварено 15 образцовдлиной по 2 м,В таблице приведены результатырасчета косвенного показателя прочности образцов из полиэтиленовойпленки толщиной 40 мкм.10 Затем на оптимальном режиме сваривают изделия.В соответствии с предлагаемымспособом определяют приращение площади поперечного сечения сварногошва, замеряют толщину пленки, определяют ее усадку и рассчитывают косвен-.ный показатель прочности для образ,цов н изделий, испытывают образцына прочность (за прочность образцапринимают усредненное значение пятииспытаний), строят зависимость ихпрочности от косвенного показателяпрочности (таблица и график на чертеже 1 . Определяют прочность каждогоизделия по построенной зависимости.В рассматриваемом примере 15 оболочек имели косвенный показатель прочности Ь в пределах 3,75 - 8,25 мм и,следовательно, прочность их сварных соединений больше 13,6 МПа, упяти оболочек Е с 3,5, у двух оболочек Ь 8,5. У этих семи оболочек отдельные участки свари.х соединенийдолжны иметь прочность меньше3,6 ИПа (см. график). В то же времявсе 5 образцов, сваренные на оптимальном режиме, имели прочность выше 13,6 МПа (см. таблицу). Поэтомуконтроль прочности, осуществленный .по способу-прототипу, дает для всех22-х изделий значения прочности14,3 - 14,8 ИПа. Из семи оболочек,забракованных по предлагаемому способу контроля, вырезаны участки швовс косвенным показателем прочности 45 ,с 3,5 мм и ) 8,5 мм. Оболочкиподвергнуты ремонту, а вырезанныеучастки для проверки способа контроля испытаны на прочность при растяжении, Отклонения от прогнозируе мых по предлагаемому способу контроля прочности пе превышали 8 Хи во всех случаях не удовлетворяли норме прочности (б с 13,6 ИПа).При сварке, образцов(длина которых рав на 2 м)неконтролируемые колебаниярежима иусловий сваркизначительно ниже,чем присварке изделий 1 длина швовнакаждом изделии составляла 120 м) .Ъ,м/мин ьб, мм 3, мм 11 отн,ед . мм б МПа 200 0,0078 0,045 705 0,124 0,7 10,2 200 0,0178 0,0245 0,0279 0,0345 0,0401 0,0424 0,0524 0,0647 0,0680 0,0725 7,5 1,6 11,3 200 2,2 11,6 12,1 200 5,0 2,5 200 5,0 3,1 12,6 200 5,0 3,6 13,1 13,6 200 5,0 3,8 225 5,0 4,7 14,3 225 4,5 Оптимальный 14,5 режим свар - 14,8и 5,8 225 5,0 6,1 225 5,0 6,5 225 0,0825 0,045 0,124 14,7 Оптимальный режим сварки 5,0 7,4 250 8,2 5,0 0,09150,0993 0,1060 13,6 8,9 13,59,5 11,6 250 250 5,0 Составитель Н.ЕлисееваТехред А.Ач Корректор Е. Рошко Редактор Е.Копча Заказ 834/24 Тираж 640 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж Раушская наб д. 4/5
СмотретьЗаявка
3796276, 27.09.1984
ПРЕДПРИЯТИЕ ПЯ М-5671
МАТИКОВ ГЕОРГИЙ АРМЕНАКОВИЧ, КРЮКОВ МИХАИЛ СЕРГЕЕВИЧ, КОЛОБКОВ ЮРИЙ МАКАРОВИЧ, МАЦЮК ЛЮБОВЬ НАХМАНОВНА, МАЗИНА ВАЛЕНТИНА ТАРАСОВНА
МПК / Метки
МПК: B29C 65/82, G01N 3/00
Метки: изделиях, пленки, полимерной, прочности, сварных, соединений
Опубликовано: 28.02.1986
Код ссылки
<a href="https://patents.su/4-1214470-sposob-kontrolya-prochnosti-svarnykh-soedinenijj-v-izdeliyakh-iz-polimernojj-plenki.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля прочности сварных соединений в изделиях из полимерной пленки</a>
Способ определения прочности пленки, нанесенной на металлическую подложку

Номер патента: 947688
Опубликовано: 30.07.1982
МПК: G01N 3/00
Метки: металлическую, нанесенной, пленки, подложку, прочности
...В процессе деформированияматериал подложки упрочняется и О,предел текучести повышается. Однако947688 формула изобретения 30 Составитель М. Кузьмин Техред М. Надь Корректор М. Шарошн Редактор М. Янович Тираж 887 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Заказ 5620/64 филиал ППП 1 Патент", г. Ужгород, ул. Проектная, 4 это увеличение ограничено предель-, ным значением предела текучести, после достижения которого увеличение деформации уже не вызывает существенного увеличения напряжения. Этот факт используется при последующем совместном деформировании подложки и пленки, когда предел текучести не изменяется и остается равным предельному значению...
Способ усталостных испытаний образцов прямоугольного поперечного сечения
Номер патента: 1647355
Опубликовано: 07.05.1991
Авторы: Василевич, Дубров, Коростелев, Новиков
МПК: G01N 3/32
Метки: испытаний, образцов, поперечного, прямоугольного, сечения, усталостных
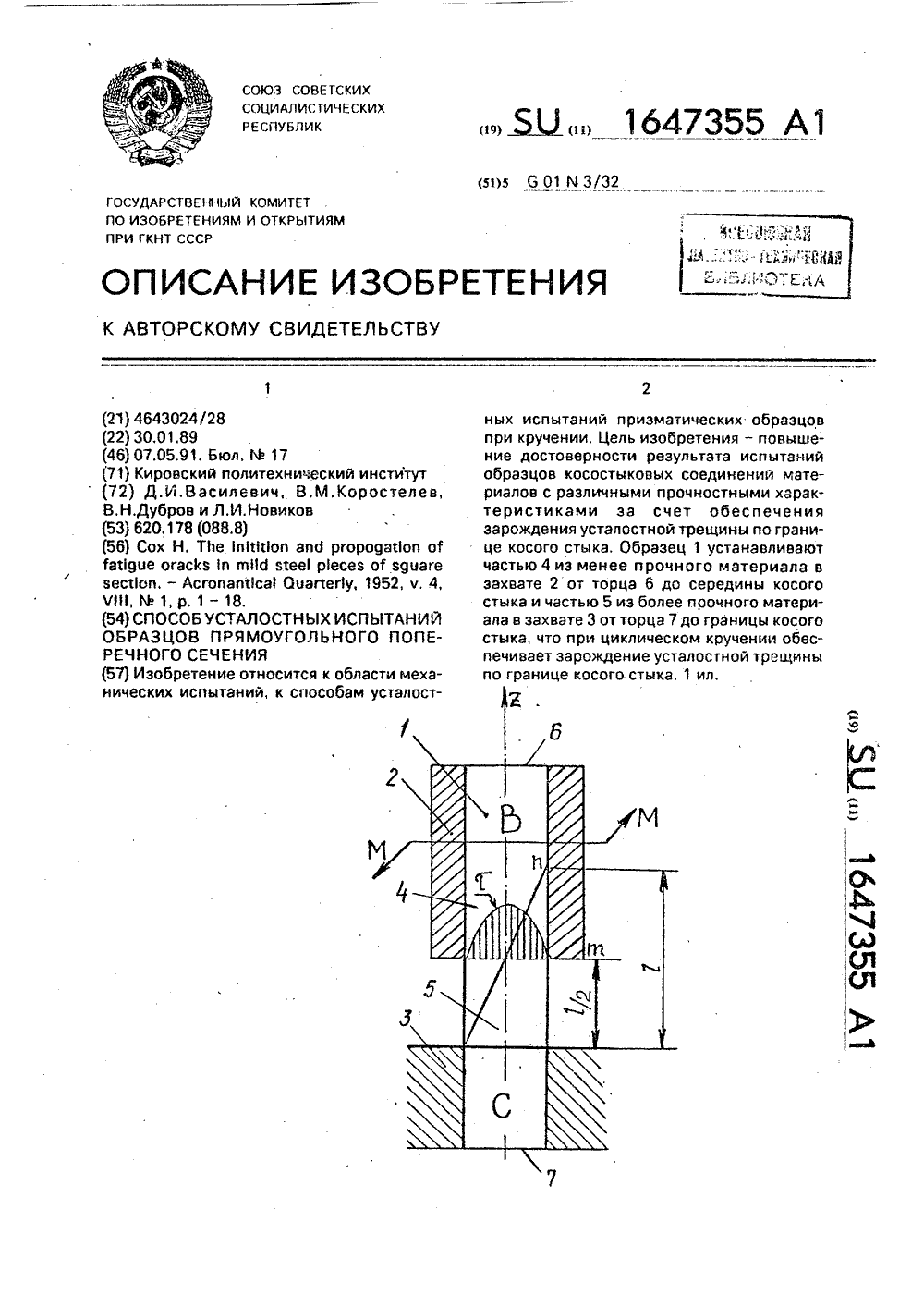
...основании испытательной машины, а подвижный захват 1 предназначен для передачи момента М на образец. Устройство может быть снабжено средством наблюдения за трещиной, позволяющим определить тип трещины (сдвиговая или нормального отрыва) в зависимости от вида напряженного состояния в области при основании трещины,Способ осуществляют следующим образом.Предварительно определяют. какой из материалов является менее прочным, для чего оценивают прочностные характеристики соединяемых материалов.На чертеже часть 4 выполнена из менее прочного материала, часть 5 - из более прочного. Часть 4 образца устанавливают в захвате 2 на участке от торца 6 да середины косого стыка, а часть 5 - от торца 7 до ближайшей границы стыкового соединения,П р и м е р....
Способ определения остаточных и действительных напряжений упругопластического изгиба в балочных образцах прямоугольного поперечного сечения

Номер патента: 1682833
Опубликовано: 07.10.1991
Автор: Кадуков
МПК: G01L 1/00
Метки: балочных, действительных, изгиба, напряжений, образцах, остаточных, поперечного, прямоугольного, сечения, упругопластического
...соответствующей пределу упругости 25 материала образца, которую фиксируют сигнализатором 4, образец снова нагружают непрерывно до эксплуатационной нагрузки, затем его разгружают. Остаточные напряжения в растянутом наружном волок не заданного поперечного сечения, возникающие после нагружения до эксплуатационной нагрузки, определяют по формуле 35 О ( + )( ) МсГ, (5) ГДЕ Рост И Обс 1 ОСтатОЧНОЕ НаПряжЕНИЕ В растянутом наружном волокне и на границе упругости и пластической зон поперечного сечения соответственно после нагружения до эксплуатационной нагрузки;еу - относительная деформация, соответствующая пределу упругости;я - относительная деформация при эксплуатационной нагрузке,Для получения формулы (5) сначала определяют толщину упругого...
Способ определения прочности пленок или покрытий, нанесенных на подложки

Номер патента: 957070
Опубликовано: 07.09.1982
Авторы: Мороз, Сабаев, Сабаева, Смирнов
МПК: G01N 19/04
Метки: нанесенных, пленок, подложки, покрытий, прочности
...подложки по замыканию электрической цепи, по которому судят о разрушении.На чертеже показана схема реализации предлагаемого способа.Способ осуществляют следующим образомНа испытуемую непроводящую пленку или покрытие 1, нанесенное на токо- проводящую подложку 2 одним из из вестных способов, воздействуют струей 3 токопроводящей жндкости,подава957070 формула изобретения компрессе тель В.СвЛ.Пекарь 87 ного коми НИЙ И ОТК Раушская Составзориз Техред ридов КорректорО.Била Редактор А.К каз 6586/3 ВНИИ по 113035Тираж Государстве елам изобрет Москва, ЖПодписноета СССРытийнаб., д.4/5 лиал ППП "Патент", г.ужгород, ул.Проектная,4 емой под давлением из камеры 4 давления с манометром 5 При этом токо- проводящую подложку 2 соединяют с одним из выходов...
Механизм для сварки поперечных швов

Номер патента: 259687
Опубликовано: 01.01.1970
Автор: Киевское
МПК: B65B 51/04
Метки: механизм, поперечных, сварки, швов
...механизме с целью повышения надежности сваривания швов и достикения точного шага между пакетами нагреватели и прижимы снабжены роликами, опирающимися на подвижные направляющие. которые связаны между собой с помощью пружин. ертеже представлена конструктттвиая едложениого устройства.изм свапки поперечных швов вклюпииволиьтх ва,та Р, виатттатотпттхся с ой скопостью в иазньтх ттаиравлеиттях, тяжчых вача 2. На каждой папе валов очках насажены по лве заткни тык пезвеиьяи о.тиой и которых через раихтежутктт пптткоеплетттт ттагреватели 4, ьям лп гой - соответственно прижиагттеватели и п"ттжтгтьт ттметот с кажоньт по лва иолттка 6, которыми опина напр авляюитие 7. Нани авляющие междх собои пчужттттахттт 8, В нагпеилтт питт)тсттттт...
Предыдущий патент: Установка для сборки и склеивания деталей
Следующий патент: Валик для удаления жидкости с поверхности пленочных материалов
Случайный патент: Цифровой нуль-орган