Способ изготовления панелей футеровки тепловых агрегатов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
ТЕН аник,в, Г,Б,ШнейСадыков монтно- техимрем- -исследоваитут "Тепые строе р . ; ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ИСАНИЕ ИЗОБРЕ ТОРСНОМЪ/ :ВИДЕТЕЛЬСТВУ/- строительный трест "Башне. строй" и Всесоюзный научн тельский и проектный инс лопроект"(54 )(57 ) СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ,включающий поочередную укладку слоев волокнистых Футеровочных материалов, соединение их штырями металлического каркаса и Фиксирование, о. тл и ч а ю щ и й с я тем, что, сцелью повышения производительности,безопасности труда и качества Футеровки, укладку слоев волокнистыхфутеровочных материалов производят нарешетчатую площадку в обратном порядке, а их соединение осуществляютпутем пронизывания всех слоев волокнистых футеровочных материалов штырями металлического каркаса насквозь,10323 40 Изобретение относится к тепломонтажным работам, в частности кфутеровке тепловых агрегатов,Известна Футеровка рабочих камервысокотемпературных печей, вцполненная из полос керамоволокнистогометариала, Укладка полос ведется поочередно слой за слоем на крючья, приваренные рядами на кожухе Г 1Наиболее близким к предлагаемому 10по технической сущности и достигаемому результату является способ изготовления цанелей футеровкивыполняемый в следующем порядке: металлический каркас панели с приваренными к его обшивке штырями укладывают в горизонтальном положенииштырями вверх, плиты теплоизоляционного промежуточного и .рабочего слоев последовательно накалывают на гоштыри и закрепляют на них планки 2 1,Указанный способ трудоемок, требует повышенного напряжения и внимания исполнителя, не обеспечиваетбезопасность труда и качество работы. г 5Цель изобретения - повышение про"изводительности, безопасности трудаи качества футеровки.Поставленная цель достигаетсятем, что согласно способу изготовления футеровки тепловых агрегатов,включающему поочередную укладку слоев волокнистых Футеровочных материалов, соединение их штырями металли"ческого каркаса и Фиксирование, уклад 35ку слоев волокнистых футеровочныхматериалов производят на решетчатую площадку в обратном порядке, аих соединение осуществляют путемпронизывания всех слоев волокнистых футеровочных материалов штырями металлического каркаса насквозь.Проектную толщину Футеровочныхматериалов, т .е . расстояние от внутренней поверхности кожуха каркаса:до рабочей плоскости решетчатой площадки устанавливают с помощью ограни чителей,На Фиг. 1 показана решетчатаяплощадка с уложенным огнеупорнымслоем (разрез А-А на Фиг.2); на50Фиг. 2 - то же, вид сверху; на фиг3 решетчатая площадка с уложенным огнеупорным, промежуточным и изоляционным слоями, разрез; на фиг,положение каркаса панели со штырямиперед прокаливанием футеровочныхматериалов; на фиг. 5 - момент прокола штырями всех слоев футеровоч 15 зных материалов; на фиг. 6- панельс решетчатой площадкой перевернутапанелью вверХ; на фиг, 7- готоваяпанель отделена от решетчатой площадки,Способ осуществляют следующим образом.На решетчатую площадку 1 первымукладывают огнеупорный слой 2 фу,теровочного материала, затем промежуточный слой 3 и изоляционныйслой 4, прилегающий в проектномположении к кожуху 5 каркаса панели 6.Металлический каркас панели 6 посредством траверсы 7 устанавливаютнад решеточной площадкой 1 и понаправляющим 8, имеющимся на решеточной площадке 1, .каркас панели 6опускают на уложенные слои 2-4 футеровочных материалов, При этомштыри (анкеры ) 9 каркаса панели 6одновременно пронизывают все слоиФутеровочных материалов насквозь.Причем сопротивление Футеровочныхматериалов пронизыванию штырями преодолевают весом каркаса панели 6 и спомощью прижимов, вцполненньх,например, в виде реек 10 и винтовых пар 11,Перемещение каркаса панели 6 заканчивают после прикосновения егокожуха 5 к изоляционному слою 4 футе.ровки. При этом проектную толщину ФУтеровочных материалов панели устанавливают ограничителями 12. Затем решетчатую площадку 1 вместе с металлическим каркасом панели 6 и футеровочными материалами (слоями ) поднимаютпо стойкам 13, имеющим шарниры 14,вверх, переворачивают так, чтобыогнеупорный слой 2 футеровки былсверху. Далее, опустив решетчатую площадку и панель Футеровки в удобноедля работы положение, на концах штырей (анкеров ) 9 закрепляют элементы,фиксирующие толщину Футеровки, например шайбы 15. Выступ за габариты кожуха слоев футеровки, например промежуточного и изоляционного, выполненных из мягких деформирующих материалов, для обеспечения газоплотности стыков между панелями при их монтаже достигается бортиками 16, усиленными косынками 17После закрепления шайб 15 решетчатую площадку 1 переворачивают панелью вверх, снимают прижимы и с по.10323мощью траверсы 7 панель отделяют от решетчатой площадки.Преимуществом предлагаемого способа является то, что слои футеровочных -материалов не нанизываются на штыри (анкеры ), а укладываются на решетчатую площадку. При такой технологии сокращаются трудозатраты,15повышается качество футеровки, обес-печивается безопасноть труда,Предлагаемый способ может найти,применение при заводском (индустри"альном ) изготовлении панелей футеровки со слоями из непрочных деформирующихся материалов, напримерволокнистых,Тираж 615 Подпиосударственного комитета СССРелам изобретений и открытий1 осквв,И, Раушская наб д,ППП фПатентф, г; Ужгород, ул, Проектная, 4
СмотретьЗаявка
3372518, 18.12.1981
СПЕЦИАЛИЗИРОВАННЫЙ РЕМОНТНО-СТРОИТЕЛЬНЫЙ ТРЕСТ "БАШНЕФТЕХИМРЕМСТРОЙ", ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ "ТЕПЛОПРОЕКТ"
ШАХОВ ИГОРЬ ИВАНОВИЧ, ГРАНИК ВАЛЕНТИН ГОДОВИЧ, ЦАДКИН АВРААМ ИОСИФОВИЧ, САЛИМОВ ФАНИС САЙДИКАЕВИЧ, ШНЕЙДЕР ГРИГОРИЙ БОРИСОВИЧ, ШАЯХМЕТОВ ГАДИ ФАЗЛЫЕВИЧ, САДЫКОВ ГАБИТ ГАТАЕВИЧ
МПК / Метки
МПК: F27D 1/16
Метки: агрегатов, панелей, тепловых, футеровки
Опубликовано: 30.07.1983
Код ссылки
<a href="https://patents.su/4-1032315-sposob-izgotovleniya-panelejj-futerovki-teplovykh-agregatov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления панелей футеровки тепловых агрегатов</a>
Устройство для крепления футеровки

Номер патента: 903676
Опубликовано: 07.02.1982
Авторы: Винокур, Проняев, Шумаков
МПК: F27B 7/28
...штырь с захватом и керамический анкер, последний выполнен с полкой, а опорный штырь с площадкой в месте соединения с керамическим анкером, при этом захват установлен на площадке.Кроме того, захват выполнен Г-образным, На фиг.изображено устройство для крепления футеровки, общий вид; на фиг. 2903675 Формула изобретения 11 3вид устройства в плане со снятым верхнимслоем футеровки; на фиг. 3 - узел 1 нафиг, 1.Устройство для крепления футеровкисодержит керамический анкер 1, головкакоторого снабжена полкой 2 для укладкиспирали 3 нагревательного элемента, и опорный штырь 4. Опорный штырь 4 со стороныкожуха 5 печи подпружинен, например, плоской пружиной 6, взаимодействующей с шайбой 7, установленной в проточках 8, а вместе соединения с...
Стыковое соединение стеновых панелей с каркасом здания
Номер патента: 1015056
Опубликовано: 30.04.1983
Авторы: Бушкин, Гасюк, Душкин, Жуков, Половинкин
МПК: E04B 1/38
Метки: здания, каркасом, панелей, соединение, стеновых, стыковое
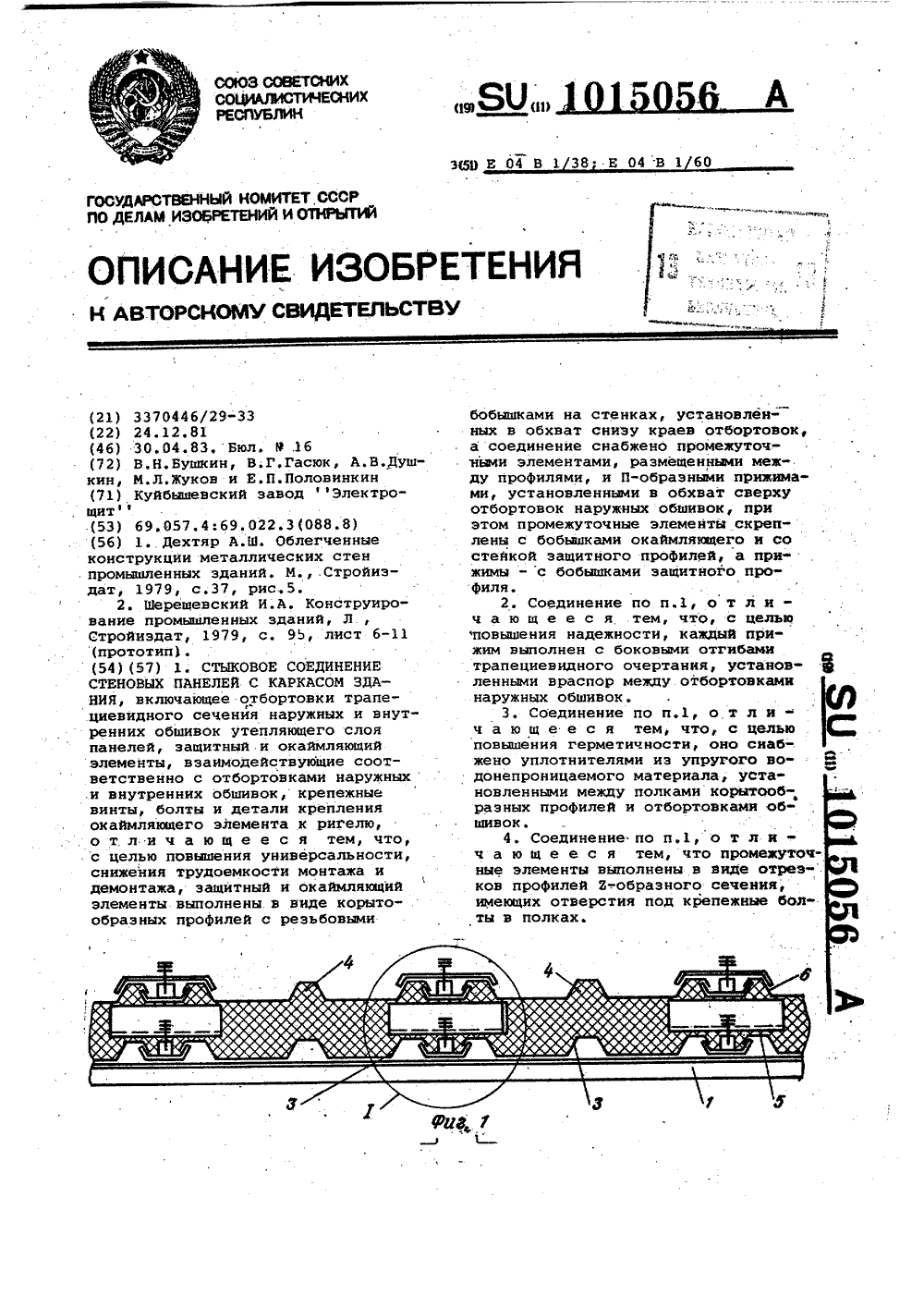
...и со стенкой защитного профилей, а прижимы - с бобышками защитного профиля.Для повышения надежности крепления каждый прижим выполнен с бокоИзобретение относится к стро- ительству н может быть использовано для крепления между собой и к элементам каркаса зданий и сооружений многослойных стеновых панелей и элементов. стен послойной сборки.. Известно стыковое соединение стены послойной сборки, содержащее прикрепленные посредством комбинированных болтов к ригелю нрофилированные наружную и внутреннюю сталь,ные обшивки и размещенный между ними утеплитель 1.Область применения известного соединения ограничена стенами послойной сборки, Такое соединение не позволяет осуществлять повторный монтаж и демонтаж стен в случае необходимости замены...
Машина для распределения торфяной крошки слоем по сушильной площадке (току)

Номер патента: 25590
Опубликовано: 31.03.1932
Автор: Рогов
МПК: C10F 5/02, E21C 49/00
Метки: крошки, площадке, распределения, слоем, сушильной, току, торфяной
...для автоматического сбоасывакия крошки состоит из валиков 23 с рычагами 22, скрепленными с угольниками 21. Указанные оычаги 22 неподвижно насажены на один или два вала 23, уста. нс;ленные на балочках 24. Валики 23 связаны конической передачей с валом 2 з, несущим неподвижно насаженные на него оычаги 26, снабжеккые пружинами или противовесами 28, Цепи 13 снабжены и соответствующих местах выступающими з;бцами 27, предназначенными для поворачвакия при движении цепей рычагоь 26, а;:месте с ними вала 25, передающего вращение валику или валикам 23, которые опускают рычаги 32 и угольники 21, поддерживающие щиты 19. Обратный подъем рычагов 26, а вместе с ними и рычагов 22 совершается под действием ;.:хин или...
Стыковое соединение стеновых панелей с каркасом здания
Номер патента: 374425
Опубликовано: 01.01.1973
Авторы: Бурык, Винник, Вител, Хило
МПК: E04B 1/38
Метки: здания, каркасом, панелей, соединение, стеновых, стыковое
...9 надевают газовую трубку 10 и гнутую пластину 1. Газовая трубка необходима для фиксации пластины на определенном расстоянии от листа обшивки панели. Гнутая пластина 1 крепится шплинтованной гайкой 11 на болт 9. Шплинт служит для того, чтобы при вибрации гайка не отвинчивалась, а гнутая пластина имела возможность качаться. Панель в процессе монтирования закрепляют крюком подъемных механизмов за гнутую пластину через отверстие 2 в двух точках по концам панели. После навески панели болтом 9 и гнутой пластиной на закладную деталь б колонны в отверстие 4 с резьбой в гнутой пластине завинчивают ранее поставленный болт 12, который отжимает пластину и плотно прижимает панель к колонне, а конусный конец болта 12 входит в выфрезованное...
Узел соединения колонны и реберных панелей каркаса здания

Номер патента: 554360
Опубликовано: 15.04.1977
Авторы: Безруков, Бранд, Куликовская, Перебоев
МПК: E04B 1/38
Метки: здания, каркаса, колонны, панелей, реберных, соединения, узел
...колонны и реоерных панелеи каркаса здания в случае выполнения колонны сборно-монолитной; на фиг. 2 - то же, в случае выполнения колонны монолитной. 3 Н. Б. Куликовская и А. Л. Перебое Узел соединения колонны 1, которая может быть выполнена монолитной или с незабетонированным оголовком 2, и реберных панелей 3 каркаса здания включает свариваемые между собой выпуски арматуры ч и 5 колонны и панелеи, замоноличиваемые в объеме прямоугольногоо и ар аллелепип еда.углы реберных панелеи 3, обращенные к колонне 1, имеют скосы б, причем каждая вертикальная плоскость скоса панели распо ложена против угла колонны, а на соединяемых поверхностях колонн, угловых скосах и наругкных поверхностях ребер панелей выпол иены шпонки /, 8 и 9.11 осле выверки и...
Предыдущий патент: Приспособление для крепления огнеупорных блоков
Следующий патент: Печная вагонетка
Случайный патент: Способ получения закиси меди