Способ изготовления заготовок днища и кровли
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1026907
Авторы: Баранов, Дидковский, Саратовский, Свердлов, Шишков




Текст
(59 В 21 В 51/24 ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56) 1. Рулонирование листовых кон 1 струкций. Сборник,издание техуправления ЦБТИ Минтсрой РСФСР, М., 1962, с. 31-37, 40, фиг. 7.2. Авторское свидетельство СССР 9 553788, кл. В 2341/04, 1974.3. Таран В.Д. Технология сварки и монтажа магистральных трубопроводов и резервуаров. Гостоптехиздат, 1953, с. 361-366 (прототип).( 54) ( 57) СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДНИЩА И КРОВЛИ, преимущественно для корпусов резервуаров, при котором выполняют профильную резку листов, сварку и рулонирование полученной заготовки, о т л и ч а ю щ и йс я тем, что, с целью повышенияпроизводительности, сначала сваривают из листов полотнище, выполняютпрофильную его резку, оставляя назаданной траектории реза неразрезанными по крайней мере два участка, азатем осуществляют рулонирование.Изобретение касается изготовлениярулокироваккых заготовок посред"ством сборки и сварки иэ отдельныхлистов и последующего сворачиванияв рулоны полотнищ корпусов, днищ ипокрытий резервуаров и может, найтиприменение в химическом машиностроении и других отраслях промышленности.Известен способ изготовления рулокированных заготовок корпусов резервуаров, при котором выправленные 0и обрезанные листы размещают на сварочном стенде в соответствии с принятой схемой сборки, сваривают сначала вертикальные стыки от серединыполотнища к его краям, а затем - горизоктальные стыки, после чего полотнище переворачивают, свариваютшвы с обратной стороны и рулонируют, Технология изготовления днищапокрытий такая же, как и прк изготов Оленки корпусов резервуаров 13,Недостатками известного способаизготовления рулокированных заготовок являются высокая трудоемкостьизготовления, в особенности дкищ ипокрытий, вследствие сложности раскладки элементов дкищ при сборке, атакже низкая производительность прикыволкекки сварочных операций.Известен способ изготовления рулокироваккых заготовок, при котором листы сдвигают в поперечном направлении до получения секции заданной ширины к в продольном направлении до перемещекия секции к ранеесваренному участку полотнища, затем Зд,сваривают одновременно поперечкыйстык секций к продольные стыки отсередины ранее приваренной секциичерез поперечный.шов до серединыпредшествующей секции с продольнымишвами, выполненными в предыдущемцикле, после чего полотнище перемещают ка длину секции, сваривают собратной стороны и рулокируют 1 2.Наряду с преимуществами известного способа, заключающимися в скижекии трудоемкости изготовления полотнищ за счет автоматизации сварочныхопераций, следует отметить, как недостаток, что технология изготовления дкищ и покрытий предусматривает 5 Оих сборку и сварку иэ отдельных элементов и, как следствие этого, низкую производительность и высокуютрудоемкость изготовления.Наиболее близким к изобретению Яявляется способ изготовления заготовок днища и кровли, преимущественнодля корпусов резервуаров, при котором выполняют проФильную резку листов, сварку и рулокирование полу"ченкой заготовкч 3.Однако данная технология предусматривает изготовление днищ и кровли из отдельных элементов, которые сваривают между собой ка заводе или 65 при монтаже, причем перед операцией сварки необходимо выполнить правку, зачистку каждого из элементов, сварка профильных элементов требует определенной подгонки, все это усложняет процесс изготовления и ведет к низкой производительности.Целью изобретения является повышение производительности.Цель достигается тем, что согласно способу изготовления заготовок днища и кровли, преимущественно для корпусов резервуаров, при котором выполняют профильную резку листов, сварку и рулонирование полученной заготовки, сначала сваривают иэ листов полотнище, выполняют профильную его резку, оставляя на заданной траектории реза неразрезанными по крайней мере два участка, а затем осуществляют рулонирование.На фиг. 1 показана установка для осуществления предлагаемогО способа на фиг. 2 - схема последовательности сварки швов полотнища; на фиг. 3 схема изготовления элементов днищ и кровли.П р и м е р. Для изготовления рулонированных заготовок применяют листы толщиной 4-б мм размером 1500 хб 000 мм, предварительно выправленные и обработанные по кромкам, которые раскладываются листоукладчиком 1 в секции 1, П и й по ширине в соответствии с шириной свариваемого полотнища. Сборка листов в полотнище производится с помощью боковых 2 и заднего 3 толкателей. Боковые толкатели 2 сдвигают листы в поперечном направлении до совмещения кромок. Один из толкателей ,имеет ограниченный ход до упора, что необходимо для фиксации положения нижней кромки полотнища, второй переставляется по количеству собираемых листов, т.е. в зависимости. от ширины полотнища.При продольном движении листов задним толкателем обеспечивается перемещение секции к ранее сваренному участку полотнища и создается прямолинейность ее задней кромки.Поперечный стык полотнищазаваривается сварочным автоматом 4, установленным на устройстве для сварки поперечного шва. При этом поперечный шов закрепляет в нужном положении листы секции Ш, собранной беэ прихваток (фиг. 2), Одновременно с поперечным стыком свариваются продольные стыки от середины ранее приваренной секции П до середины предшествующей ей секции 1 с продольными швами, выполненными в предыдущем цикле. Сварку продольных стыков осуществляют сварочными автоматами, установленными на площадке 5 для сварки продольных швов. Сварку всехшвов ведут сварочными автоматамиАсо скоростью 60-100 м/ч.В то же время на нижнем ярусеосуществляется сварка продольных ипоперечного шва с обратной стороныполотнища соответственно на площадке б для сварки продольных швов иустройством 7 для сварки поперечного шва. После сварки продольных ипоперечных швов полотнище перемещают на длину секции для бборки очередной секции. Перемещение полотнища производится с помощью сворачивающего устройства 8. Тяговое усилие для его наворачивания на барабаноколо 20 т.с.Перед сворачиванием из сваренногополотнища по заранее заданной траектории вырезают элементы днища иликровли фиг. 31. Резку осуществляютплазменным резаком 9, перемещающимся по направляющей 10 тележки 11поперек полотнища при одновременномперемещении тележки вдоль полотнища по направляющим 12, Резку осуществляют со скоростью 7 м/мин.Невырезанные участки траектории длиной не менее 150 мм оставляют путем прекращения процесса резания.Время на разогрев для накала резки5 с,Работа установки осуществляетсяциклически. Все описанные операциивыполняются одновременно при неподвижном полотнище на соответствующихучастках: раскладки листов, сваркипродольного и поперечных стыков наверхнем и нижнем ярусе и резка полотнища, В описании опущена работамеханизмов по уборке шлака, контролю качества сварных соединений,предотвращению поперечного смещения полотнища и увеличению плотности намотки рулона.При перемещении полотнища надлину .секции происходит сворачивание полотнища на намоточный барабан 13. После окончания намотки рулона домкраты устройства для освобождения рулона поднимаются, освобождают сворачивающее устройство от рулона и устанавливают его на стеллаж-эстакаду 14, Тележки меха-низма перекатывания рулона перекатывают его на транспортную платфор", му 15. Вырезание отдельных элемен тов днищ и кровли из предварительносваренного полотнища по заранее заданной траектории значительно повышает производительность, так как не требуются предварительные трудоемкие операции: раскрой заготовки, раскладка отдельных элементов всего днища или кровли и сварка стыков отдельных элементов, требующая значительного времени, в то время как сварочные операции листов полотнища автоматизированы.Осуществление прерывистой резки,оставляя невырезанными по крайнеймере два участка каждой траектории,длиной не менее 150 мм, позволяетповысить производительность, таккак не требуется время на установкусоединительных планок, кроме того,заготовленные элементы днища и кровЗО ли сворачиваются непосредственно сполотнищем корпуса и отправляютсяк месту монтажа в одном рулоне.На монтаже непрорезанные участ ки элементов днищ и кровли разъединяют любым способом, а отходы непосредственно используют на монтаже резервуара, что также обеспечивает экономию металла,4 О Предлагаемый способ по сравнениюс базовым объектом, в качестве которого принят прототип, позволяетповысить производительность в двараза.Тираж 816Государственного комитета Слам изобретений и открнтийИосква, Ж, Раушская на
СмотретьЗаявка
3410540, 18.03.1982
ВСЕСОЮЗНЫЙ ГОСУДАРСТВЕННЫЙ ПРОЕКТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ "ГИПРОМОНТАЖИНДУСТРИЯ"
БАРАНОВ МИХАИЛ ЕВСТАФОВИЧ, ДИДКОВСКИЙ ОЛЕГ ВСЕВОЛОДОВИЧ, САРАТОВСКИЙ АЛЕКСАНДР СЕМЕНОВИЧ, СВЕРДЛОВ ЛАЗАРЬ ХАЙМОВИЧ, ШИШКОВ ВЛАДИМИР ДМИТРИЕВИЧ
МПК / Метки
МПК: B21D 51/24
Метки: днища, заготовок, кровли
Опубликовано: 07.07.1983
Код ссылки
<a href="https://patents.su/4-1026907-sposob-izgotovleniya-zagotovok-dnishha-i-krovli.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления заготовок днища и кровли</a>
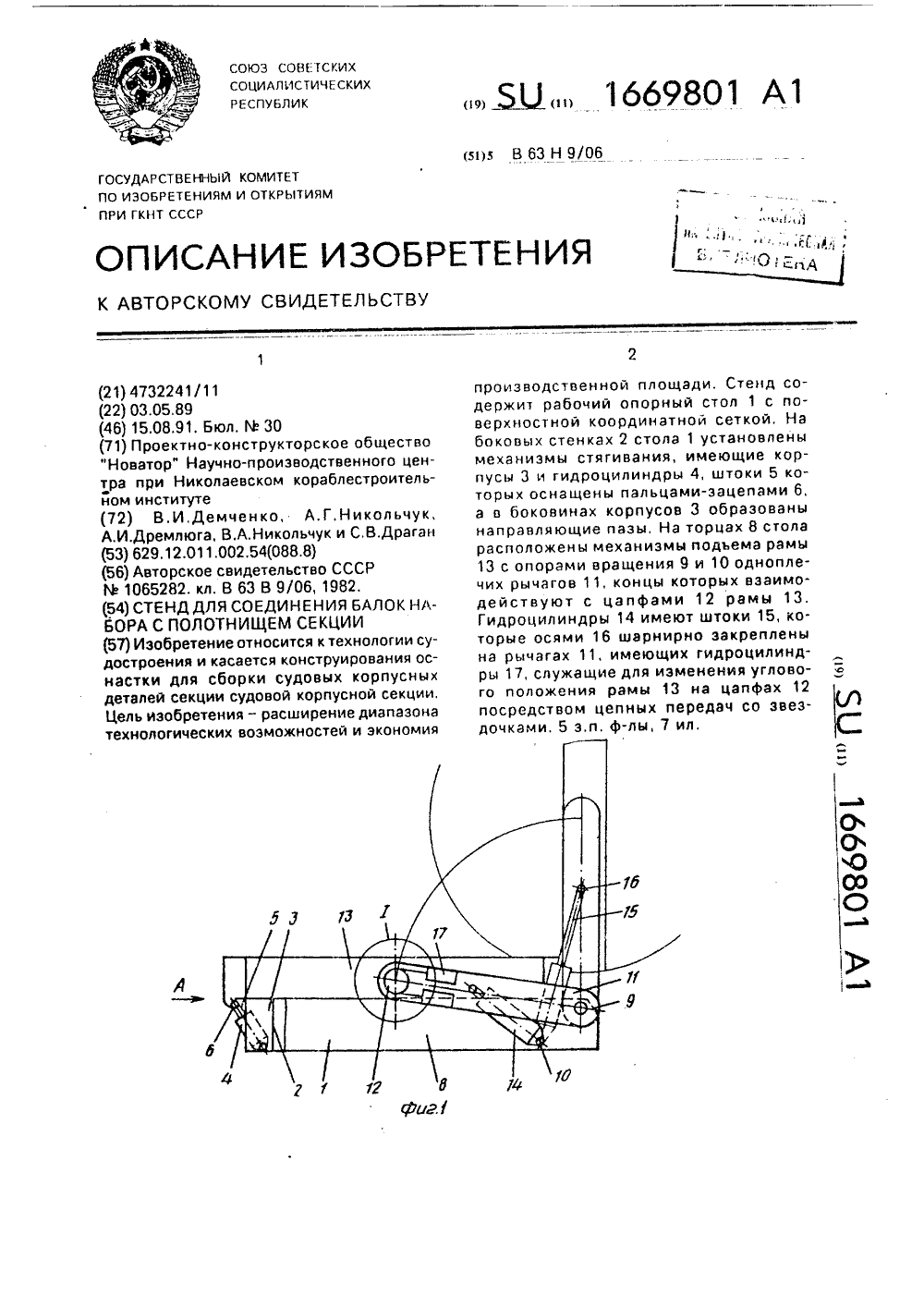
Стенд для соединения балок набора с полотнищем секции
Номер патента: 1669801
Опубликовано: 15.08.1991
Авторы: Демченко, Драган, Дремлюга, Никольчук
МПК: B63H 9/06
Метки: балок, набора, полотнищем, секции, соединения, стенд
...фиксируются в держателях 28 одним из известных способов, например механизмами или магнитными зажимами. На фиг.5 фиксирование балки набора выполнено, в частности посредством клинового зажима 35.Включением первого тумблера на пульте приводится в действие привод гидростанции, Включением второго тумблера приводится в действие механизм подьема штока 15 гидроцилиндров 14, соединенные осями 16 с рычагами 11. вращают их и совокупно с ними раму 13 относительно оси 9 наугол около 90, переводя раму 13 в нерабочее положение, Противоположные концы рычагов 11 соединены с цапфами 12, зафиксированными от свободного проворота установленными на рычагах 11 гидроцилиндрами 17, связанными цепными передачами 18 со звездочками 19, образующими дно целое с...
Установка для сварки стыков полотнищ из листов
Номер патента: 941140
Опубликовано: 07.07.1982
МПК: B23K 37/04
Метки: листов, полотнищ, сварки, стыков
...- прижимы 9. Тележка 5 установлена с возможностью перемещения от привода 10 по рельсовому пути 11, уложенному на основании вдоль стенда 1. На тележке 5 между балками 3 размещен механизм подъема 12, выполненный в виде цилиндров, на которых установлены направляющие 13 для перемещения . шовоформирующей подкладки 14. С наружной стороны балок 3 жестко установлена на платформе тележки 5 П-образная рама 15, несущая на направляющих 16 сварочный аппарат 17. Опоры 4 балок 3 превышают высоту тележки 5, Ширина тележки 5 превышает ширину стенда 1, а платформа тележки оснащена П-образной рамой 15, на которой закреплена направля,ощая со сварочным аппаратом 17.Работа установки для сварки стыков полотнищ из листов происходит следующим образом.Листы 2...
Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов

Номер патента: 1328127
Опубликовано: 07.08.1987
Авторы: Арустамов, Карташов, Перелыгин, Федотов
МПК: B23K 37/04
Метки: крупногабаритных, линия, листов, полотнищ, поточная, сборки, сварки, тонколистовых
...роликовую секцию 1, совмещая кромку листа с осью подкладки 7, при этом лист 3 упирается в образующие конуса роликов и поднимается, легко перемещаясь по ним. Поднимают и включают электромагниты 16, расположенные с правой стороны подкладки 7, и фиксируют лист 3, освобождая его из захвата агрегата 11. Аналогичным образом подают следующий лист 3 на роликовые секции 1 с левой стороны формирующей шов прокладки 7, совмещая кромки листов 3 с выдержкой сварочного зазора.Отключают привод 21 и опускаютопоры 19 качения роликовых секций 1с правой и левой сторон подкладки 7,Одновременно опускают и электромагниты 16. Агрегат 11 для транспортировки выводят в исходное положение,По направляющим 14 сварочный аппарат8 перемещают в зону подкладки 7....
Устройство для автоматической сварки полотнищ из листов

Номер патента: 606706
Опубликовано: 15.05.1978
Авторы: Гурвиц, Полысаев, Филимонов
МПК: B23K 37/04
Метки: автоматической, листов, полотнищ, сварки
...четыре вала 14, соединенных посредством зубчатых передач 15 со штоками цилиндров 13 и между собой. На балках 2 портала консольно установленные лапы 16 с опорными площадками 17, к которым поджимаются листы б,Устройство работает следующим образом.На ложементе 9 тележки 5 производят сборку листов, для чего ложемент может быть снабжен зажимами, струбцинами и другиья необходимыми для сборки приспособлениями. Тележка с собранными листами подается в зонУ сварки и устанавливается под порталом 1 над механизмом перемещения 7, Точность и плавность остановки тележки обеспечивается конечными выключателями, упругими упорами и тормозными устройствами, входящими в систему 5 управления установки (на чертеже не показаны. После остановки тележки 5...
Стенд для сборки и сварки полотнищ

Номер патента: 659334
Опубликовано: 30.04.1979
Авторы: Геллер, Гуржий, Дондик, Розенман, Трегуб
МПК: B23K 37/04
Метки: полотнищ, сборки, сварки, стенд
...тележку 11 для транспортирования изделия, на которой шарнирно закреплены толкающие собачки 12 и планка И.Стенд оснащен также поджимным приспособлением, которое содержит смонтированный на основании с возможностью перемещения в,плоскости, перпендикулярной продольной оси стенда, толкатель 14 и установленную на вертикальных направляющих 15 основания подъемную плиту 1 б,В толкателе 14 выполнен криволинейный паз 17. На ллите 1 б закреплены направляющие 18, цапфа 19, связанная с криволинейным пазом 17 толкателя 14, а также ограничительные упоры 20 н 21 с пружиной 22.В направляющих 18 плиты 1 б установ.лены с возможностью перемещения стаканы 28, внутри которых смонтированы подпружиненные зажимы 24.Сборку и сварку полотнищ на стенде...
Предыдущий патент: Грейферное устройство штампа
Следующий патент: Правильно-отрезной автомат
Случайный патент: Барабанная мельница