Способ изготовления литейных форм “процесс вм-3
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
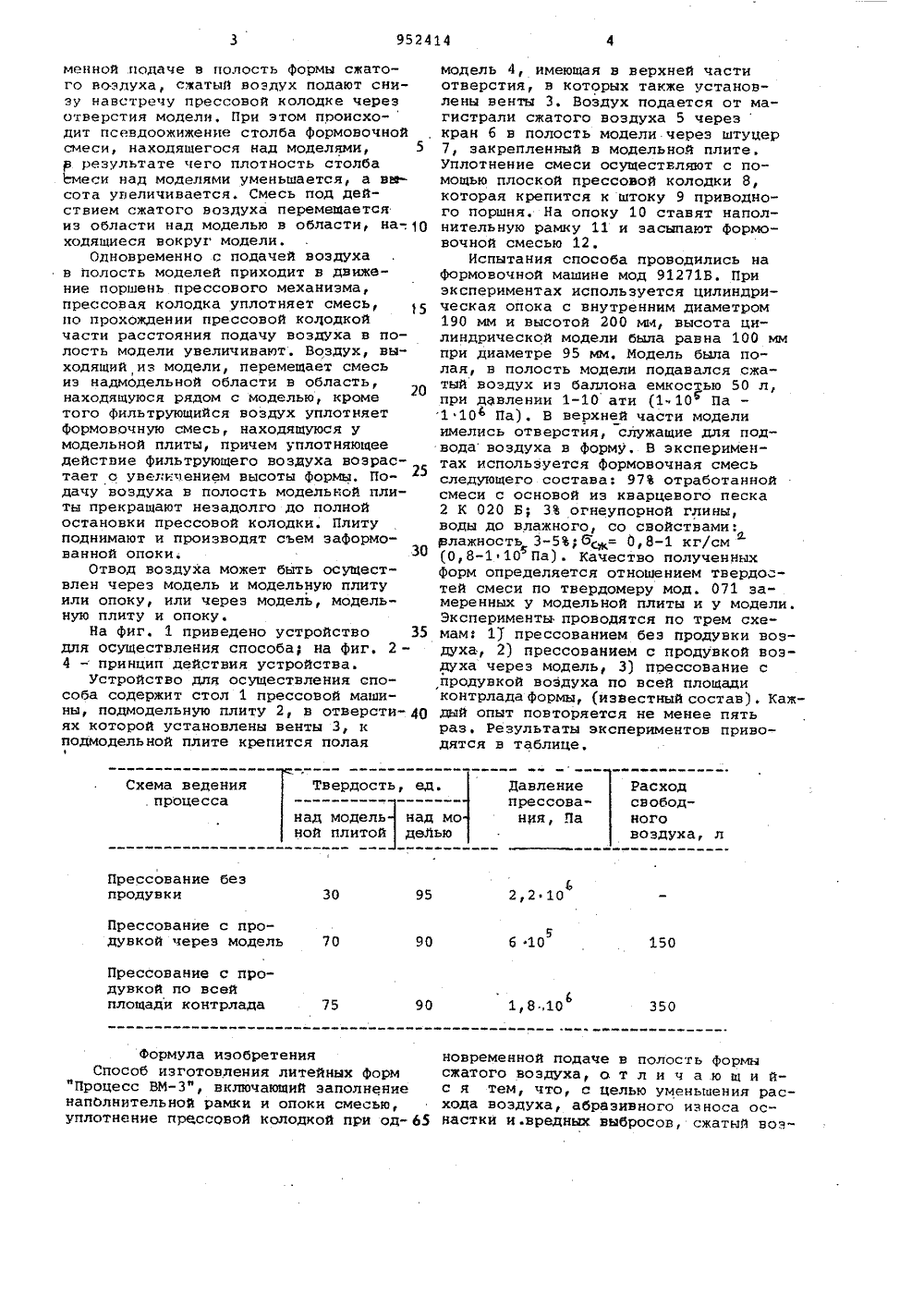
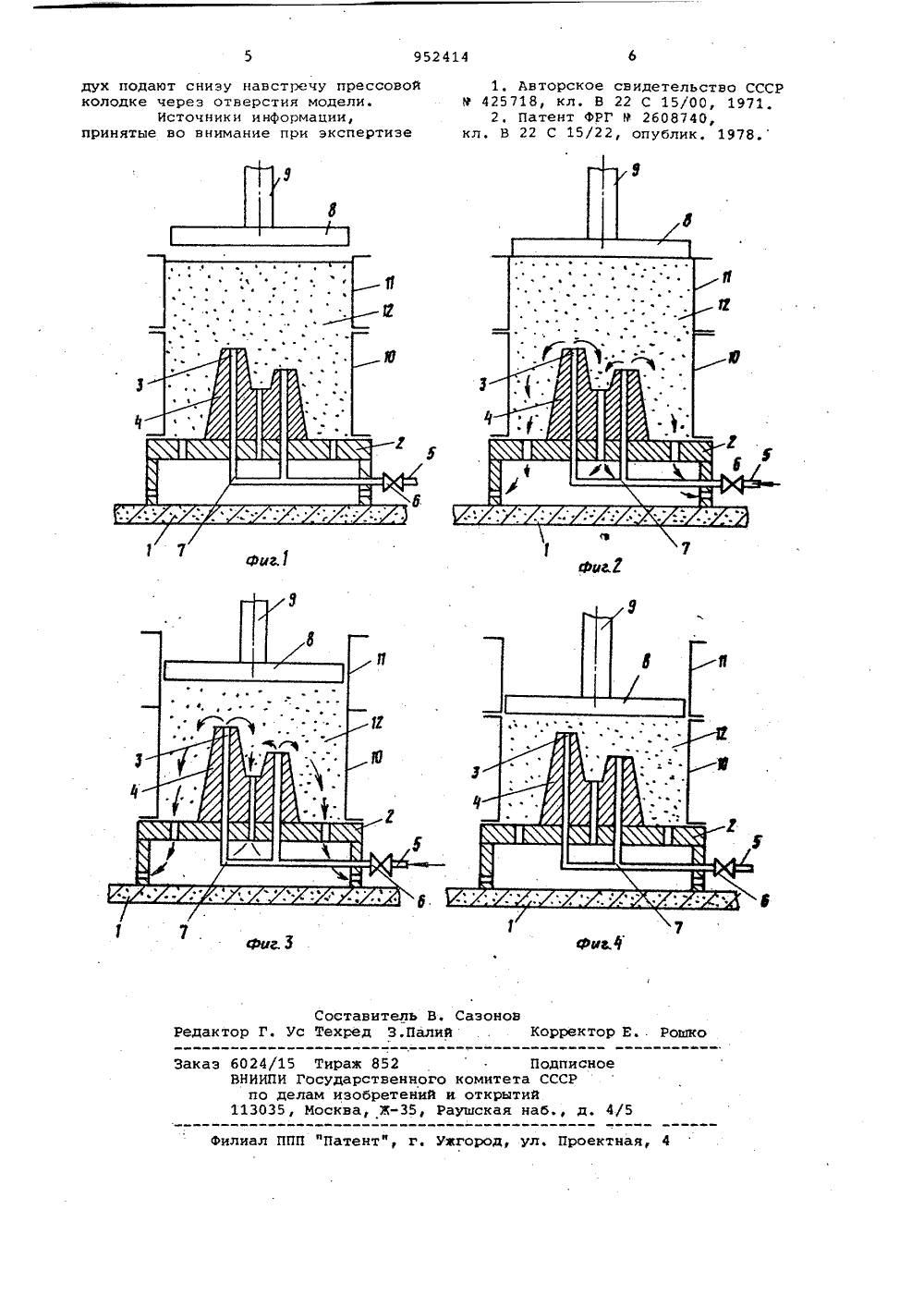
ОП ИСАНИЕИЗОБРЕТЕНИЯК, АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик щ 952414(22) Заявлено 23. 04. 80 (21) 2914006/22-02с присоединением заявки Но -(ф) М Кд 3 В 22 С 15/00 В 22 С 15/22 Государственный комитет СССР но делам изобретений и открытий(72) Авторыизобретения О 1 Щц.и проектно-техналойческийМосковскийБМВЯодю Всесоюзный научно-исследовательский институт угольного машиностроения иавтомеханический институт(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМИзобретение относится к литейномупроизводству, в частности к изготовлению разовых литейных форм, и можетбыть использовано в прессовых формовочных машинах,Известны способы изготовления песчано-глинистых форм прессования, вкоторых для выравнивания плотностиформы и для уменьшения усилия прессо- Ования используется действие сжатоговоздуха, вдуваемого в форму в процессе прессования 1),Однако воздух в форму подводятпо всей площади прессовой плиты,.,вследствие этого для улучшения равномерности плотности требуются значительные количества воздуха. Так какпри прессовании всегда имеются зазоры между прессовой плитой и наполнительной рамкой, воздух устремляетсяв эти зазоры, унося с собой некотороеколичество песка, который оказываетистираюшее действие на стенки наполнительной рамки и прессовой плиты.Кроме того, погружение модели в слойформовочной смеси оказывается затруднительным, и формы получаются с неудовлетворительным распределениемплотности смеси, несмотря на значительные количества вдуваемого воздуха. ЗО Наиболее близким к изобретениюпо технической сущности является способ изготовления литейных форм, включающий заполнение наполнительной рамки и опоки смесью, прессование прессовой колодкой при одновременной подаче в полость формы сжатого воздуха ( 2.Однако для выравнивания плотностиформы требуется значительное количество воздуха, который выходит с большойскоростью в зазор между прессовойплитой и наполнительной рамкой, уносяза собой формовочную смесь и вызываятем самым абразивный износ оснасткии запыленность в зоне действия машины. Кроме того, большое количествовоздуха проходит через слабо уплотненные слои смеси, расположенные около, моделей.Целью изобретения является уменьшение расхода воздуха, уменьшение абразивного износа оснастки и запыленности воздуха около машины,Указанная цель достигается тем,что согласно способу при изготовлении литейных форм "Процесс ВМ",включающему наполнение наполнительной рамки.иопоки смесью, уплотнениесмеси прессовой колодкой при одновреТвердость, ед. давление прессования, Па Расходсвободноговоздуха, л над модель над моной плитой делью Прессование безпродувки 62,210 30 95 б 10 90 150 Прессование с продувкой по всейплощади контрлада 1,8,10 350 менной подаче в полость формы сжатого воздуха, сжатый воздух подают снизу навстречу прессовой колодке через отверстия модели. При этом происхо-дит псевдоожижение столба формовочной смеси, находящегося над моделями, 5 в результате чего плотность столба :меси над моделями уменьшается, а высота увеличивается. Смесь под действием сжатого воздуха перемещается из области над моделью в области, на-,10 ходящиеся вокруг модели.Одновременно с подачей воздуха в полость моделей приходит в движение поршень прессового механизма, прессовая колодка уплотняет смесь, ио прохождении прессовой коЛодкой части расстояния подачу воздуха в полость модели увеличивают. Воздух, выходящий иэ модели, перемещает смесь иэ надмодельной области в область, находящуюся рядом с моделью, кроме того фильтрующийся воздух уплотняет Формовочную смесь, находящуюся у модельной плиты, причем уплотняющее действие фильтруюцего воздуха возрастает с увеличением высоты формы. Подачу воздуха в полость модельной плиты прекращают незадолго до полной остановки прессовой колодки. Плиту поднимают и производят съем эаформованной опоки. 30Отвод воздуха может быть осуцествлен через модель и модельную плиту или опоку, или через модель, модельную плиту и оноку.На фиг. 1 приведено устройство 35 для осуществления способа; на Фиг. 2- 4 - принцип действия устройства.Устройство для осуществления способа содержит стол 1 прессовой машины, подмодельную плиту 2, в отверсти О ях которой установлены венты 3, к подмодельной плите крепится полая 1 Прессование с продувкой через модель 70 Формула изобретенияСпособ изготовления литейных форм"Процесс ВМ", включающий заполнениенапьлнительной рамки и опоки смесью,уплотнение прессовой колодкой при од- б 5 модель 4, имеющая в верхней частиотверстия, в которых также установлены венты 3. Воздух подается от магистрали сжатого воздуха 5 черезкран б в полость модели через штуцер7, закрепленный в модельной плите.Уплотнение смеси осуществляют с помощью плоской прессовой колодки 8,которая крепится к штоку 9 приводного поршня. На опоку 10 ставят наполнительную рамку 11 и засыпают Формовочной смесью 12,Испытания способа проводились наформовочной машине мод 91271 Б. Приэкспериментах используется цилиндрическая опока с внутренним диаметром190 мм и высотой 200 мм, высота цилиндрической модели была равна 100 ммпри диаметре 95 мм. Модель была полая, в полость модели подавался сжатый воздух иэ баллона емкостью 50 л,при давлении 1-10 ати (1- 10 Па1 10 Па). В верхней части моделиимелись отверстия, служацие для подвода воздуха в Форму, В экспериментах используется Формовочная смесьследующего состава: 97 отработаннойсмеси с основой иэ кварцевого песка2 К 020 Б; 3 огнеупорной глины,воды до влажного, со свойствами:рлажность 3-5; 6,= 0,8-1 кг/смй(0,8-1110 Па). Качество полученныхформ определяется отношением твердо:тей смеси по твердомеру мод. 071 эамеренных у модельной плиты и у модели.Эксперименты проводятся по трем схе"мам: 1) прессованием беэ продувки воздуха, 2) прессованием с продувкой воздуха через модель, 3) прессование сйродувкой воздуха по всей плоцадиконтрлада формы, (известный состав) . Каждый опыт повторяется не менее пятьраз. Результаты экспериментов приводятся в таблице. новременной подаче в полость Формы сжатого воздуха, а т л и ч а ю ц и йс я тем, что, с целью уменьшения расхода воздуха, абразивного износа оснастки и .вредных выбросов, сжатий воз952414 1. авторское свидетельство СССРр 425718, кл. В 22 С 15/00, 1971.2, Патент ФРГ Р 2608740,кл. В 22 С 15/22, опублик, 1978. Составитель В, Сазоновс Техред З.ПалийКорректс шк актор 6024/15 Тираж 852 ВНИИПИ Государственногопо делам изобретений и 113035, Москва, Ж, Ра За ПП "Патент", г. ужгород, ул, Проектная, 4 фи дух подают снизу навстречу прессовойколодке через отверстия модели.Источники информации,принятые во внимание при экспертизе Подписноеитета СССРкрытийкая наб., д, 4
СмотретьЗаявка
2914006, 23.04.1980
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ УГОЛЬНОГО МАШИНОСТРОЕНИЯ, МОСКОВСКИЙ АВТОМЕХАНИЧЕСКИЙ ИНСТИТУТ
БАТРАКОВ НИКОЛАЙ ПЕТРОВИЧ, БЕЛЯКОВ ЮРИЙ ИВАНОВИЧ, ТРЕЩАЛИН ВИКТОР ВАСИЛЬЕВИЧ, КОЗЛОВ СЕРГЕЙ НИКОЛАЕВИЧ, ОРЛОВ ГЕОРГИЙ МИХАЙЛОВИЧ, БЛАГОНРАВОВ БОРИС ПАНТЕЛЕЙМОНОВИЧ
МПК / Метки
МПК: B22C 15/264
Метки: вм-3, литейных, процесс, форм
Опубликовано: 23.08.1982
Код ссылки
<a href="https://patents.su/3-952414-sposob-izgotovleniya-litejjnykh-form-process-vm-3.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления литейных форм “процесс вм-3</a>
Устройство для образования полости литниковой чаши в литейной форме

Номер патента: 242329
Опубликовано: 01.01.1969
Авторы: Волгоградский, Силин, Ушаков
МПК: B22C 7/00
Метки: литейной, литниковой, образования, полости, форме, чаши
...предлагаемое устройство.Оно содержит литниковую чашу 1, прессовую колодку 2, механизм 3 поворота литниковой чаши и фиксатор 4 для закрепления модели литниковой чаши,при формовке,Механизм 3 поворота литниковой чаши состоит из вала 5, на котором закреплена модель литниковой чаши, связанного с зубчатым колесом 6 и с червяком 7, рычага 8 с собачкой 9, Рычаг 8 снабжен роликом 10, который при возвратно-поступательном перемещении прессовой колодки 2 в верхнее положечие находит на неподвижный упор 11 и поворачивается, Вместе с ним поворачивается колесо б на угол, обеспечивающий поворот модели литниковой чаши на 180". Последняя занимает одно из двух положений, при которых модель выступает над поверхностью прессовой колодки (формовка верхней...
Прессово-встряхивающая формовочная машина для изготовления литейных форм

Номер патента: 1752490
Опубликовано: 07.08.1992
Авторы: Горюнов, Дроздов, Калькаев, Кузнецов, Николашев
МПК: B22C 15/30
Метки: литейных, прессово-встряхивающая, форм, формовочная
...от вращательных движений стопором 24, состоящим иэ двух упоров 25, гильзы 26, пружины 27, кольца 28 и штифта 29. Штифт 29 относительно кольца 28 контрируется проволокой (не показана). В нижней части прессового цилиндра 5 имеется канал 30 для подвода воздуха на прессоаание.Машина работает следующим абразом.Сжатый воздух под давлением порядка 6 атм подводится по каналу 30 на прессование, При этом прессовый поршень б движется вверх, поднимая рабочий стол 1 с хвостовиком 2 и направляющими 3, перемещающимися во втулках 4, Одновременно сжатый воздух давлением 2-3 атм по каналам 17 - 19 подается в полость 20 (на пневмопружину). В момент начала прессования непосредственно самой формы, устанавливаемой на рабочем столе 1, сжатый воздух под...
Модель литейной формы

Номер патента: 926710
Опубликовано: 07.05.1982
МПК: G09B 25/02
Метки: литейной, модель, формы
...из компенсатора объема по соединительной трубке 8 в сосуд-отливку 1. Одновременно воздух из атмосферы через канал 7 поступает в компенсатор объема 5, восполняя уменьшение объема жидкости в модели,. В результате уровень жидкости в сосуде-отлйвке 1 не меняется, а в компенсаторе объема 5 - постепенно снижается. Таким образом, перемещение жидкости в модели происходит аналогично перемещению расплава в про9267 5цессе питания отливки и благодаряприменению сосуда с прозрачными стенками и прозрачной жидкости процессдоступен для визуального наблюдения.Модель литейной формы на фиг. 2 5включает компенсатор объема 5, расположенный внутри сосуда-отливки 1 и. представляющий собой опрокинутыйстакан с трубкой, внутри которой имеется канал 7, сообщающий...
Устройство для получения смеси краски и воздуха и нанесения ее на внутреннюю поверхность литейной формы

Номер патента: 1680436
Опубликовано: 30.09.1991
Автор: Ерыкалов
МПК: B22C 23/02
Метки: внутреннюю, воздуха, краски, литейной, нанесения, поверхность, смеси, формы
...совершали во внутренней полости 10 не менее полутора витков до выходаиз кольц вой щели, Угол а выбирают в каждом конкретном случае таким образом, чтобы два потока не смешивались дообразования дисперсной смеси, Опытнымпутем было установлено, что такая смесьполучается при совершенствовании потоком смеси половины витка спирали, Угола находится в обратной зависимости отдиаметра камеры смешивания, С увеличением диаметра камеры угол а уменьшается.Устройство работает следующим образом.Краска под давлением через штуцер 13нижней крышки 3 нагнетается во внутрен 5 10 15 20 25 30 35 нюю полость 4 коллектора 5, из которого по патрубкам 6 поступает в полость 10, где распыляется сжатым воздухом, поступающим по патрубкам 2. При этом образуются два...
Способ изготовления литейных форм по выплавляемым моделям
Номер патента: 865488
Опубликовано: 23.09.1981
Авторы: Нечитайло, Петров, Серебро, Шинкар
МПК: B22C 9/04
Метки: выплавляемым, литейных, моделям, форм
...модель при последующем качественном покрытии шликером аморфного кремнезема.При .изготовлении раствора на смачивателе НБ наблюдаются пенящиеся свойства поэтому после его выстаивания пена садится и никаких нежелательных явлений в процессе работы не возникает, его можно использовать для приготовленияраствора.Способ осуществляется следующим образом. На выплавляемую например парафво-стеариновую, модель наносят окунанием раствор, состоящий из 30 вес.% смачивателя НБ (некали) 10 весЛ едкогонатра и 60 вес.% воды. Затем дают стечьизлишкам состава.После этого наносят водный шпикераморфного кремнезема, который приготавливают путем мокрого помола кварца вшаровой мельнице, футерованной этим жематериалом, и обсыпают зернистым огнеупорным материалом,...
Предыдущий патент: Способ изготовления отливок
Следующий патент: Пневматическая трамбовка
Случайный патент: Способ определения теплового расширения твердых веществ в широком диапазоне температур