Способ изготовления тройников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 940892
Автор: Грозин



Текст
О П И С А Н И Е (ц 940892ИЗОБРЕТЕН И Я Союз Советских Социалистических Республик(088.8) по делам изобретеиий и открытий(45) Дата опубликования описания 07.07.82(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ Изобретение относится к обработке металлов давлением и может быть использовано при штамповке тройников.Известен способ изготовления тройников из трубной заготовки, включающий резку заготовки, продольный эксцентричныйный обжим ее концов и формовку в плоскости, перпендикулярной продольной плоскости симметрии тройника Ц. Недостатки извеслного способа заключаются в том, что свободный эксцентричный продольный обжим трубы с выходом в цилиндр круглого сечения требует больших усилий и, во избежание потери устойчивости заготовки, возможен только при малых степенях обжима, что в свою очередь снижает высоту получаемой при дальнейшей формовке горловины тройника, а следовательно, снижает и его качество. При этом степень обжима, которую можно характеризовать как отношение диаметров до обжима и после обжима или как абсолютную разность этих диаметров заготовки, значительно снижается с уменьшением отношения толщины стенки к диаметру заготовки, что затрудняет изготовление тройников тонкостенных и крупных диаметров, для изготовления которых в этом случае требуется исходная заготовка с увеличенной толщиной стенки, что увеличивает металл оем кость изделия.Целью настоящего изобретения является повышение качества и снижение метал лоемкостп изделия.Поставленная цель достигается тем, чтопри изготовлении тройников из трубных заготовок способом, включающим резку заготовок, продольный эксцентричный об жим концов заготовками и формовку заготовки в плоскости, перпендикулярной продольной плоскости симметрии тройника, при продольном эксцентричном обжиме концы заготовки формуют в цилиндр 15 эллипсного сечения, малая ось которогосовпадает с продольной плоскостью симметрии тройника.Предложенный способ позволяет штамповать тройники с увеличенной высотой 20 горловины при снижении степени обжима,а следовательно и усилия в процессе свободного продольного обжима концов заготовки в цилиндр эллипсного сечения, т. е.в данном случае при меньшей степени об жима и усилии деформации заготовки, высота выпучины, величина которой равна разности между размером заготовки в средней необжатой части и малой осью эллигсного сечения концов, будет большей по З 0 сравнению с известным обжимом концовзаготовки с выходом их в цилиндр круглого сечения. Снижение степени и усилия при продольном обжиме концов заготовки в цилиндр эллипсного сечения обеспечит возможность изготовления тонкостенных тройников и тройников больших диаметров, исключив при этом смятие заготовок от потери устойчивости их при продольном обжиме, улучшив таким образом качество и снизив металлоемкость изделий. 10При дальнейшей формовке горловины и корпуса тройника в плоскости, перпендикулярной продольной плоскости симметрии тройника, корпус тройника подвергается дополнительному оожиму по периметру, что 15 в еще большей степени увеличивает высоту горловины.Таким образом, конкретный пример реализации способа изготовления тройников включает резку трубкой заготовки, про дольный эксцентричный обжим концов заготовки в цилиндр эллиясного сечения, малая ось которого расположена в продольной плоскости симметрии, формовку патрубка и корпуса путем поперечного обжима 25 в плоскости, перпендикулярной продольной плоскости симметрии тройника.На фиг. 1 показан общий вид штампа в разрезе в положении начала продольного обжима; на фиг. 2 - заготовка с эллипс ными концами, полученная продольным обжимом; на фиг. 3 - штамп в положении начала формовки в направлении большой оси эллипса обжатой заготовки; на фиг. 4 - разрез того же штампа в конце формовки. 35Устройство содержит матрицы 1 и 2 с эксцентричными цилиндрами - круглым 3, равным диаметру заготовки, и эллипсным 4, малая ось которого расположена в плоскости разреза чертежа (на фиг, 1, 2), - и 40 формующие матрицы 5 и 6 (фиг. 4 и 6).Штамповка тройников осуществляется следующим образом, Трубную заготовку 7 круглого сечения, необходимого диаметра для получения требуемой высоты горлови ны, в холодном или нагретом состоянии устанавливают в нижнюю матрицу 2 (фиг. 1). При ходе ползуна пресса вниз осуществляется обжим заготовки одновременно с двух сторон до заданного размера 50 малой оси эллипса. Большая ось эллипсного сечения при этом остается равной диаметру заготовки или близкой к нему. После обжима заготовка (фиг, 3) имеет в середине цилиндрическую часть 8 круглого сечения, а концы 9 - эллипсного сечения, После продольного обжима заготоьку (фиг. 3) укладывают в матрицу 5 штампа для поперечного обжима, В штампе осуществляют формовку горловины и корпуса тройника 10 (фиг. 6). Отверстие в горловине обоазуется в процессе механической обработки или отбортовывается известными способамп.Таким образом, предложенные способ и устройство позволяют получить новый положительный эффект, выраженный в снижении степени деформации в процессе свободного продольного обжима трубной заготовки с одновременным увеличением при этом высоты горловины тройника. Это позволяет снизить расход металла за счет того, что возможно вести штамповку тройников с меньшей устойчивостью, т. е. тонкостенных и большего диаметра, снизить усилие на операции продольного оо;кима и повысить качество как за счет снижения брака, так и за счет увеличения высоты горловины тройника.Формула изобретения1. Способ изготовления тройников из трубной заготовки, включающий резку заготовки, продольный эксцентрический обжим концов заготовки и формовку заготовки в плоскости, перпендикулярной продольной плоскости симметрии тройника, отличающийся тем, что, с целью повышения качества и снижения металлоемкости изделия, при продольном эксцентрическом обжиме концы заготовки формуют в цилиндр эллинекого сечения с .малой осью, совпадающей с продольной плоскостью симметрии тройника.Источник информации, принятый вовнимание при экспертизе;1. Богоявленский К, Н, Изготовление сложных полых деталей, Л., Машиностроение, Л. О., 1979, с. 44, рис. 14 (прототип).940892 Корректор С. Фа Федот дак п. Харьк. фил. пред. Па аказ 724/630НПО Поиск ставитель О, Финогее ехред И. Заболотнов Изд.198 Тираж 842 Подписноеударственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5
СмотретьЗаявка
2965243, 19.05.1980
ГРОЗИН ГЕННАДИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B21C 37/29
Метки: тройников
Опубликовано: 07.07.1982
Код ссылки
<a href="https://patents.su/3-940892-sposob-izgotovleniya-trojjnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления тройников</a>
Устройство для продольного разрезания концов проволочной заготовки

Номер патента: 466075
Опубликовано: 05.04.1975
Автор: Яновский
МПК: B23D 19/00
Метки: заготовки, концов, проволочной, продольного, разрезания
...так, что при их совмещении образуется цилиндричес е отверстие, доходящее до центра диска ( и его оси вращения). Далее канал 9 в каждом из дисков переходит в углубление в виде сектора 10. В корпусе выполнены два отвер стия 11, 12, оси которых совпадают с осью цилиндрического отверстия, образуемого совмещением каналов дисков. Отверстие 11 служит для ввода заготовки в цилиндрическое отверстие, а отверстие 12 - для визуального наблю- О дения за положением каналов режущих дисков при их совмещении.Устройство работает следующим образом, Раздвигаются рукоятки 2, 6 до совмещенияканалов 9 режущих дисков 3, 4 в цельное 5 круглое отверстие, в которое затем через отверстие 11 в корпусе и отверстие, образуемое совмещением секторных углублений 10,...
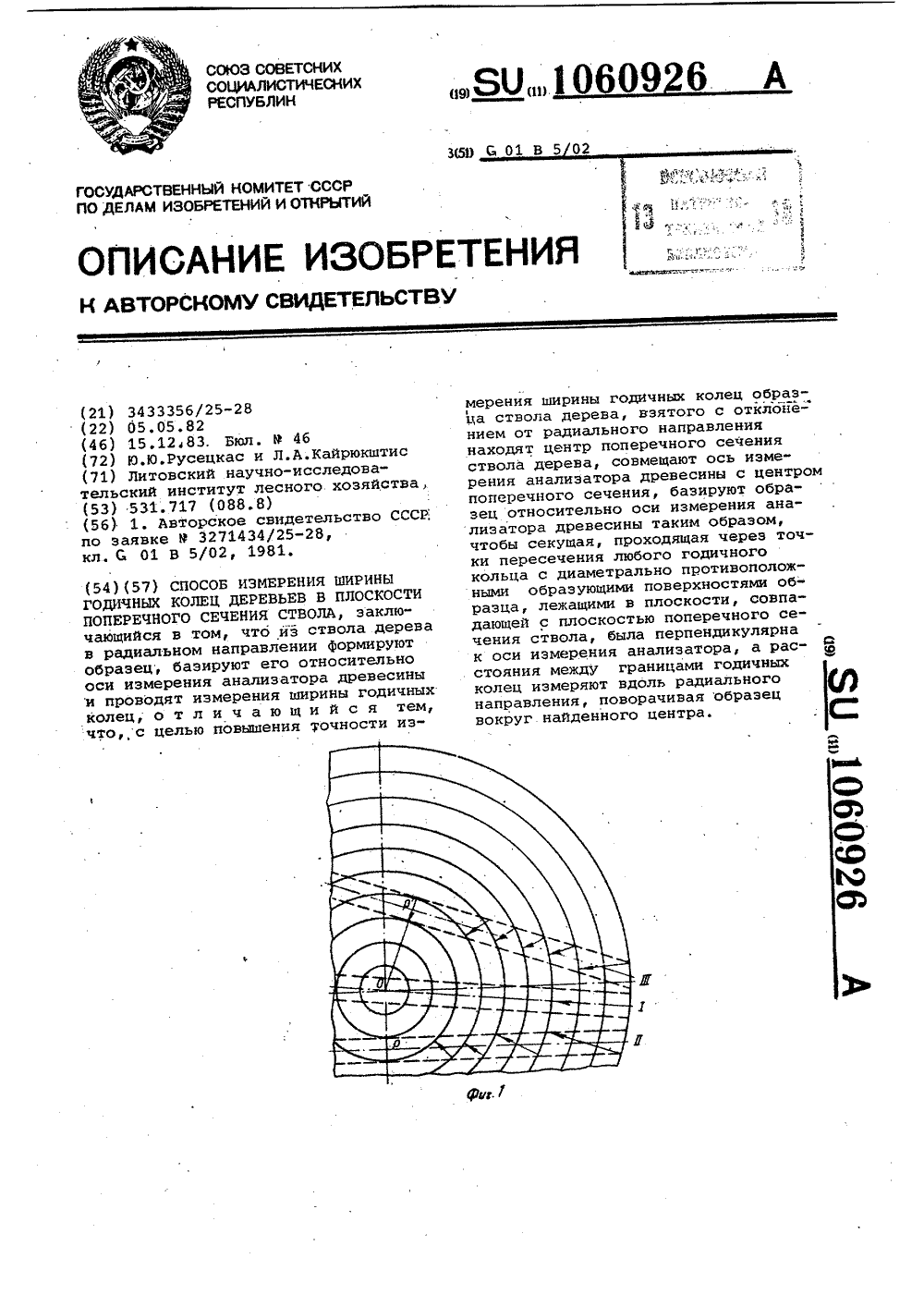
Способ измерения ширины годичных колец деревьев в плоскости поперечного сечения ствола
Номер патента: 1060926
Опубликовано: 15.12.1983
Авторы: Кайрюкштис, Русецкас
МПК: G01B 5/02
Метки: годичных, деревьев, колец, плоскости, поперечного, сечения, ствола, ширины
...плоскости поперечного сечения ствола,заключающемуся в том, что из стволадерева в радиальном направлении формируют образец, базируют его относительно оси измерения анализаторадревесины и проводят измерения ширины годичных колец, находят центрпоперечного сечения ствола дерева,совмещают ось измерения анализаторадревесины с центром поперечного сечения, базируют образец относительно оси измерения анализатора древесины таким образом, чтобы секущая,проходящая через точки пересечениялюбого годичного кольца с диаметрально противоположными образующимиповерхности образца, лежащими в плоскости, совпадающей с плоскостью поперечйого сечения ствола, былаперпендикулярна к оси измерения анализатора, а.расстояния между границами годичных колец измеряют...
Способ профилирования обечаек

Номер патента: 1697951
Опубликовано: 15.12.1991
МПК: B21D 53/30
Метки: обечаек, профилирования
...10 электропривода 11, смонтированного неподвижно на профилировочном станке. С валом 10 связан датчик 12 крутящего момента, выход которого электрически связан со входом коммутатора 13, Один из выходов последнего включен в цепь реверса электропривода 11, а другой выход связан с системой управления сближения валков профилировочного станка, Второй валок 14 расположен внутри исходной кольцевой заготовки 15,Способ профилирования обечаек осуществляется следующим образом. Заготовку 15 устанавливают на внутренний валок 14 и приводят валки 1 и 14 во вращение. Части наружного валка 1 при этом сомкнуты по плоскости разъема. После осуществления взаимного сближения осей валков 1 и 14 до соприкосновения с заготовкой 15 и далее на величину шага...
Способ изготовления поковок

Номер патента: 1006011
Опубликовано: 23.03.1983
Авторы: Бешко, Вдовин, Левандовский
МПК: B21J 1/04
Метки: поковок
...поковки, а также невысокое качество поковок из-за недостаточнойпроработки литой структуры центральной части сляба.Целью изобретения является увеличение коэффициента использования ме"талла и повышение качества получаемых поковок путем белее полной проработки литой структуры сляба.Указанная цель достигается тем,что согласно способу изготовленияпоковок, включающему отливку слябаи последующее его деформирование,при деформировании сляб подвергают протяжке с уменьшением большего размера его поперечного сечения и образованием утолщения в средней по высоте сечения части, при этомвначале протяжку осуществляют бойкамитрапециевидной формы до полученияотношения высоты сечения к его ширине в пределах 2,5-3,5, а затем -плоскими бойками с...
Учетверитель частоты

Номер патента: 1256130
Опубликовано: 07.09.1986
Автор: Шкаликов
МПК: H03B 19/00
Метки: учетверитель, частоты
...1.Учетверитель частоты содержит отрезок прямоугольного волновода 1, возбуждающий штырь 2, металлический стержень 3, первый умножительный диод 4, металлический стержень 5, второй умножительный диод 6, отверстия 7 и 8, короткозамкнутые с одного конца отрезки 9 и 10 прямоугольного волновода, третий и четвертый умножительные диоды 11 и 12,волноводный Е-тройник 13, отрезок выходной линии 14, металлические диски 15 - 17 с диэлектрическими прокладками 18, 19 и 20, проводник 21, металлический диск 22, диэлектрическую прокладку 23, проводник 24 и зазор 25.Учетверитель частоты работает следующим образом.В отрезок прямоугольного волновода 1 вводится сверхвысокочастотное колебание на частоте 1-, а к металлическим дискам 15 - 17 и 22 подводятся...
Предыдущий патент: Линия протяжки отводов
Следующий патент: Система транспортирования рулонов от моталок прокатного стана
Случайный патент: Способ уплотнения бетонной смеси