Способ изготовления литейных форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
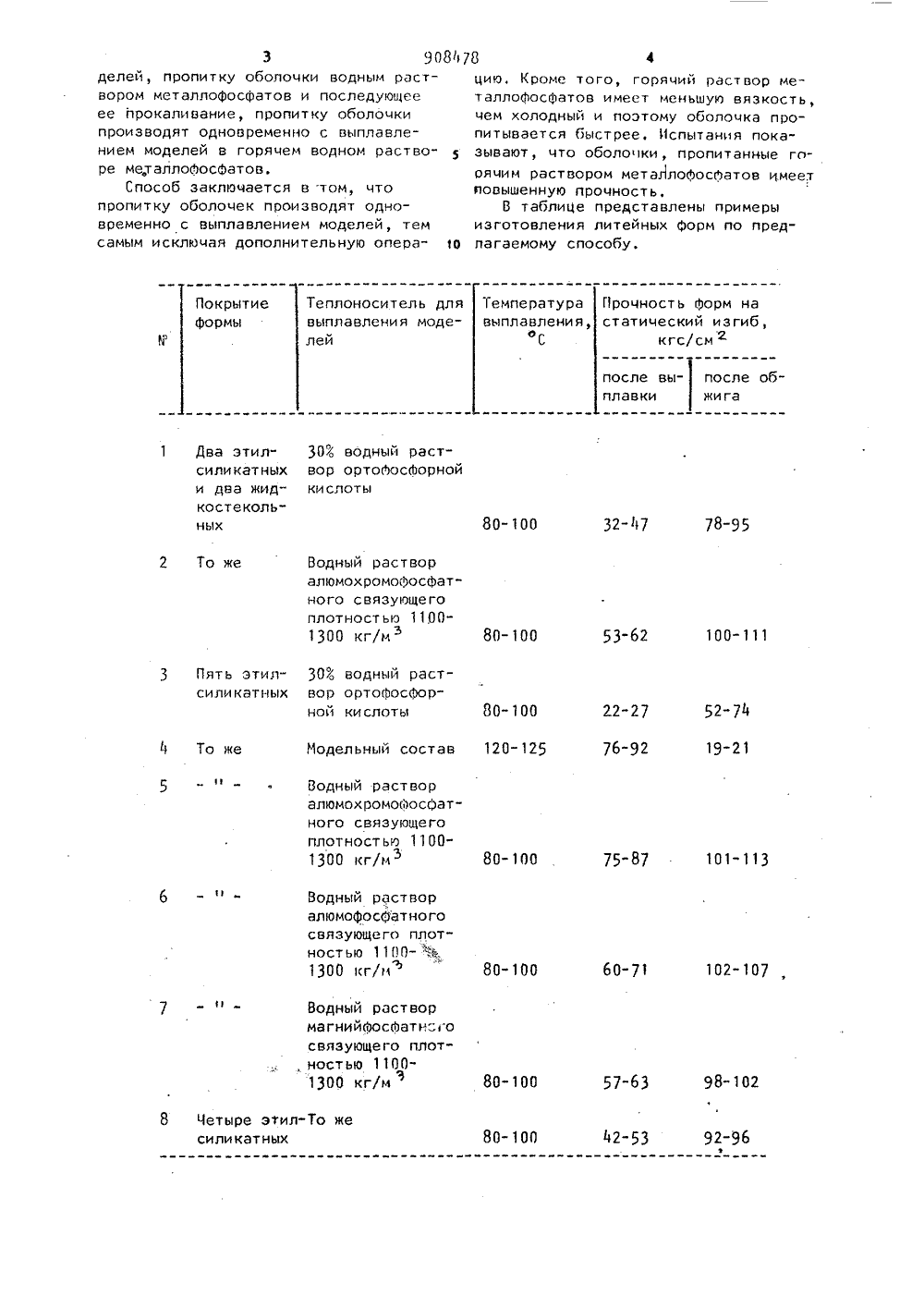
(5)М. Кд,В 22 С 9/ОЙ с присоединением заявки Ж 9 кударстюей комитет СВОР до делам изабретениЯ и о,крытнй(23) Приоритет Опубликовано 28.02.82. Бктллетень И 8 Дата опубликования описания 02 .О. 82(72) Авторы изобретения Харьковский Филиал Всесоюзного научно-исследовательского института литейного машиностроения, литейфй технологиии автоматизации литейного производства(51) СПОСОБ ИЗГО.ОВЛЕНИЯ ЛИТЕИНЦХ ФОРИ ПО ВНПЛАЬЛЯЕИУН МОДЕЛЯИИзобретение относится к литейномупроизводству, а именно к способам изготовления литейных Форм по вцплавляемым моделям,Известны способы изготовления литейных Форм по выплавляемцм моделям,включающие нанесение на блок моделейогнеупорной оболочки, выплавление моделей в воде. или расплаве модельногосостава (11.При выплавлении в воде Формь теряют прочность, а при вцплавлении в модельном составе - увеличивается егорасход,Известно, что для повышения прочности Форму, изготовленную по выплавт 5ляемым моделям, пропитывают, например,растворами легко растворимцх хлоридовили нитридоп металлов, щелочноземельных металлов, органических кислот жирного ряда, углеводов или производныхЮцеллюлозы 1 2.При этом требуется дополнительнаяоперация пропитки, что удлиняет технологический процесс и увеличиваеттоудоемкость и энергозатраты,Иаиболее близким по техническойсущности и достигаемому результатуявляется способ изготовления литейныхФорм по вцплавляемым моделям, включающий нанесение на блок моделей огнеупорной оболочки, выплавление моделей, пропитку оболочки водным раствором металлоФосйатов и последующее еепрокаливание 3.При изготовлении литейных Форм известнцм способом их пропитывают раствором металлоФосФатов после выплавления моделей, что является дополнительноей операцией.Цель изобретения - сокращение длительности технологического процессапри повышении прочности Форм.Указанная цель достигается тем,что в способе изготовления литейныхФорм по выплавляемым моделям, включающем нанесение на блок моделей огнеупорной оболочки, вцплавление моТеплоноситель длявыплавления моделей Прочность Форм настатический изгиб,кгс/смТемпературавыплавления,ф ПокрытиеФормы после вы- после обплавки жига 303 водный раствор ортойосФорнойкислоты Два этилсиликатныхи два жидкостекольных 32- 17 80-100 78-95 Водный растворалюмохромоФосФатного связующегоплотностью 11001300 кг/м2 То же 80-100 53-62 100-111 3 Пять этил водный растсиликатных вор ортоФосФорной кислоты 80-100 52-7 ч 19-21 22-27 76-92 То же Модельный состав 120- 125 Водный растворалюмохромойосОатного связующегоплотностью 11001300 кг/и 80-100 75-87 101-113 Водный растворалюмоФосбатногосвязующего плотностью 1100- ;.1300 кг/м 80-100 60-7 102- 107 Водный раствор магнийФосФатн:;го связующего плот, ностью 1100- 1300 кг/м н 80-100 57-63 98-102 80-100 92-96 3 9081 делей, пропитку оболочки водным раствором металлоФосФатов и последующее ее прокаливание, пропитку оболочки производят одновременно с выплавлением моделей в горячем водном растворе металлоФосФатов.Способ заключается в том, что пропитку оболочек производят одновременно с выплавлением моделей, тем самым исключая дополнительную опера 8 Четыре этил-То же силикатных 70 4цию, Кроме того, горячий раствор металлоФосФатов имеет меньшую вязкость,чем холодный и поэтому оболочка пропитывается быстрее. Испытания показывают, что оболочки, пропитанные горячим раствором метаМлоФосФатов имеетповышенную прочность,В таблице представлены примерыизготовления литейных Форм по предлагаемому способу,908478 5Способ осущегтвляется следующим образом.На блок моделей наносят керамическую оболочку. После сушки модельно керамический блок погружают в ванну 5 с водным раствором металлофосфатов плотностью 1,1- 1,3 г/см , нагретым до 80- 100 С. Выплавление и пропитку производят 15-30 мин, после чего оболочку подсушивают и прокаливают при 10 950- 1200 С,Плотность раствора выбирается из условия необходимой прочности оболочки и технологической вязкости.Температура раствора опрецеляет ся в зависимости от применяемого модельного состава и температуры кипения раствора.Реализация предлагаемого способа позволит сократить время технологи" 20 ческого процесса, трудоемкость и энергозатраты и одновременно улучшить качество отливок за счет повышения прочности оболочек. 6формула изобретенияСпособ изготовления литейных формпо выплавляемым моделям, включающийнанесение на блок моделей огнеупорной оболочки, выплавление моделей,пропитку оболочки водным растворомметаллофосфатов и последующее ее прокаливание, о т л и ц а ю щ и й с ятем, что, с целью сокращения длительности технологического процессапри повышении прочности форм, пропитку оболочки производят одновременнос выплавлением моделей в горячем водном растворе металлофосфатов.Источники информации,принятые во внимание при экспертизе1. Литье по выплавляеиым моделям.Под ред, Я.И. Вкленника и В.А.ОзероваИзд. 2-е. И., "Машиностроение, 1971,с, 231-2492. Патент ЧССР Г 113025,кл, 31 С 1/01, 1964.Патент Японии У 49"39729кл. 11 А 213, 1974.Составитель й. Булетов Редактор М. Янович Техреду А. Бабинец Корректор Заказ 696/12 Тираж 853 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 11)0)5 Иосква НРаушская наб. 6, 4/ филиал ППП "Патент", г, Ужгород, ул. Проектная, М, Лароши
СмотретьЗаявка
2648557, 12.04.1978
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЛИТЕЙНОГО МАШИНОСТРОЕНИЯ, ЛИТЕЙНОЙ ТЕХНОЛОГИИ И АВТОМАТИЗАЦИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ЧЕРНОВ АЛЕКСАНДР АЛЕКСЕЕВИЧ, ЧЕРКАСОВА ЛЮДМИЛА АЛЕКСАНДРОВНА, КОНОТОПОВ ВИКТОР СТЕПАНОВИЧ, АНТИПЕНКО ВЛАДИМИР ФЕДОРОВИЧ, КУЛАГИНА СВЕТЛАНА ИВАНОВНА, ПАЦУБИЕНКО АНАТОЛИЙ СЕРГЕЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, литейных, моделям, форм
Опубликовано: 28.02.1982
Код ссылки
<a href="https://patents.su/3-908478-sposob-izgotovleniya-litejjnykh-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления литейных форм по выплавляемым моделям</a>
Устройство для испытания бумажных оболочек (моделей)

Номер патента: 121959
Опубликовано: 01.01.1959
Авторы: Костылев, Матвеевский
МПК: G01B 7/287, G01D 5/28, G01N 3/12
Метки: бумажных, испытания, моделей, оболочек
...манометр 5, пульт б управления с набором электрических сопротивлений, шлейфовый осциллограф 7, автотрансформатор 8.11 спытуемая оболочка 9, изготовленная из плотной бумаги, покрытой слоем олифы и лака для обеспечения герметичности, подключается к ва. куумной установке при помощи соединительных шлангов 10 и устанавлизается возле гребенки 11 с проволочными движками 12. Последние одним концом упираются в поверхность оболочки 9, а другой конец их, проходящий через направляющую штангу 13, соединен с контактом 14 жидкостного переменного электрического сопротивления 15, подключенного через пульт управления к шлейфовому осциллографу 7, Для синхронной записи на ленте шлейфового осциллографа изменения формы оболочки и давления внутри...
Способ изготовления литейных стержней и форм по холодной оснастке

Номер патента: 1838026
Опубликовано: 30.08.1993
Авторы: Александров, Дайбов, Дунаев, Знаменский, Кулаков, Мострюков, Солодянкин
Метки: литейных, оснастке, стержней, форм, холодной
...оснастки диаметром 6-12 мм, выполненные с определенным шагом между собой и закрытые перед засыпкой и уплотнением металлической сеткой (ячейка 0,16 - 0,25 мм) или пробками. В зависимости от сложности и размеров изготовляемых стержней и форм пропитку производят методом окунания оснастки в раствор связующего, либо подачей связующего поддавлением 0,03 - 0,5 МПа, осуществляемой спомощью трубки с конусообразным наконечником, который плотно входит в отверстия для пропитки. Необходимое давлениена связующее можно создать в стандартном бачке с встроенным насосом, предназначенным для перекачки жидкостей,Количество отверстий для пропитки определяется размерами и сложностью конфигурации рабочей полости оснастки, методом пропитки, пропитывающей...
Устройство для испытания моделей оболочек

Номер патента: 1019271
Опубликовано: 23.05.1983
Автор: Решетилова
МПК: G01N 3/04
Метки: испытания, моделей, оболочек
...по техническойсущности к предлагаемому являетсяустройство для испытания моделейоболочек, содержащее две опорныетарели с выступами для фиксации моделей 1,21.25Надостатком данного устройстватакже является невозможность создания шарнирного опирания при испытании оболочек на устойчивость, таккак при изгибе испытуемой модели 30происходит защемление подкрепляющихэлементов, что ведет к возникновениюопорного момента и, следовательно, кувеличению критической нагрузки иискажению истинной величины нагрузки.Кроме того, невозможность такжеисследовать эффект эксцентриситетаприложения нагрузки, так как нагрузка прикладывается только к оси.Целью изобретения является обеспечение шарнирного закрепления моделей и испытания моделей с эксцентриситетом...
Устройство для нанесения покрытий на модели при изготовлении форм по выплавляемым моделям

Номер патента: 1423265
Опубликовано: 15.09.1988
МПК: B22C 23/02
Метки: выплавляемым, изготовлении, модели, моделям, нанесения, покрытий, форм
...вступают в работу силовые цилиндры 5-7, опускающие стрелу 4, врезультате чего модель 8 погружаетсяв обмазку 3. При этом постоянный магнит 14 перемещается в направлениидатчика 12. При подходе магнита 14 к датчику 12 на определенное заранее отрегулированное расстояние срабатывает контактная система датчика 12 и выдает сигнал на останов цилиндра 5 посредством тормозного устройства. Стрела 4 останавливается. Производится нанесение на модель 8 обмаэки 3. Затеи посредством цилиндров 5-7 поднимают стрелу 4, модель 8 извлекают иэ бака 2, выдерживают для стекания излишков обмазки 3 и переносят модель 8 в бак с песком. Далее цикл повторяется.Применение предлагаемого устройства позволяет оптимизировать глубину погружения модели в обмаэку эа...
Пресс-форма для изготовления пластмассовых оболочек замкнутой формы с отверстием

Номер патента: 356148
Опубликовано: 01.01.1972
МПК: B29C 43/10, B29C 43/18
Метки: замкнутой, оболочек, отверстием, пластмассовых, пресс-форма, формы
...для вакуумирования рабочей полости пресс-формы, т, е. наружной полости эластичной камеры. Патрубок15 11, укрепленный в днище б, служит для подачи упругой среды (воздуха, жидкости и т.д.)внутрь эластичной камеры.Пресс-форму изолируют по всему периметрупрокладками 12,20 Операции подъема и опускания верхней полуформы 2, смыкания пресс-формы и удержания ее в сомкнутом состоянии при формовании изделия можно осуществлять с помощьюгидравлических, пневматических и винтовых25 прессов,Предложенная пресс-форма работает следующим образом. Через патрубок 9 производят вакуумирование внутренней полости эластичной камеры 4, в результате чего она при 30 жимается к перфорированному каркасу б,356148 1 г В б 7 11 Составитель А, ГоршковРедактор Л....
Предыдущий патент: Способ изготовления литейных форм и устройство для его осуществления
Следующий патент: Литниковопитающая система для производства литья по выплавляемым моделям
Случайный патент: Устройство для изготовления мелких стеклоизделий