Способ центробежно-планетарной обработки колец
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 897482
Авторы: Бондаренко, Ершов, Фишбейн

Текст
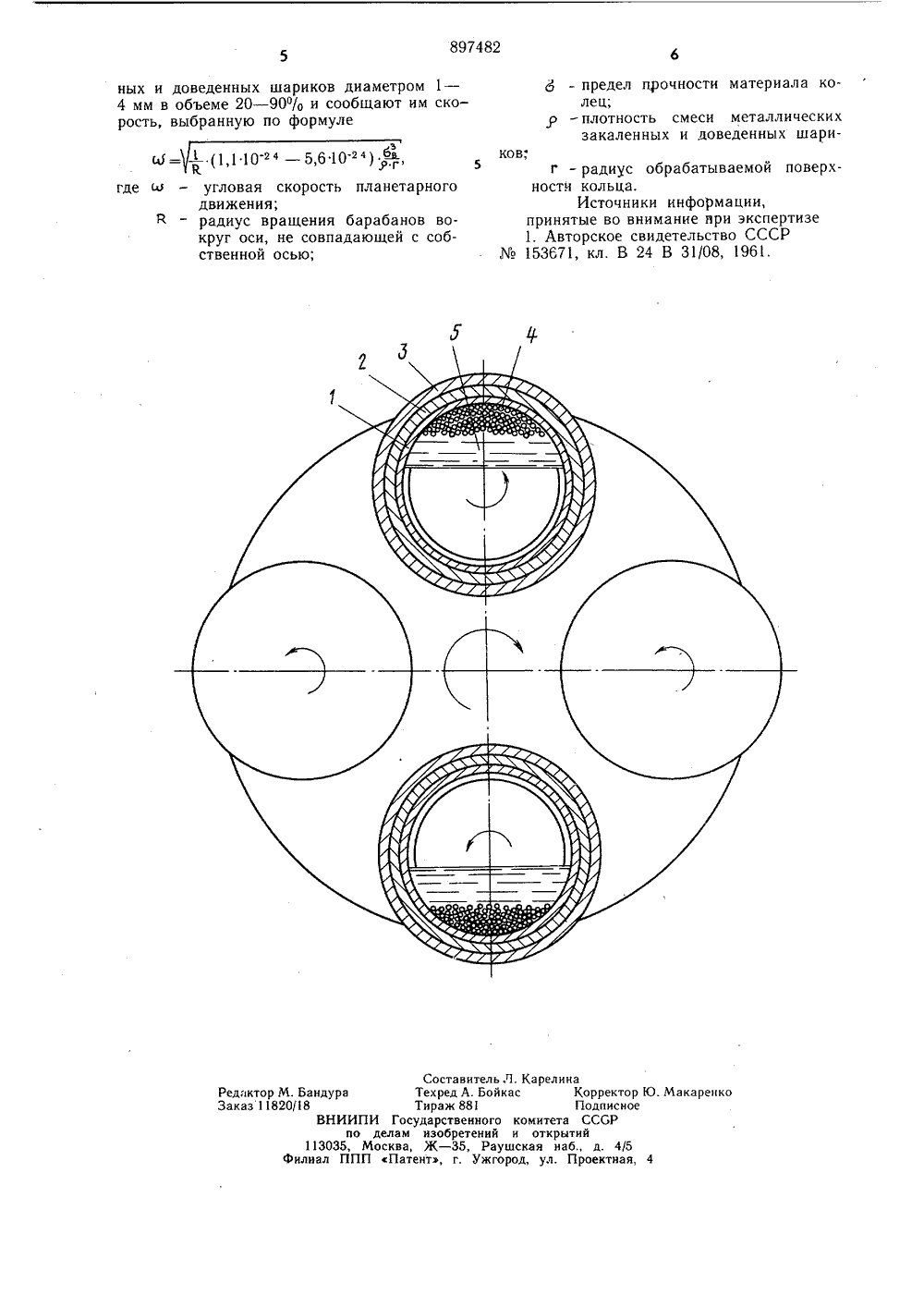
ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУСССР по делам нзобретеннй н открытийтносится к обработке, при вающий материал нахосостоянии, обработка проанетарном движении, мозовано в подшипниковой качестве отделочно-упрочи дорожек качения подцентробежно-планета рц, согласно которому дет в барабаны и сообщано-планетарное движе ти материала металлических денных шариОднако известным спосо но существенйо повысить ка повысить ресурс подши пни абразивная обработка, со ся резанием металла, не п чать достаточно качественну верхность дорожек колец,бом невозможчество колец и ков, поскольку провождающаяозволяет полую несущую поЦель изоб ва обработкиУказанная рабаны запол закаленных и тения - повыш при унрочнении цель достигается яют смесью ме доведенных шари ние каческолец.тем, что баллическиков диаме 2 (или нарабана 3акаленныхм 1 - 4 мм Изобретение о которой обрабать дится в свободном изводится при пл жет быть исполь промышленности в няющей обработк шипников.Известен спос ной обработки кол тали устанавлива ют им центробе 2ром 1 - 4 мм в объеме 20 - 90% и сообщают им скорость, выбранную по формуле где ы - угловая скорость планетарногодвижения;- радиус вращения барабанов вокруг оси, не совпадающей с осьюсобственной;6 - предел прочносколец;Р - плотность смесизакаленных и довеков;г - радиус обрабатываемой поверхности кольца.На чертеже изображена схема осуществления данного способа обработки.Предлагаемый способ осуществляют следующим образом.Кольца 1 собирают в стаканоправку), заполняют полость бана 80 - 90% смесью стальных 3полированных шариков 4 диаметроЗатем заливают до уровня смеси полирующую жидкость 5 (водный раствор ингибиторов) . Перед обработкой определяют предел прочности материала колец. Кольца и смесь шариков подвергают планетарному движению, при котором происходят враще ния колец вокруг собственной оси и со своей осью вокруг оси, не совпадающей с осью кольца, а величину скорости центробежно- планетарного вращения выбирают по фор. муле угловая скорость центробежно-планетарного вращения;бв - предел прочности материала колец;.Р - плотность смеси стальных закаленных полированных шариков;г - радиус обрабатываемой поверхности кольца;й, - радиус вращения вокруг оси, несовпадающей с осью собственной.Пример 1. Обработке, подвергаются кольца из стали ЭИ 347 (теплостойкой, используемой для подшипников специального назначения). Предел прочности стали ЭИ 347 после термообработки составляет где М= 8,4410 Н/м 30В качестве обрабатывающей среды используют смесь стальных закаленных полированных шариков диаметром 1 - 4 мм, Плотность смеси стальных закаленных полированных шариков составляет У =,210 кг/м. Обрабатываются кольца, имеющие радиус дорожки качения г = 0,05 м (внутренние кольца подшипника типа 32118 Р). Кольца набирают на оправкуустанавливают в контейнер и оставшееся свободное пространство заполняют на 80 - 90% указанной смесью 40 шариков, а затем до уровня смеси шариков заливают полирующую жидкость (водный раствор ингибиторов коррозии) . Затем кольца вместе с заполняющей контейнер смесью шариков приводят в планетарное движение, определив угловую скорость и радиус по 45 указанной формуле.Устанавливают скорость вращения ы = = 2,01 с при радиусе К = 0,325 м, исходя из выражения а=МК, где а - центростремительное ускорение. Такую же угловую скорость придают кольцам вокруг их собственной оси. Время обработки - 120 мин,В процессе проведения испытаний подшипников, собранных из обработанных по способу колец, установлено, что ресурс подшипников возрастает в 2 - 3 раза. 55Пример 2, Обработке подвергают кольца из стали ШХ 15 ВД (сталь двойного вакуумного переплава, используемая для весьмамула изобретения робежно-планетарной обракотором детали устанавли-и сообщают им центробеждвижение, отличающийся ю повышения качества оброчнении колец, барабаны ью металлических закаленСпособ цент ботки колец пр вают в барабан но-планетарное тем, что, с цел работки при у заполняют смес ответственных подшипников). Предел прочности стали ШХ 15 ВД после термообработки составляет 66 = 19,6 108 Н/м 2В качестве обрабатывающей среды используют смесь стальных закаленных полированных шариков диаметром 1 - 4 мм. Плотность смеси стальных закаленных полированных шариков составляет Р = 7,210 З кг/мз. Обрабатываются кольца, имеющие радиус дорожки качения г = 0,07 м (наружные кольца подшипника типа 32118 Т), Кольца набирают в стакан, устанавливают на контейнер и свободное пространство заполняют на 80 - 90% указанной смесью шариков, а затем до уровня смеси шариков заливают полирующую жидкость (водный раствор ингибиторов коррозии), затем кольца вместе с заполняющей их полость смесью шариков приводят в планетарное движение, определив угловую скорость и радиус.Центростремительное ускорение от вращения вокруг оси, не совпадающей с собственной осью колец а= 2,75 м/с 2, при этом скорость вращения М = 3,331/с при радиусе К = 0,25 м, исходя из выражения ы К = а, Такую же угловую скорость придают кольцам вокруг их собственной оси. Время обработки - 120 мин.В процессе проведения испытаний подшипников, собранных из обработанных по способу колец, установлено, что ресурс подшипников возрастает также в 2 - 3 раза.Предлагаемый способ позволяет при высокой производительности резко повысить качественные показатели колец подшипников качения за счет упрочнения, обеспечивает получение равномерно распределенных по поверхности дорожек качения и в глубину до 100 мкм сжимающих остаточных напряжений, повышение поверхностной твердости на две единицы, улучшение коэффициента формы микрорельефа и тем самым увеличение величины несущей поверхности беговой дорожки в 1,5 - 2 раза, обеспечивает приработку колец вне собранного подшипника, т, е. получение стабильных в эксплуатации величин диаметра дорожки качения кольца как наружного, так и внутреннего.Данный способ обработки позволяет увеличить (как показывают испытания подшипников) ресурс работы весьма ответственных подшипников) в изделиях в 2 - 3 раза по сравнению с известным.897482 ных и доведенных шариков диаметром 1 -4 мм в объеме 20 - 90% и сообщают им скорость, выбранную по формуле с 1 - предел прочности материала колец;р - плотность смеси металлических закаленных и доведенных шариков; г - радиус ности кольца. Источни принятые во вн 1. Авторское с153671, кл. В 2Л. Карелинаренк кас Корректор Ю. МакаПодписноекомитета СССРи открытийшская наб., д, 4/5род, ул, Проектная, 4 Редактор М. Бандура Заказ 11820/18 ВНИИПИ Г по дел 113035, Моск филиал ППП П
СмотретьЗаявка
2534623, 17.10.1977
БОНДАРЕНКО ИВАН ЕВДОКИМОВИЧ, ФИШБЕЙН СЕМЕН ИСААКОВИЧ, ЕРШОВ ВИКТОР КУЗЬМИЧ, ФИШБЕЙН ЕФИМ ИСААКОВИЧ
МПК / Метки
МПК: B24B 31/08
Метки: колец, центробежно-планетарной
Опубликовано: 15.01.1982
Код ссылки
<a href="https://patents.su/3-897482-sposob-centrobezhno-planetarnojj-obrabotki-kolec.html" target="_blank" rel="follow" title="База патентов СССР">Способ центробежно-планетарной обработки колец</a>
Механизм для поворачивания вокруг собственных вертикальных осей элементов несущих экстрагируемые соты, к оборотным медогонкам с центральной вертикальной осью вращения экстрагирующей системы

Номер патента: 44092
Опубликовано: 31.08.1935
Автор: Давыдов
МПК: A01K 59/04
Метки: вертикальной, вертикальных, вокруг, вращения, медогонкам, механизм, несущих, оборотным, осей, осью, поворачивания, системы, собственных, соты, центральной, экстрагируемые, экстрагирующей, элементов
...вместе с тем необходимость употребления ленточного или какой-либо другой системы тормоза 9 для остановки механизма.На нижнем конце трубчатой оси б насажена наглухо крестовина 70 ротора, служащая опорой для вертикальных осей 11, с которыми наглухо связаны поворотные элементы.корооки 12, имеющие два гнезда и разделительные диафрагмы, Верхние концы осей 11 укреплены шарнирно к муфте 13, сидящей также наглухо на оси б. На нижних концах осей Л укреплены горизонтально расположенные стержни 74 с грузами 75, служащими для поворота коробок и могущими при регулировке машины перемещаться и закрепляться стопорными винтами 16 в надлежащих местах стержней 14, На свободных концах последних установлены контакты 17, предназначенные вступать во...
Устройство для суммирования скоростей вращения осей

Номер патента: 48810
Опубликовано: 31.08.1936
Автор: Парецкий
МПК: H03M 1/24
Метки: вращения, осей, скоростей, суммирования
...попеременно приходит в соприкосновение со щетками 111, 112 113 и передает таким образом потенциал плюс через прово-да 121, 122, 123 попеременно на пла-стины 207, 202, 203 коллектора 200., Если последний неподвижен, то каждыйраз, когда пластина 701 касается щет-ки 111, замыкается цепь от плюса, че-рез 701, 111, 121, 201, 211 об иоткуэлектромагнита 1 к минусу, и электро-магнит 1 возбудится. Пульсации электромагнита 1 будут происходить при каждом обороте коммутатора 100, Если коммутатор 200 также придет во вращение, то к перемещению потенциала плюс по пластинам 201, 202, 203 прибавится вращение самих пластин в пространстве,вследствие чего скорость перемещения, потенциала плюс относительно неподвиж-ной щетки 211 соответственно увеличит-ся...
Повозка с вращающимся вокруг продольной горизонтальной оси кузовом

Номер патента: 15372
Опубликовано: 31.05.1930
Автор: Креминский
МПК: B60P 3/16
Метки: вокруг, вращающимся, горизонтальной, кузовом, оси, повозка, продольной
...горизонтальной оси и состоит в том, что, для удерживания кузова от опрокидывания, применены крышки, поворотно прикрепленные к двуплечему рычагу.На чертеже фиг. 1 изображает вид повозки сбоку, а фиг. 2 - вид ее сзади.КузовфМ (фиг. 1 и 2) повозки накрывается сверху крышками 2, расположенными надлинном плече 3 двуплечего рычага, нри чем последний посредством малого плеча б двуплечего рычага и помощью цепи 6 барабана 7, может быть поворачиваем вокруг оси шарнира 4 с целью освобождения кузова от крышек, Для соединения двуплечего рычага с основанием устроены запоры 8, которые входят в станину 9, Кузов 1 свободно укреплен на валу 10, концами входящем в станины и в средине имеющем подшипник 11. Для освобождения кузова 1 от груза вращают барабан...
Устройство для вращения изделий с концентрическими бандажами вокруг их продольной оси

Номер патента: 688804
Опубликовано: 30.09.1979
Авторы: Бульба, Войцицкий, Гейман
МПК: F27B 7/22
Метки: бандажами, вокруг, вращения, концентрическими, оси, продольной
...монтированы на платформе 1, талрепы 7, тяги 8. Изделие 9 выполнено с 15 бандажами 10. При помощи бандажей иложементов с кинематическими связями изделие 9 установлено на платформе 1. Ложе- мент 2 смонтирован на платформе посредством шарнира 11 с осью вращения, нап равленной вдоль изделия, в результате чего он остается неподвижным относительно продольной оси вращения изделия, установленного на ложементах 2 и 3.Устройство работает следующим обраНа катки 4 и 5 ложемент ставленных с помощью талр ное положение, устанавли З 0 опорными бандажами 10 изд3 При вращении изделия вокруг его продольной оси вследствие того, что плоскости вращения катков 4,и 5 и изделия 9 непараллельны друг другу (из-за перекоса катков) возникает осевая сила,...
Способ изготовления колец радиально-упорных подшипников

Номер патента: 1299699
Опубликовано: 30.03.1987
Авторы: Буркин, Григорьян, Киргизов, Контер, Коросташевский, Осокин
Метки: колец, подшипников, радиально-упорных
...разъемное, заготовка,на которой выкатывается желоб, идетна два полукольца, Глубина окончательного желоба Ь = 33 мм; радиусР = 9 мм,Заготовки изготавливали с предварительным формированием желоба методом токарной обработки по известному и предлагаемому способу с различной Ь (см, таблицу). Режим низкотемпературной термомеханическойобработки (НТМО) заготовок: предварительный подогрев до 850 С, нагрев0до 1080 С, посадка на оправку, подостуживание до 600-500 С, выкатка желоба роликами в машине МВ, охлаждение на воздухе до температурыцеха, низкотемпературная обработка(-70 С, 1 ч), отпуск при 60 С,Результаты измерения твердости и коробления представлены в таблице,Коробление выражалось волокнисто" стью на внутреннем диаметре и развалом торцов....
Предыдущий патент: Машина для вибрационной обработки гранулированной рабочей средой
Следующий патент: Способ обработки изделий
Случайный патент: Сырьевая смесь для изготовления легкого жаростойкого бетона