Система управления количеством ткани в технологической машине
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 895867
Авторы: Александров, Глазунов, Ханаев

Текст
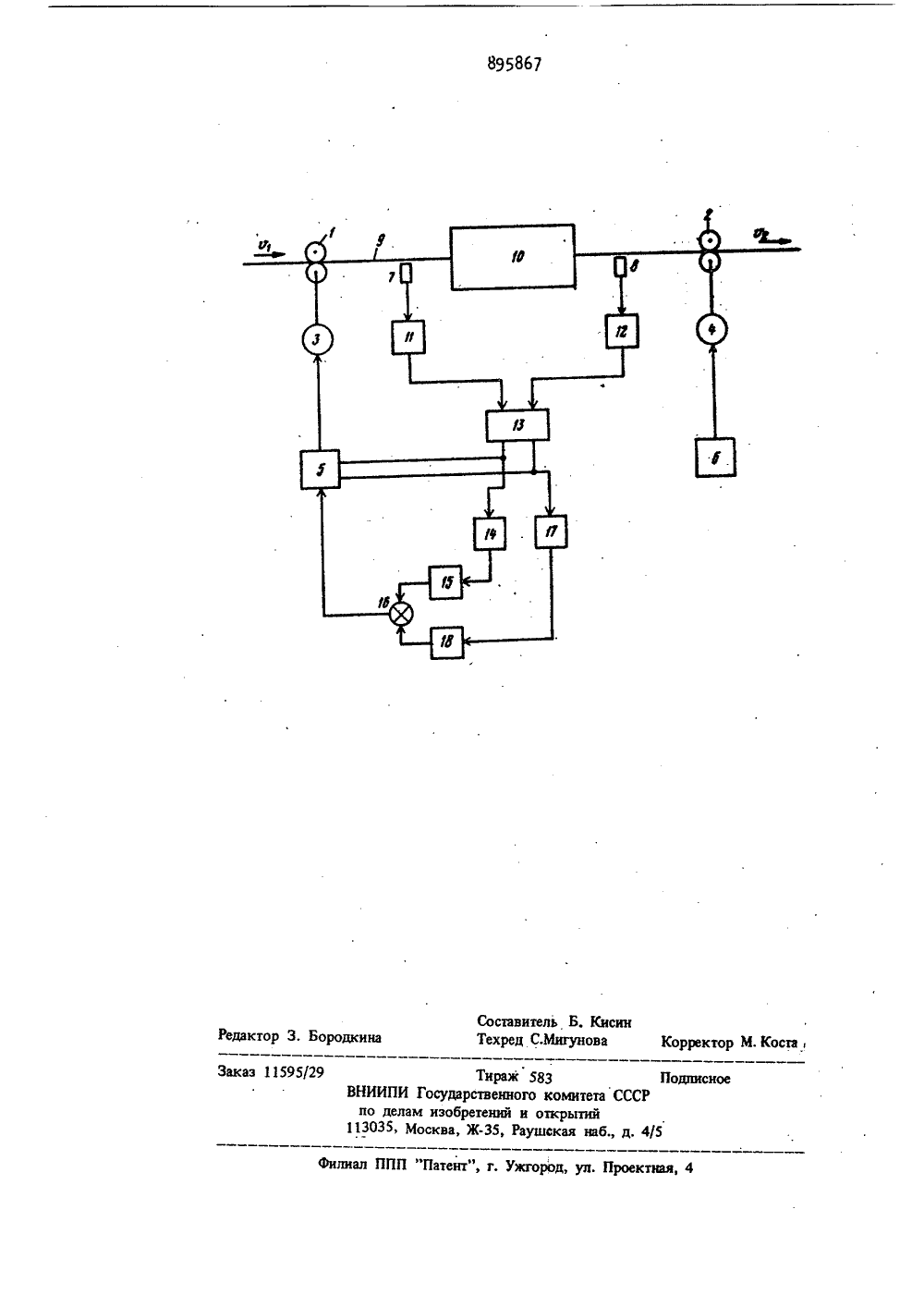
Союз СоветскихСоциалистическихРеспублик ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ п 1895867(51)М. Кл. с присоединением заявки РЙВеударстекнный комитет В 65 Н 51/20 6 01 6 17(02(71) Заявитель Ивановский энергетический институт им. В. И. Ле(54) СИСТЕМА УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТКАНИ В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ Изобретение относится к отделочному производству текстильной промышленности, а именно к устройствам для стабилизации количества транспортируемой в процессе обработки ткани в технологической .машине.Известна система управления количеством ткани в технологической машине, содержащая импульсные датчики количества ткани, установ. ленные соответственно на входе и выходе технологической машины и подключенные к трех- позиционному элементу сравнения, взаимоинверсные выходы которого связаны с первым и вторым входами блока управления приводом механизма подачи ткани, привод механиз. ма выбирания ткани с блоком управления и логический блок 1).15Основной недостаток известной системы -сложность конструкции.Цель изобретения - упрощение конструкции системы.20Цель достигается тем, что логический блок состоит из двух интеграторов и блока сравнения, при этом взаимоинверсные выходы трех- позиционного элемента сравнения через соответствующий интегратор соединен со входами блока сравнения, выход которого электрически связан с третьим входом блока управления приводом механизма подачи ткани,Сущность изобретения поясняется чертежом,Устройство содержит подающие 1 и выбирающие 2 материал ткани тянульные пары, соединенные с приводными двигателями 3 и 4 соответственно, блоки 5 и 6 управления двигателями 3 и 4, датчики 7 и 8 количества ткани 9, выполненные в виде датчиков меток, нанесенных на эту ткань, и установленные на входе и выходе технологической машины 10, формирователи 11 и 12 импульсов, входы ко. торых соединены с выходами датчиков 7 и 8 соответственно, а выходы подключены к соответствующим входам трехпозиционного эле. мента 13 сравнения. Выходы последнего под. ключены: первый - к первому входу блока 5 и через формирователь 14 напряжения - ко входу интегратора 15, выход которого соеди нен с первым входом блока 16 сравнения, второй - ко второму входу блока 5 и через формирователь 17 напряжения ко входу интегратора 18, выход которого прдключен ковторому входу блока 16, связанного с третьим входом блока 5,Устройство работает следующим образом.Ткань 9 с линейной скоростью ч подается в машину 10 тянульной парой 1, а выбирается иэ нее с линейной скоростьюч тянульной парой 2.При чередовании сигналов с датчиков 7н 8 сигналы на выходе элемента 13 равнынулю и линейная скорость ч, транспортирова.ния ткани на входе в машину 10 равна заданной. Это состояние системы условно пригнимают исходным. В случае, поступления двух(или более) сигналов подряд с датчика 7 напервом выходе элемента 13 формируется сигнал, свидетельствующий об увеличении количества ткани в машине 10 сверх заданного,т.е, о необходимости снижения скорости иода.чи ч, ткани в эту машину, а при поступле.нии двух (или более) сигналов подряд с датчика 8 на втором выходе элемента 13 фор.мируется сигнал, который свидетельствует онеобходимости увеличения скорости подачич, ткани в машину 10.Сигналы, сформированные на выходахэлемента 13, воспринимаются блоком 5, корректирующим линейную скорости ч, транспортирования ткани на входе в машину 10, исохраняются до тех пор, пока не поступят,два подрядсигнала с противоположного датчика, т.е, пока количество ткани в машине10 не станет равным заданному, В этом слу.чае система возвращается в исходное состояние.Оптимальная точность стабилизации коли.чества ткани 9 в машине 10 обеспечивается,если в исходном состоянии системы выполняется Соотношение:= т (1 " Е 0 Р ) (1)где Еор - средняя усадка материала данного артикула в процессе обработки.Изменение состояния элемента 13, а следовательно, и линейной скорости ч, транспор.тирования ткани на входе в машину 10 приравномерном нанесении меток на ткань будет вызываться отклонением от среднего значения величины усадки последней.Учитывая, что значения усадки материаладанного артикула подчиняются нормальномузакону распределения, средние частоты сигналов на выходах элементов 13 должны. бытьравны между собой, т.е, колебания линейнойскорость ч, подачи ткани в машину 10 долж.ны быть симметричными относительно сред.ней скорости, определяемой из соотношения30 Система управления количеством ткани втехнологической машине, содержащая импульсные датчики количества ткани, установленные на входе и выходе технологической машины и подключенные к трехпозиционному элемен.ту сравнения, взаимоинверсные выходы которого связаны с первым и вторым входами блока управления приводом механизма подачи ткани, привод механизма выбирания ткани с блоком управления и логический блок, о тличающаяся тем,что,сцельюупрощения конструкции, логический блок состоит из двух интеграторов и блока сравнения, при этом взаимо.45 инверсные выходы трехпозиционного элементасравнения через соответствующий интегратор соединены со входами блока сравнения, выход которого электрически связан с третьим входом блока управления приводом механизма подачи 50 ткани. которой принято решение о выдаче авторского55 свидетельства,5 1 О 15 20(1), что может контролироваться путем срав.пения средних значений широтно-модулирован.ных сигналов (напряжений) на выходах элемента 13,Соотношение (1) может быть .нарушеновследствие ошибки при предварительной наст.ройке системы, при смене артикула ткани,износе оборудования, колебаниях линейнойскорости чт транспортирования материала навыходе машины 10,.Однополярное напряжение на выходахэлемента 13 преобразуется в разнополярноеформирователями 14 и 17 напряжения и усредняется интеграторами 15 и 18. Разностьсредних напряжений с выхода блока 16 подается на третий вход блока 5, корректирующего линейную скорость ч, ткани до выполнения в исходном состоянии соотношения (1),Таким образом, система управления количеством ткани достаточно проста по конструк.ции, позволяет с высокой точностью поддер. живать заданное количество материала в технологической машине, независимо от артикула ткани, ошибки при первоначальной настройке системы, износа оборудования, колебаний линейной скорости транспортирования ткани навыходе из машины. Формула изобретения Источники информации, принятые во внимание при экспертизе1, Заявка У 2840432/28-12, 16,11,79, поРедактор 3. Бородк ректор М, Коста Заказ 11595/2 Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 Тираж НИИПИ Государственно по делам изобретений и 13035, Москва, Ж, Ра 3 Подписикомитета СССРткрытийская наб д. 4/5
СмотретьЗаявка
2906357, 07.04.1980
ИВАНОВСКИЙ ЭНЕРГЕТИЧЕСКИЙ ИНСТИТУТ ИМ. В. И. ЛЕНИНА
ХАНАЕВ АЛЕКСЕЙ ВИКТОРОВИЧ, ГЛАЗУНОВ ВИКТОР ФЕДОРОВИЧ, АЛЕКСАНДРОВ ВИКТОР ПЕТРОВИЧ
МПК / Метки
МПК: B65H 51/20
Метки: количеством, машине, технологической, ткани
Опубликовано: 07.01.1982
Код ссылки
<a href="https://patents.su/3-895867-sistema-upravleniya-kolichestvom-tkani-v-tekhnologicheskojj-mashine.html" target="_blank" rel="follow" title="База патентов СССР">Система управления количеством ткани в технологической машине</a>
Устройство для автоматического регулирования времени обработки материала в технологической машине

Номер патента: 861435
Опубликовано: 07.09.1981
Авторы: Александров, Глазунов
МПК: D06B 3/36
Метки: времени, машине, технологической
...с входом установки нуля интегратора 14,Устройство работает следующим обраЮом,На задатчике 5 устанавливаетсясигнал, который с помощью блока 6 управления приводит во вращение двигатель 1 с определенной скоростью. Двигатель 1 посредством приводов 2 вращает тянульные валики 3, перемещающие обрабатываемый в технологическоймашкне 17 материал 10. При этом спомощью приводов 2 от двигателя 1вращается такжедатчик 4, сигнал 20на выходе которого пропорционаленвеличине скорости двигателя 1. Висходном состоянии триггера 7 сигналс его первого выхода закрывает ключ11, а сигнал с его второго выхода 25открывает клич 12 и 13, В этом случае .сигнал с датчика 4 скорости наинтегратор 14 не поступает. При перемещении метки 9 относительно датчика 8 импульс с...
Транспортно-технологическая машина

Номер патента: 1402445
Опубликовано: 15.06.1988
Авторы: Вашкевич, Воробьев, Кушель, Старжинский, Чешун
МПК: B60K 17/28
Метки: транспортно-технологическая
...датчик 20 состояния в видефлажка (нажимного выступа). Двигательвнутреннего сгорания 3 имеет электри- фческий стартер 21, подключенный к источнику постоянного напряжения(+24 В) через реле стартера 22, В цепьуправления реле стартера 22 включенпусковой ключ 23, Кроме того, после- ф 5довательно с ним включены релейныеэлементы 24 и 25, выполненные в видеконцевых выключателей (нормальнозамкнутых). Подвижные контакты 26 и27 релейных элементов 24 и 25 имеют 50толкатели 28 и 29. Каждый из разобщительных кранов 15 и 16 имеет подве позиции: А - открыто, Б - закрыто,Транспортно-технологическая машина работает следующим образом. При движении машины вперед вращающийся шнек 6 транспортирует к середине машины сыпучий материал, который...
Устройство для управления рабочими органами технологической машины при пропуске шва ткани

Номер патента: 1236027
Опубликовано: 07.06.1986
Авторы: Ветчинин, Кулида, Павлычев, Расторгуев, Харахнин
МПК: D06C 13/02
Метки: органами, пропуске, рабочими, технологической, ткани, шва
...14и 15. Вход ключа 14 связан с выходомисточника 16 опорного напряжения, авыход " с первым входом сумматора 17,К второму входу сумматора 17 подключен выход источника 18 опорного на Опряжения, а к третьему входу сумматора 7 подключен выход ключа 15,вход которого включен на выход инвертора 9. Выход сумматора 17 включенна вход компаратора 13. Прямой входтриггера 5 соединен с входом усилителя 19 мощности, последовательносвязанного с исполнительным механизмом 20 управления рабочим органом 2пропуска шва ткани 22 технологическоймашины. Шов обозначен позицией 23. Устройство работает следующим образом.Шов 23, проходя через датчик 1 шва, вызывает на его выходе импульсный сигнал, который усиливается усилителем 2 и формируется в импульс прямоугольной...
Устройство для управления рабочими органами технологической машины при пропуске шва ткани

Номер патента: 1622464
Опубликовано: 23.01.1991
Авторы: Быстров, Павлычев, Расторгуев
МПК: D06C 13/02
Метки: органами, пропуске, рабочими, технологической, ткани, шва
...органами, расстояни;о от первого рабочего органа да второго и т.д. Таки:.1 образом, число зпписаннсе в ПЗУ рассчитывается поформулеЦ . 2 гбгде М - числа хранящееся в 1-й ячейке памя. т ПЗУ 11;Ь - расстоя ние, определяющее 1-тую эадержкь а срабатывание исполнительньхмеханизмов Шов 15 кани 16 проходит в рабочей зоне дат чика 2 шва и ьч эы ает г го срабатывание, Импульс с выхода датчика 2 шва поступает на входь триггеров 6 и 7, При этом триггер 6 перех( дит в единичное сосгояние,так как на е о ин.Ормационный вход подан уровень лс и 1 еской единицы, разрешая передачу импульсов с выхода датчика 1, связанного с движущейся тканью 16 Триггер 7 ост;:ется в нулевом состоянии, так как к моменту поступления импульса на его вход синхронизации...
Устройство управления рабочими органами технологической машины при пропуске шва ткани

Номер патента: 1650822
Опубликовано: 23.05.1991
Авторы: Ветчинин, Павлычев, Расторгуев
МПК: D06C 13/02
Метки: органами, пропуске, рабочими, технологической, ткани, шва
...открывает ключ 8 и поступаетна первьг вход управляющего элемента14. Сигнал с выхода датчика 19 швапоступает на первый вход одновибратора 5. На выходе одновибратора 5генерируется сигнал, подаваемый навходы записи счетчиков 1 и 2 и осуществляющий запись слов, сформированных ча первой шине задатч;ка 7 всчетчики 1 и 2,Б задатчике 7 на каждой шине перед началом работы устанавливаютсяслова, определяющие в двоичном кодерасстсяние от датчика до первогорабочего органа и длину эоны необработанной ткани на первом рабочем ор"гане, расстояние от второго до третьего рабочих органов и длину зоны необработанной ткани на втором рабочем органе и т.д. Так как на второми третьем входах элемента И 12 имеются потенциалы логической единицы,импульсная...
Предыдущий патент: Устройство для захвата и транспортировки нити воздушным потоком
Следующий патент: Автоматическая мотальная машина
Случайный патент: Приемно-передаточное устройство для линии металлообработки