Способ изготовления угловых шайб для силовых трансформаторов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 731483
Автор: Бадыгин
Текст
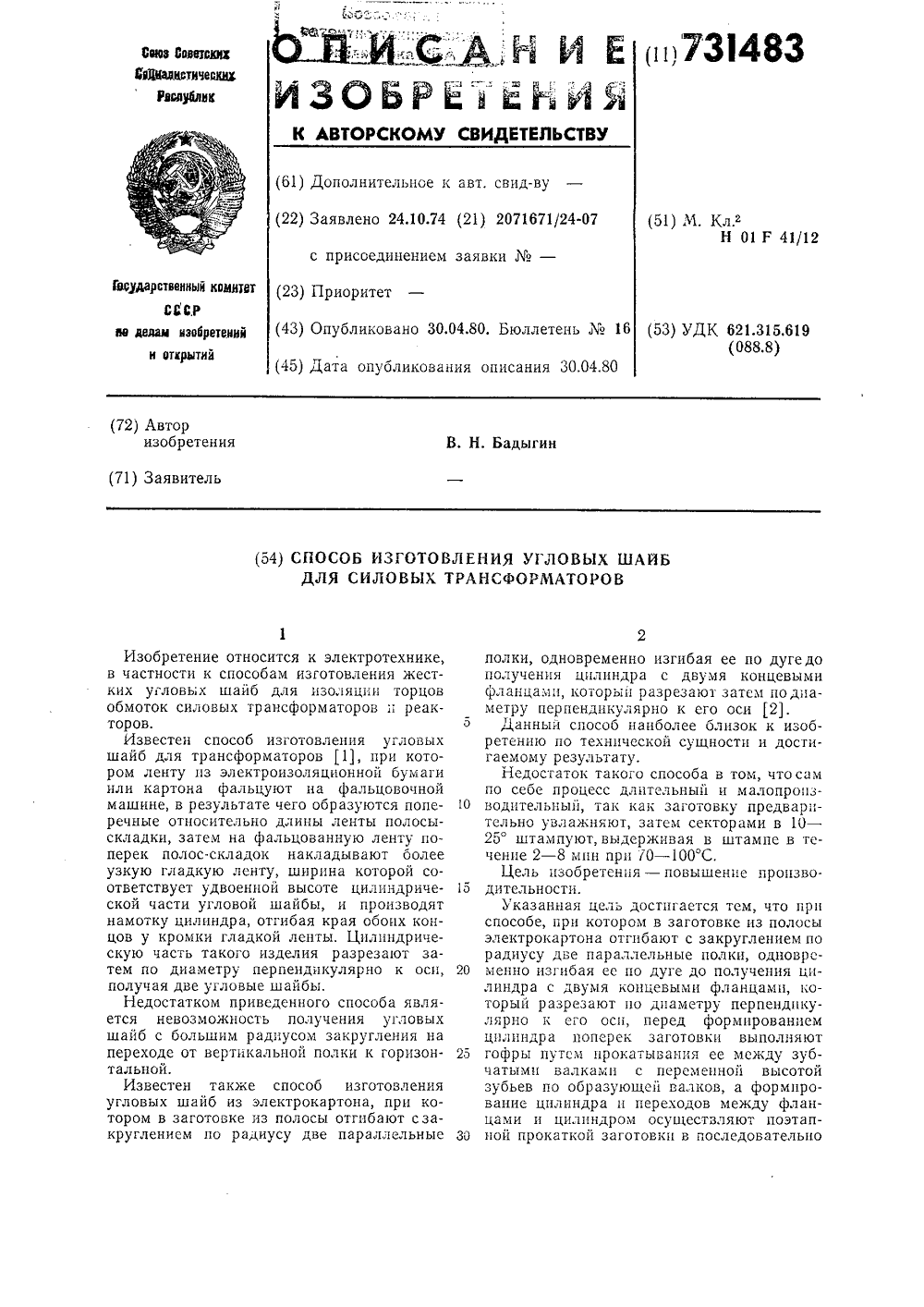
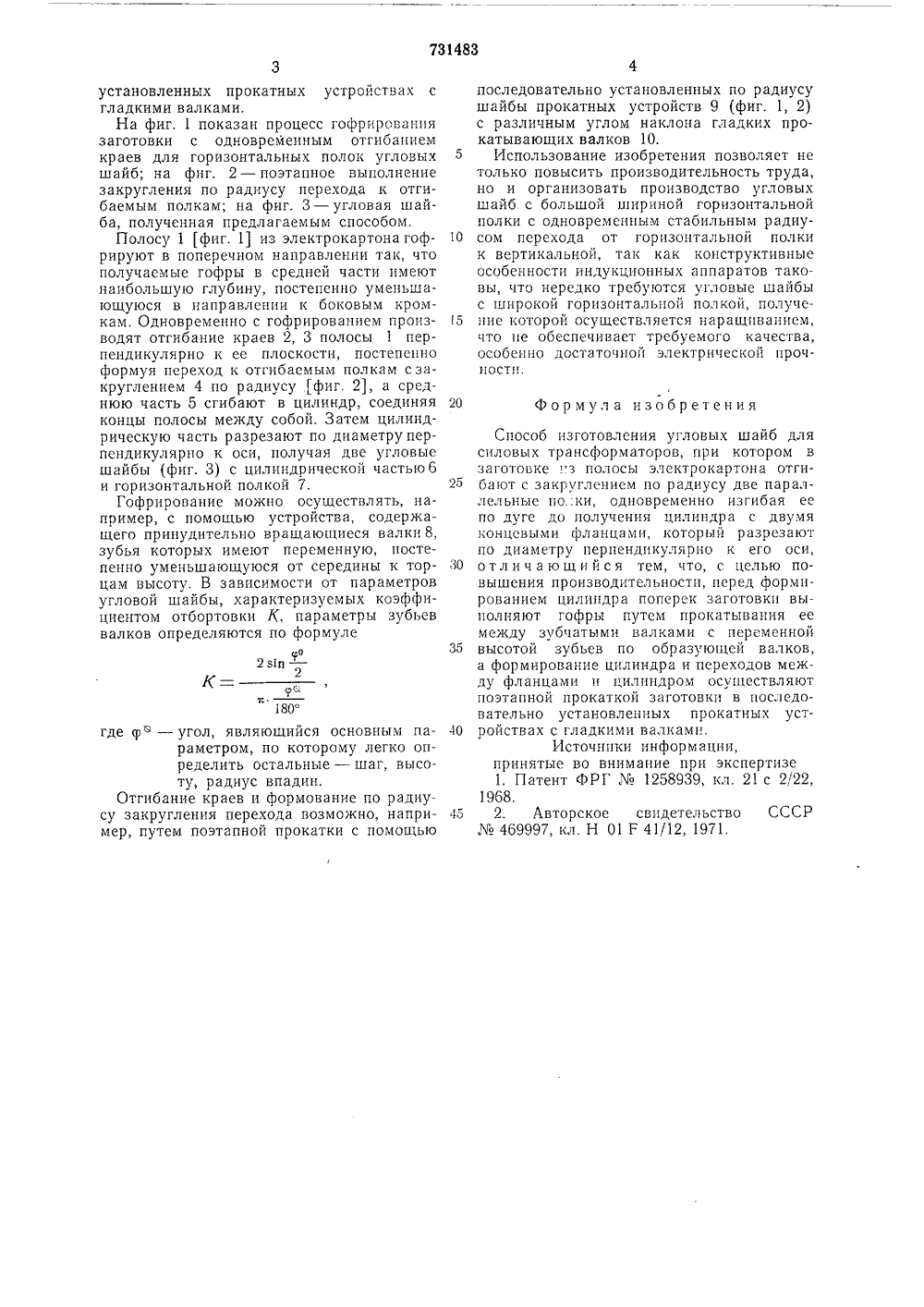
(43) Опубликовано 30.04.80. Бюллетень1 (45) Дата опубликования описания 30.04.80 21,315.619088,8) ие аедем веееретеиии и етерытий(71) Заявител 54) СПОСОБ ИЗГОТОВЛЕНИЯ УГЛОВЫХ ШАЙ ДЛЯ СИЛОВЫХ ТРАНСФОРМАТОРОВИзобретение относится к электротехнике, в частности к способам изготовления жестких угловь;х шайб для изо.1 яции торцов обмоток силовых трансформаторов н реакторов,Известен способ изготовления угловых шайб для трансформаторов 1), при котором ленту нз электроизоляционной бу.маги или картона фальцуют на фальцовочной машине, в результате чего образуются поперечные относительно длины ленты полосы- складки, затем на фальцованную ленту поперек полос-складок накладывают оолее узкую гладкую ленту, ширина которой соответствует удвоенной высоте цилиндрической части угловой шайбы, и производят намотку цилиндра, отгибая края обоих концов у кромки гладкой ленты. Цилиндрическую часть такого изделия разрезают затем по диаметру перпендикулярно к осп, получая две угловые шайбы.Недостатком приведенного способа является невозможность получения угловых шайб с большим радиусом закругления на переходе от вертикальной полки к горизонтальной.Известен также способ изготовления угловых шайб из электрокартона, при котором в заготовке из полосы отгибают сзакруглением по радиусу две параллельные полки, одновременно изгибая ее по дугедо получения цилиндра с двумя концевыми фланцами, которыи разрезают затем нод 11 аметру перпендикулярно к его оси 2).5 Данный способ наиболее близок к изобретению по технической сущности и достигаемому результату.Недостаток такого способа в том, что сампо себе процесс длительный и малопроиз- О водительнъй, так как заготовку" предварительно увлажняют, затем секторами в 10 - 25 штампуют, выдерживая в штампе в течение 2 - 8 мнн прн 70 - 100 С,Цель изобретения - повышение пронзво дительности.Указанная цель достигается тем, что приспособе, при котором в заготовке из полосы электрокартона отгибают с закруглением по радиусу две параллельные полки, одноврс- О менно изгибая ее по дуге до получения цилиндра с двумя концевыми фланцами, который разрезают по диаметру перпендикулярно к его осн, перед формированием цилиндра поперек заготовки выполняют 5 гофры путем нрокатывания ее между зубчатымн валками с переменной высотой зубьев по образующей валков, а формирование цилиндра и переходов между фланцами и цилиндром осуществляют поэтап- О ной прокаткой заготовкп в последовательноустановленных прокатных устройствах с гладкими валками.На фиг. 1 показан процесс гофрирования заготовки с одновременным отгибанием краев для горизонтальных полок угловых 5 шайб; на фиг. 2 - поэтапное выполнение закругления по радиусу перехода к отгибаемым полкам; на фиг. 3 - угловая шайба, полученная предлагаемым способом.Полосу 1 фиг. 11 из электрокартона гоф О рируют в поперечном направлении так, что получаемые гофры в средней части имеют наибольшую глубину, постепенно уменьшающуюся в направлении к боковым кромкам. Одновременно с гофрированием произ водят отгибание краев 2, 3 полосы 1 перпендикулярно к ее плоскости, постепенно формуя переход к отгибаемым полкам с закруглением 4 по радиусу фиг. 2, а среднюю часть 5 сгибают в цилиндр, соединяя 20 концы полосы между собой. Затем цилиндрическую часть разрезают по диаметру перпендикулярно к оси, получая две угловые шайбы (фиг. 3) с цилиндрической частью 6 и горизонтальной полкой 7. 25Гофрирование можно осуществлять, например, с помощью устройства, содержащего принудительно вращающиеся валки 8, зубья которых имеют переменную, постепенно уменьшающуюся от середины к тор цам высоту. В зависимости от параметров угловой шайбы, характеризуемых коэффициентом отбортовки К, параметры зубьев валков определяются по формуле352 в 1 п -2К=1180где- угол, являющийся основным параметром, по которому легко определить остальные - шаг, высоту, радиус впадин.Отгибание краев и формование по радиусу закругления перехода возможно, напри мер, путем поэтапной прокатки с помощью последовательно установленных по радиусу шайбы прокатных устройств 9 (фиг, 1, 2) с различным углом наклона гладких прокатывающих валков 10.Использование изобретения позволяет не только повысить производительность труда, но и организовать производство угловых шайб с большой шириной горизонтальной полки с одновременным стабильным радиусом перехода от горизонтальной полки к вертикальной, так как конструктивные особенности индукционных аппаратов таковы, что нередко требуются угловые шайбы с широкой горизонтальной полкой, получение которой осуществляется наращиванием, что не обеспечивает требуемого качества, особенно достаточной электрической прочности. Формула изобретенияСпособ изготовления угловых шайб для силовых трансформаторов, при котором в заготовке и з полосы электрокартона отгибают с закруглением по радиусу две параллельные по,:ки, одновременно изгибая ее по дуге до получения цилиндра с двумя концевыми фланцами, который разрезают по диаметру перпендикулярно к его оси, отличающийся тем, что, с целью повышения производительности, перед формированием цилиндра поперек заготовки выполняют гофры путем прокатывания ее между зубчатыми валками с переменной высотой зубьев по образующей валков, а формирование цилиндра и переходов между фланцами и цилиндром осуществляют поэтапной прокаткой заготовки в последовательно установленных прокатных устройствах с гладкими валками.Источники информации,принятые во внимание при экспертизе 1. Патент ФРГ1258939, кл. 21 с 2/22, 1968.2. Авторское свидетельство СССР469997, кл, Н 01 1. 41/12, 1971.(Рог, 7 Рог.З Составитель И. Бабенко Техред А. Камышникова Корректор В. Посельский Редактор И, Грузова Типография, пр. Сапунова, 2 Заказ 542/18 Изд.272 Тираж 857 Подписное НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, )К, Раушская наб., д. 4/5
СмотретьЗаявка
2071671, 24.10.1974
Заявитель
БАДЫГИН ВАЛЕРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: H01F 41/12
Метки: силовых, трансформаторов, угловых, шайб
Опубликовано: 30.04.1980
Код ссылки
<a href="https://patents.su/3-731483-sposob-izgotovleniya-uglovykh-shajjb-dlya-silovykh-transformatorov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления угловых шайб для силовых трансформаторов</a>
Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса

Номер патента: 1756000
Опубликовано: 23.08.1992
Авторы: Будин, Гаврилкин, Карасев, Максимов, Сокова, Старостина
МПК: B21D 43/00, B21D 43/12, B21D 45/00
Метки: автоматический, зону, комплекс, отделения, подачи, полосы, пресса, рабочую, стопы, штамповочный
...одним концом на направляю- щем столе 41 винтал 1 и 83, На свободных концах пужин 82 на их нижней поверхности закреплены винтами 84 полусферические кулачки 85. Пружины 82 установлены на направляющем столе 41 так, что их свободные концы выведены в зону взаимодействия столкателями 5040Устройство для удаления отходов из рабочей зоны пресса в вире валковой подачи 2 Гфиг.1 и 16) содержит станину-направляющую 86, нижний валок 87, жестко установленный на основном валу 88 и размещенный в корпусе 89 перпендикуляно направлению движения полосы в плоскости ее движения, " верхний прижимной валок 90, размещен- . ный в корпусе 89 и имеющий возможность вертикального перемещения с помощью исполнительного механизма 91. Устройство 2 . валковой подачи...
Устройство для центрирования движущейся полосы в агрегатах ее обработки

Номер патента: 1201009
Опубликовано: 30.12.1985
Автор: Дубленных
МПК: B21B 39/14, B21B 41/00
Метки: агрегатах, движущейся, полосы, центрирования
...связаныс ней посредством тяг 9 и шарниров 10,Устройство для центрирования полосы работает следующим образом,Полоса 11, перемещаясь, охватывает барабан 1, который при этомвращается вместе с осью 2 в подшипниках 3, Если полоса 11 движетсяпо оси центрирования, то образующая цилиндрической поверхности секторов 4 и 5 параллельна оси вращения 2, что обусловливает отсутствиеперемещения полосы 1 по барабану1. При отклонении оси полосы отоси центрирования, т.е. от плоскости, в которой лежат оси 6 и 7 качания секторов 4 и 5, равнодействующая сила от натяжения полосы смещается в сторону смещения полосы, темсамым создавая действующий на сектор, с которым контактирует полоса,опрокидывающий момент, в результатечего сектор поворачивается вокругсвоей...
Устройство для измерения колебаний движущейся ленты, перпендикулярных к ее плоскости

Номер патента: 276451
Опубликовано: 01.01.1970
Авторы: Навицкас, Рагульскис
МПК: G01B 9/00
Метки: движущейся, колебаний, ленты, перпендикулярных, плоскости
...чего уменьшается влияние изменения ширины ленты на результат измерения.На чертеже приведена схема предлагаемого устройства измерения колебаний ленты, перпендикулярных своей плоскости.Измеряемая лента 1 находится в потоке 2 лучистой энергии, а также в параллельных потоках 8 и 4, которые освещают ленту, фоточувствительные элементы 5 - .7 поставлены соответственно потокам 2 - 4. Кроме того, устройство содержит усилители 8 - 10, сумматоры 11 и 12 и фильтр 13.При движении ленты 1, возникающие колебания, перпендикулярные ее плоскости, и непостоянная ширина ленты меняют поток 2 лучистой энергии, усилитель 8 приводится на алгебраический сумматор 12. Для исключения изменения ширины ленты во вр лельные потоки света 3 и 4 чере и 10...
Гидравлическая система автоматического регулирования толщины полосы при прокатке

Номер патента: 425685
Опубликовано: 30.04.1974
Авторы: Маширов, Романчиков
МПК: B21B 37/62
Метки: гидравлическая, полосы, прокатке, толщины
...(линии управления и питания условно оборваны). Полость 11 также подключена к напорной линии насоса 13 через дроссель 14. Давление в полости 11 воздействует на торец плунжера 32, нагруженного пружиной 33 через толкатель 34, Для повышения чувствительности устройства плунжер 32 помещен в гидр остатических направляющих, включающих входные дроссели 35, карманы 36, проточки 37, 38 и сливные каналы 39, 40, 41.Толкатель 34 упирается в золотник 42 линейного гидроусилителя 43, питаемого из напорной линии вспомогательного насоса 13.Выходной шток 44 гидроусилителя, благодаря внутренней обратной связи, в определенном масштабе точно повторяет перемещение золотника 42. Шток 44 воздействует на пружину обычного переливного клапана 45, подключенного...
Способ обработки полосы перед подачей ее в прокатный стан

Номер патента: 552129
Опубликовано: 30.03.1977
Авторы: Крылов, Морозов, Попов, Сапир, Слоним
МПК: B21D 1/05
Метки: подачей, полосы, прокатный, стан
...правки и натяжения полосы10 перед станом не подходят для обработки высокопрочных металлов.Цель изобретения - обеспечение обработкивысокопрочных материалов,Это достигается тем, что по предлагаемому15 способу правку. продольной кривизны переднего конца полосы осуществляют путем одновременного воздействия на нее переменных повеличине вытягивающих усилий и усилий знакопеременного изгиба.20 Изобретение поясняется чертежом.Для осуществления предлагаемого способанеобходимо выполнить следующее.При помощи гидроцилиндров 1 раскрытьправильную машину с холостыми роликами,25 т. е. поднять траверзу 2 с рабочими и опорными роликами 3 и 4, Исправляемый материал 5тянущими роликами 6 входной стороны задатьв раскрытую правильную машину. Закрытьмашину,...
Предыдущий патент: Устройство для осевого сматывания проводов
Следующий патент: Контактная система контроллера
Случайный патент: Передвижной подъемник с поворотной платформой для приема и сбрасывания мешков