Способ накатки внутренних зубчатых профилей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
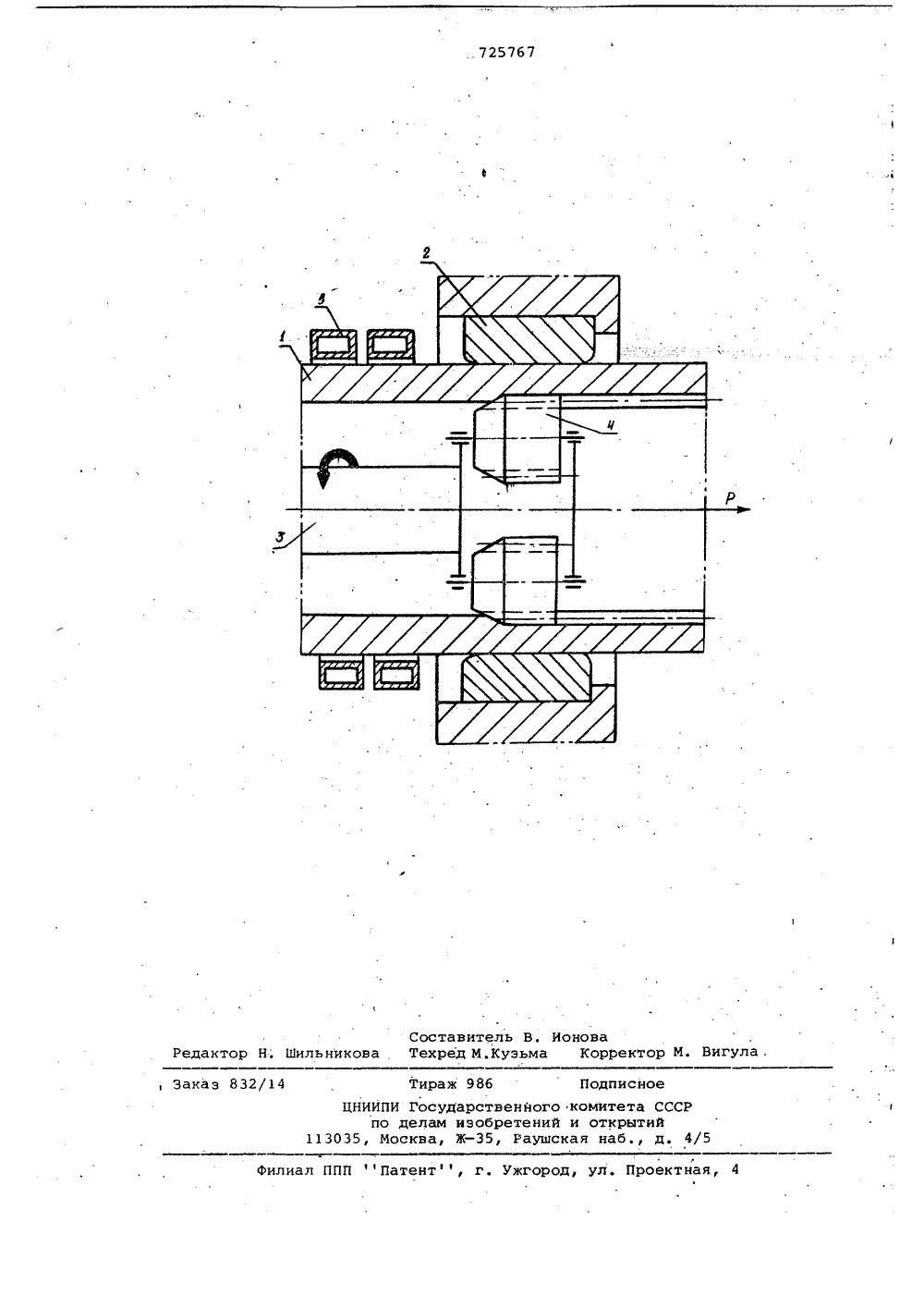
ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союэ Советских Социалистических Республик(22) Заявлено 160277 ( 21) 245 3839/25-2 7с присоединением заявки Мо -(51)М. К . В 21 Н 5/00 Государственный комитет СССР по делам изобретений и открыти й(23) Приоритет -Опубликовано 050480. Бюллетень Мо 13 Дата опубликования описания 10. 04, 80(54) СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТНХ ПРОФИЛЕЙ Изобретение относится к обработке металлов давлением и может быть использовано для накатки внутренних зубчатых профилей.Известен способ накатки внутренних инаружных зубчатых профилей посредством трех зубчатых валков при осевой подаче заготовки относительноинструментаИ .Недостатками способа являются ниэ. кая производительность, раскатка коль. цевой заготовки и неэаполнение метал лом вершин зубьев у торцов заготовки.Наиболее близким по технической сущности и достигаемому результату к 15 предлагаемому является способ накатки внуТренних зубчатых профилей, содержащий отрезку заготовки мерной длины,от исходной трубной заготовки идеформацию заготовки между неподвйж -ной матрицей и зубчатым инструментом,профилирующим внутреннюю поверхностьзаготовки, при относительном осевомйеремещении инструмента и заготовки 2) . 25Недостатками этого способа являются .низкая производительность процесса, так как вспомогательное время установки заготовки и съема готовогоизделия велико по сравнению с продолжительностью накатки, а также низкое качество изделий, заключакщееся в том, что значительное количество металла выходит в облой по торцам иэделия, а вершины зубьев у торцов изделия оказываются незаполненными металлом.Цель изобретения - повышение производительности и качества изделий путем улучшения условий деформации материала.Укаэанная цель достигается тем, что для обработки используют трубнУю заготовку с диаметром, большим наружного диаметра готового изделия и с длиной, кратной длине нескольких изделий, а при деформации к заготовке прикладывают осевое усилие и одновременно с профилированием внутренней поверхности заготовки осуществляют допоЛнительное обжатие ее наружной поверхности, причем отрезку заготовки мерной длины осуществляют после окончания деформации. На чертеже изображена схема осуществления способа накатки внутренних зубчатых профилей.Способ осуществляется следующим образом.Трубную заготовку 1, диаметр когорой больше диаметра готового изделия, а длина кратна длине нескольких Иэделий,подают в матрицу 2. По мере осевой подачи заготовки ее внутрен-: . нийдиаметр начинает контактировать с зубьями валков 4, которые осуществляют на ней накатку зубьев, При этом наружный диаметр заготовки обжимает.- ся матрицей и возникающие в зоне накатывания сжимающие напряжения облегчают течение металла заготовки в накатываемые зубья.В начальный момент накатки подачу переднего конца заготовки через матрицу и зубчатые валки осуществляют перемещением ее заднего конца толкате Лем. При выходе переднего конца заготовки иэ матрицы он поступает в захват, который определенным усилием Р протягивает заготовку через неподвижную матрицу и зубчатые валки, вправ О ка которых 3 закреплена от осевого перемещения относительно матрицы.В случае горячего накатывания заготовку нагревают в высокочастотном индукторе 5. 25После окончания накатывания зубчатых профилей получается изделие в виде трубы с внутренними зубьями, которая раэрезается на отдельные диски требуемой ширины.П р и м е рНакатывают зубья шестерен планетарного редуктора привода колес комбайна Колос, Заготовкой служит труба с наружным диаметром 318 мм, внутренним диаметром 270 мм и длиной 490 мм. 35Со скоростью 2 мм/с заготовка подается в кольцевой редуктор, нагревается до 1100 ОС и затем поступает в .матрицу, где осуществляетсянакатывание зубьев двумя валками наружным ди аметром 118 мм и числом зубьев 27, Обжатие при накатывании зубьев составляло 0,336 мм/0,5 оборота заготовки. Из трубы с накатанными зубьями получено 10 шестерен, Штучное время,накатывания зубьев одного изделия 30 с. Штучное время накатывания зубьЕв на том же изделии известным способом, когда зубья накатываются на каждом иэделии отдельно, .109 с.Помимо сокращения штучного времени обработки не требуется изготовления фасок на внутреннем диаметре каждой заготовки, которые точилйсь для уменьшения выхода металла в облой, улучшилось заполнение зубьев металлом, отпала операция подрезки облоя, выходящего в торцы каждой заготовки при накатке зубьев известным способом.Формула изобретенияСпособ накатки внутренних зубчатых профилей, содержащий отрезку заготовки мерной длины от исходной трубной заготовки и деформацию заготовкимежду неподвижной матрицей и зубчатыминструментом, профилирующим внутреннюю поверхность заготовки, при отно -сительном осевом перемещении инструмента и заготовки, о т л и ч а Ыщ и й с я, тем, что, с целью повиае-,ния производительности и качества изделий, путем улучшения условий деформации материала, для обработки используют трубную заготовку с диаметром,большим наружного диаметра готовогоизделия и с длиной кратной длине нескольких изделий, а при деформации кзаготовке прикладывают осевое усилиеи одновременно с профилированием внутренней поверхности заготовки осуществляют дополнительное обжатие ее наружной поверхности,причем отрезкузаготовки мерной длины осуществляютпосле окончания деформации.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССРР 249160, .кл. В 21 Н 5/02, 12.10.67.2. Авторское свидетельство СССРР 181032, кл. В 21 Н 5/00, 06.06,63.725767 Составитель В. ИоноваТехред М.Куэьма Коррек Редактор Н. Шильник Вигула Эаказ 83 4 986 исное ЦНИИПИ Государственного комитета СССР по делам иэобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5
СмотретьЗаявка
2453839, 16.02.1977
ПРЕДПРИЯТИЕ ПЯ А-7697
БАРБАРИЧ МИХАИЛ ВАСИЛЬЕВИЧ, ВАСИЛЬЧИКОВ МИХАИЛ ВАСИЛЬЕВИЧ, МУКОНИН ВАСИЛИЙ ФЕДОТОВИЧ, СУРАЖСКИЙ ПАВЕЛ МОИСЕЕВИЧ, САЧКО ВИКТОР БОРИСОВИЧ, ЧЕРНОВ ГЕННАДИЙ ИВАНОВИЧ, ВАСИЛЬЕВ ИГОРЬ ИВАНОВИЧ, РЫБАЛКО АЛЕКСЕЙ НИКИФОРОВИЧ
МПК / Метки
МПК: B21H 5/00
Метки: внутренних, зубчатых, накатки, профилей
Опубликовано: 05.04.1980
Код ссылки
<a href="https://patents.su/3-725767-sposob-nakatki-vnutrennikh-zubchatykh-profilejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ накатки внутренних зубчатых профилей</a>
Способ накатки цилиндрического зубчатого профиля

Номер патента: 1489909
Опубликовано: 30.06.1989
Авторы: Верзилов, Иванов, Любанов
МПК: B21H 5/00
Метки: зубчатого, накатки, профиля, цилиндрического
...повыше ого профиля запределения меетени ие качества получа го чет равном талла.На чертеже показана схема о ствления способа.Первоначально заготовка 1 р лагается в начале конических у 2 и 3. В момент прохождения пр ных секторов 4 и 5, лишенных з заготовка 1 подается на величи вдоль оси, при этом время должно быть меньше времен споасткодолььев,ДЬ таль 45. подачии прохождеготовкой.на заготовсток длино Накатыва с нагревом2000 Гц. азуется конический уч(71) Ростовский научский институт техноления(56) Авторское с1319990, кл. В ия секторов 4 и 5 над ри каждой подаче на Д АЬ, а при попада- Св яду цилиндрическимироизводится окончаа зубьев на заготове произведено вгорячуюдуктором ТВЧ частотой1489909 Полученные заготовки соответствуют9-10-му...
Заготовка для прессования профилей из труднодеформируемых материалов

Номер патента: 1017400
Опубликовано: 15.05.1983
Авторы: Бурмистров, Гришанин, Жаринов, Замараев, Коровкин, Носков, Хамитов
МПК: B21C 23/01
Метки: заготовка, прессования, профилей, труднодеформируемых
...выполнен в виде четырехгранника, а стержневаячасть концентрично размещена между сердечником и стенками корпуса и выполненапо форме наружной поверхности, соответствующей поверхности стенок корпуса, апо форме внутренней поверхности - наружной поверхности сердечника, при этом суммауглов, образуемых линиями пересечения граней четырехгранников, смежных с соответствующими гранями, обращенными к поверхности стенок корпуса, равна 360.На фиг. 1 изображена предлагаемая заготовка; на фиг. 2 - разрез А - А на фиг, 1.Заготовка содержит стержни 1, размещенные в полости между сердечником 2 и корпусом 3, герметично закрытом с обеих сторон крышками 4 и 5, которые герметично приварены к нему. Профильные стержни имеют в поперечном сечении две грани 6 и...
Устройство для накатки профилей

Номер патента: 444595
Опубликовано: 30.09.1974
Авторы: Аржанов, Беспалов, Быкасов, Васильчиков, Гудым, Капитонов, Кринсберг, Кузьмин, Муконин, Тридубский, Федосцев
МПК: B21H 5/00
...в зацеплении с приводными шестернями. На одном валу с синхронизирующей шестерней расположено 5 зубчатое колесо 9, находящееся в зацеплениис двумя зубчатыми рейками 10. Гидроцилиндр 11 служит для подачи заготовки 12 в накатники и ее выгрузки. Три гидроцилиндра 13 служат для радиального сближения валков О за счет поворота эксцентриковых валков. Двагидроцилиндра 14 служат для привода накатников во вращение. к имеет выемку, которая необходима узки заготовки, так как рабочий прокачка по радиусу близок к радиусу й окружности калибруемой шестерни. измы устройства при радиальной каработают следующим образом.триковые валы 2 усгановлены на расстоянии А (фиг, 4 а), при этом заготовка 12 находится в накатниках 4 с зазором.Заготовка 12...
Комплект инструмента для накатки цилиндрических зубчатых колес

Номер патента: 927399
Опубликовано: 15.05.1982
МПК: B21H 5/02
Метки: зубчатых, инструмента, колес, комплект, накатки, цилиндрических
...равномерного заполнения зубьев по длине и для исключения незаполнения вершин зубьеву торцов заготовки требуется на венце заготовки перед зубонакаткой формировать технологическую выемку.Вместе с тем накатка зубьев шестерен3 мм при Ь = 15 мм.Дальнейшее увеличение угла свыше35 о20 , таким образом, оказывается нецелесообразным для изделия по конструктивным соображениям, Вместе с тем.оустановленный диапазон 15-20 даетвозможность экпериментально подобрать оптимальный угол для обеспечения равномерного заполнения металломвершин зубьев по всей их длине в зависимости от конкретных условий накатки с учетом допустимых конструктивных измеений иэделия,Разность диаметров окружности большего основания конических поверхностей реборд (Ор) и...
Устройство для накатки профилей

Номер патента: 963655
Опубликовано: 07.10.1982
Авторы: Лозовик, Марутян, Петухов, Семенко, Фишман
МПК: B21H 5/00
...заготовки 13. Валы 7 накатников б расположены концентрично оси заготовки 13 и свя- заны с приводом их радиального перемещения, выполненным, например, 65 в виде гидроцилиндра 14, через дополнительно введенную зубчатую пе" редачу, включающую блок-шестерню 15, свободно ,становленную на шпинделе.1 . "и связанные с ней дополнительные зубчатые колеса 16, установленные в корпусе 2 на .осях 17 концентрично оси блок-шестерни 15. Реечный шток 18 гидроцилиндра 14 постоянно находится в зацеплении с блок-шестерней 15.Привод повороТа блок-шестерни 15 может быть выполнен так же как и в известном устройстве.Валы 7 накатников б установлены в дополнительных зубчатых колесах 16 эксцентрично их осям, при этом%=А где % - эксцентриситет установки...
Предыдущий патент: Станок для изготовления змеевиков
Следующий патент: Инструмент для продольной периодической прокатки
Случайный патент: Сборное железобетонное одноэтажное здание