Способ управления процессом ультразвуковой микросварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
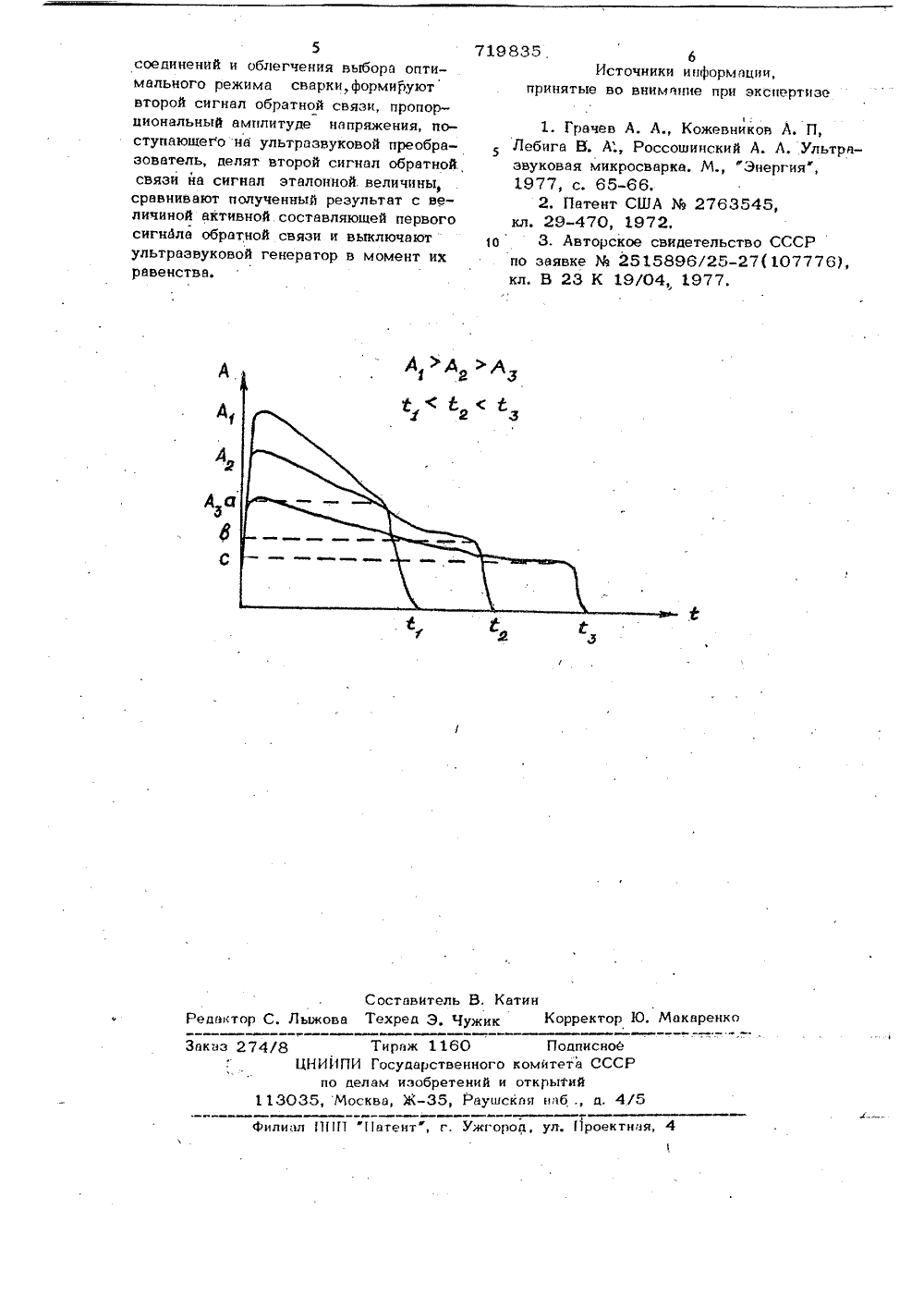
(72) Авторы изобретен А. А. Козич и В. енк 71) Заявите 54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ МИКРОСВАРК при изготовлении полупроводниковых . приборов и микросхем.Известен способ управления процессом ультразвуковой сварки, по которому процесс сварки прекрашается по достижении производной от амплитуды колебаний инструмента по времени 1 нулевого значения сааб / С -о 1.Недостатком известного способа является то, что пги сварке по неподготовленным поверхностям амплитуда меняется хаотически и уже в самом начале процесса с 14(ОЯ обрашается в нуль.Кроме этого, возрастание амплитуды колебаний после ее уменьшения в процессе сварки может происходить в основном по двум причинам:,вследствие того, что, начиная с какого-тб момента времени, колебательная сила инструмента становится больше прочности адгезии пленки металлизации и поверхности полупроводникового материала, если сцепление инстру 1 Изобретение относится к ультраэ ковой сварке и может быть применемента с проволочкой хорошее; из-за того, что колебательная сила инструмента становится больше силы сцеплениямежду инструментом и проволочкой, если адгезия металлизации к полупроводнику хо 5рошая, а сцепление инструмента с провбпочкой плохое.Известен способ управления процессомультразвуковой сварки, в котором производят автоматическое отключение ультраОзвука после получения соединения, Критерием образования соединения является повышение электрического сопротивления между инструментом и проволочкой в мо мент образования соединения проволоки,с контактной плошадкой и возникновения относительного движения между инструментом и проволокой 21 .Недостатком укаэанного способа яврй ляется низкая точность определениямомента выключения ультразвука, вызванная этим низкая воспроизводимость прочности соединений и низкая средняя прочность соединений. Низкая точность ойре719835 4 10 11 "-1.1, т.е, большей амплитуде соответствует меньшее времясварки. Благодаря этому увеличивается 20 воспройзводимость и средйяя прочностьсоединений, облегчается выбор режимасварки.Применение способа позволяет примерно на 10% увеличить среднююпрочность соединений даже при сварке наоптимальных режимах, Коэффициентвариации уменьшается почти в два раза,что свидетельствует об увеличении воспроизводимости прочности соединений.Существенным преимушеством способаявляется то, что он обеспечивает качественные соединения и не в оптимальных условиях, поэтому выбор режимовсварки облегчается. Применение способатакже позволяет увеличить выход годныхна операции сборки, надежность собранных приборов, выход годных после операции виброиспытаний и реальную производительность сборочного оборудования вследствие сокрашения времениобслуживания и выбора режимов сварки.Формула изобретения деления момента выключения ультразвука обусловлена тем, что в этом способефактически сравнивается прочность образовавшегося соединения и сила сцепления между инструментом и проволочкой,последняя, изменяясь от сварки к сварке,и вызывает ошибки в определении момента выключения ультразвука.Н аиболее близким решением к изобретениюявляется способ управления процессом ультразвуковой микросварки, прикотором осуществляют введение в сварочную систему перед сваркой сигнала эталонной величины, получение в процессесварки активной составляющей сигнала 1обратной связи, пропорционального амплитуде колебаний инструмента, и выключение ультразвукового генератора в момент,соответствующий определенному соотношению указанных. сигналов 3,Недостатком этого способа являетсянизкая воспроизводимость прочности сварочных соединений.Цел. изобретения - увеличение воспроизводимости прочности соединений иоблегчение выбора оптимального режима сварки,Поставленная цель достигается тем,что формируют второй сигнал обратнойсвязи; пропорциональный амплитуде напряжения, поступающего на ультразвуковой преобразователь, делят второй сиг" нал обратной связи на сигнал эталоннойвеличины, сравнивают полученный результат с величиной активной со тавляющей первого сигнала обратной связии выключают ультразвуковой генераторвмомент их равенства.На чертеже представлена амплитудаколебаний во время сварки.Сущность способа заключается в следующем,Перед сваркой расчетным методомили же методом технологической пробьполучают эталоннуввеличину, котораяфактически равна коээффициенту. передачи электроакустического преобразователя дпя активной составляющей первого,,.майсигнала обратной связи, пропорционального амплитуде колебаний инструмента.Вводят указанную величину в сварочнуюсистему. В процессе сварки получаютпервый сигнал обратной связи, пропорциональный амплитуде колебаний инструМента, и выделяют активную составляющую данного сигнала. Кроме йервогосигнала обратной связи, получают второй,пропорциональный величине напряжения,во збуждаюшей преобразователь, и делят его на эталон. Результат деления сравнивают с величиной активной составляющей первого сигнала обратной связи и в момент их равенства выключают ультразвук, Таким образом, сравнивается активная составляющая первого сигнала обратной связи с величиной, зависящей от напряжения, возбуждающего преобразователь, Поэтому при сварке на трехФуровйях мощности, соответствующих амплитуде А 4, А, А связанныхЭ1соотношением А 4 А) А, не изменяя эталонной величины, получаем три различных уровня отключения а Ьр С и три различных длительности процесса Способ управления процессом ультразвуковой микросварки, при котором осуществляют введение в сварочную систему перед сваркой сигнала эталонной величины, получение в,процессе сварки активной составляющей сигнала обратной связи, пропорционального амплитуде колебаний инструмента, и выключение ультразвукового генератора в момент, соответствующий определенному соотношению указаняых сигналов, о т л и - ча юши йс ятем, что, сцельюповьпйения воспроизводимости прочности719835 а ель В, Катин3. мужик Корректо став хред акарен едактор С о Подписноего комитета СССРи открытийшская иаб ., д 4/ Тираж 1160 1 ИИПИ Государственн по делам изобретени 5, Москва, Ж, Раказ 274/81130 1илиал ППП "Патент", г. Ужс ород, ул. Проектная 5соединений и облегчения выбора оптимального режима сварки, формируют второй сигнал обратной связи, пропорциональный амплитуде напряжения, поступающего на ультразвуковой преобразователь, делят второй сигнал обратной связи на сигнал эталонной. величины, сравнивают полученный результат с величиной активной составляюшей первого сигнйла обратной связи и выключают ультразвуковой генератор в момент их равенства. б Источники информации,принятые во внимание при экспертизе11, Грачев А. А., Кожевников А. П,Лебига В. А., Россошинский А. Л. Ультразвуковая микросварка. М., "Энергия",1977, с. 65-66.2, Патент США % 2763545,кл. 29-470, 1972.1 О3, Авторское свидетельство СССРпо заявке М 25 15896/25-27 ( 107776),кл. В 23 К 19/04, 1977.
СмотретьЗаявка
2602825, 06.03.1978
ПРЕДПРИЯТИЕ ПЯ Р-6495
КОЗИЧ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, БАСЕНКО ВЛАДИМИР ИЛЬИЧ
МПК / Метки
МПК: B23K 19/04
Метки: микросварки, процессом, ультразвуковой
Опубликовано: 05.03.1980
Код ссылки
<a href="https://patents.su/3-719835-sposob-upravleniya-processom-ultrazvukovojj-mikrosvarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом ультразвуковой микросварки</a>
Электрогидравлический усилитель мощности с электрической обратной связью

Номер патента: 735831
Опубликовано: 25.05.1980
Автор: Морозов
МПК: F15B 3/00
Метки: мощности, обратной, связью, усилитель, электрической, электрогидравлический
...сигналомпосле демодулятора б, а к выходуподключена обмотка электромеханического преобразователя. Постоянноенапряжение подается на генератор 4переменного напряжения от логического устройства ИЛИ 9, один из входов которого соединен с источником10 постоянного напряження фиксированного уровня, а второй - с Формирователем 11 уровня постоянного напря- .жения .(например, триггером.(йаидта),пренышающего Фиксированный уровень.На вход формирователя 11 уровняпостоянного напряжения поступаетуправляющий сигнал 8. Возможна установка нескольких Формирователейразличных уровней постоянного напряжения, превышающих уровень, выходыкоторых соединены с соответствующими входами логического устройстваИЛИ 9, а входы - с управляющим сигналом...
Лазер на растворах органических соединений с распределенной обратной связью

Номер патента: 1452424
Опубликовано: 30.06.1992
Авторы: Вабищевич, Дасько, Рубинов, Рыжечкин, Эфендиев
МПК: H01S 3/20
Метки: лазер, обратной, органических, распределенной, растворах, связью, соединений
...поверхности максимальной интенсивности я обеих голографических решетках с нормалью к входной грани кюветы; и (Я) - показатель преломления раствора красителя на длине волны накачки %р сяПри выборе углаиз соотношения1а и авие2 оп пучки накачки, интерферируя в растворе красителя под углом 2 создают в нем пространственную решетку,спериодом иД е ююФ о(а) ю.поСна которой при выполнении пороговых условий накачки возбуждается генерация на длине волны где и, - показатель преломления раствора красителя на длине ьолны генеации Я1 са 111 ы 5 с Волны генерации не зависит от спектрального состава накачки, а апределлетсл лишь величинами д и и 9Суммарная эффективность дифракции в пучки -1) порядка может достигать 9 О 7 теоретически - около 1003).В этом...
Система для передачи и приема данных с решающей обратной связью

Номер патента: 734893
Опубликовано: 15.05.1980
Авторы: Андрущенко, Глушков, Комиссаров, Табатчиков, Федоренко
МПК: H04L 25/40
Метки: данных, обратной, передачи, приема, решающей, связью
...вида модуляции. С выхода одного из демодуляторов принимаемая кодовая комбинация через элемент 21 ИЛИ поступает на вход декодируюшего блока 15, в котором осуществляется преобразование кодовой комбинации из избыточного кода в неизбыточный, и на вход решающего блока 13, в качестве которого может использоваться, например, устройство обнаружения ошибок избыточного кода. С выхода декодируюшего блока 15 производится запись принятой кодовой комбинации в накопитель 16.В решающем блоке 13 принимается одно из двух решений: либо кодовая комбинация выдается получателю 18 информации, либо кодовая комбинация стирается. В анализаторе 23 вида модуляции производится определение вида модуляции, с которым поступает кодовая комбинация, причем при включении...
Система для передачи сигналовс обратной связью

Номер патента: 830491
Опубликовано: 15.05.1981
Авторы: Горбашов, Гуйван, Кандаков, Махотенко, Мисурягин, Никитенко, Украинцев
МПК: G08C 25/02
Метки: обратной, передачи, связью, сигналовс
...и центральной частоты фильаров б, к которому подключен также один из выходов детектора 8 ка- . чества канала. Другой выход детектора 8 качества канала подключен ко входу блоха 11 формирования сигнала управляющей обратной связи.Блок 1 1 формирования сигнала управляющей обратной связи соединен с выходом анализатора 10 спектра помех и со входом передатчика 12 обратного канала. На,приемной стороне содржится блок 13 формирования сигнала информационно-решающей обратной связи, вход которого подключен к приемнику 5, а выход - к передатчику 12 обратного канала. Через канал 14 обратной связи информация поступает на приемник 15 обратного канала;Выход приемника 15 обратного канала подключен к передатчику 2 частотно-кодовых комбинаций и к блоку...
Устройство приема-передачи дискретной информации с решающей обратной связью

Номер патента: 930716
Опубликовано: 23.05.1982
Авторы: Карпов, Коричнев, Пылькин
МПК: H03M 13/51, H04L 1/16
Метки: дискретной, информации, обратной, приема-передачи, решающей, связью
...комбинации по сигналу ".Подтверждение" блок 5 стирает информацию в этом регистре,.что свидетельСтвует о безошибочном приеме первой комбинации, и осуществляет пера20 Формула изобретения 5 93071дачу следующей комбинации из буферного накопителя 10;Аналогично сигнал 1-й комбинациизаставляет блок 5 стирать информациюв Ь-м регистре Р -разрядного накопителя 3 при правильном приеме. Приобнаружении ошибок в принятой комбинации. и-й регистр не обнуляется, аинформация с этого регистра по сигналу с блока 5 выдается на повторную 1 опередачу через кодер 2 с одновременной записью:в первый регистр и-разрядного накопителя 3.Порядок записи очередной комбинации из буферного накопителя 10 в 15регистры блока 8 определяет блок 5в соответствии с сигналами на...
Предыдущий патент: Инструмент для ультразвуковой микросварки
Следующий патент: Способ изготовления сварных трубчатых теплообменников
Случайный патент: Установка для мокрой обработки и пропаривания зерна крупяных культур