Система для автоматического управления рециркуляционным технологическим процессом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 683766
Автор: Тучинский

Текст
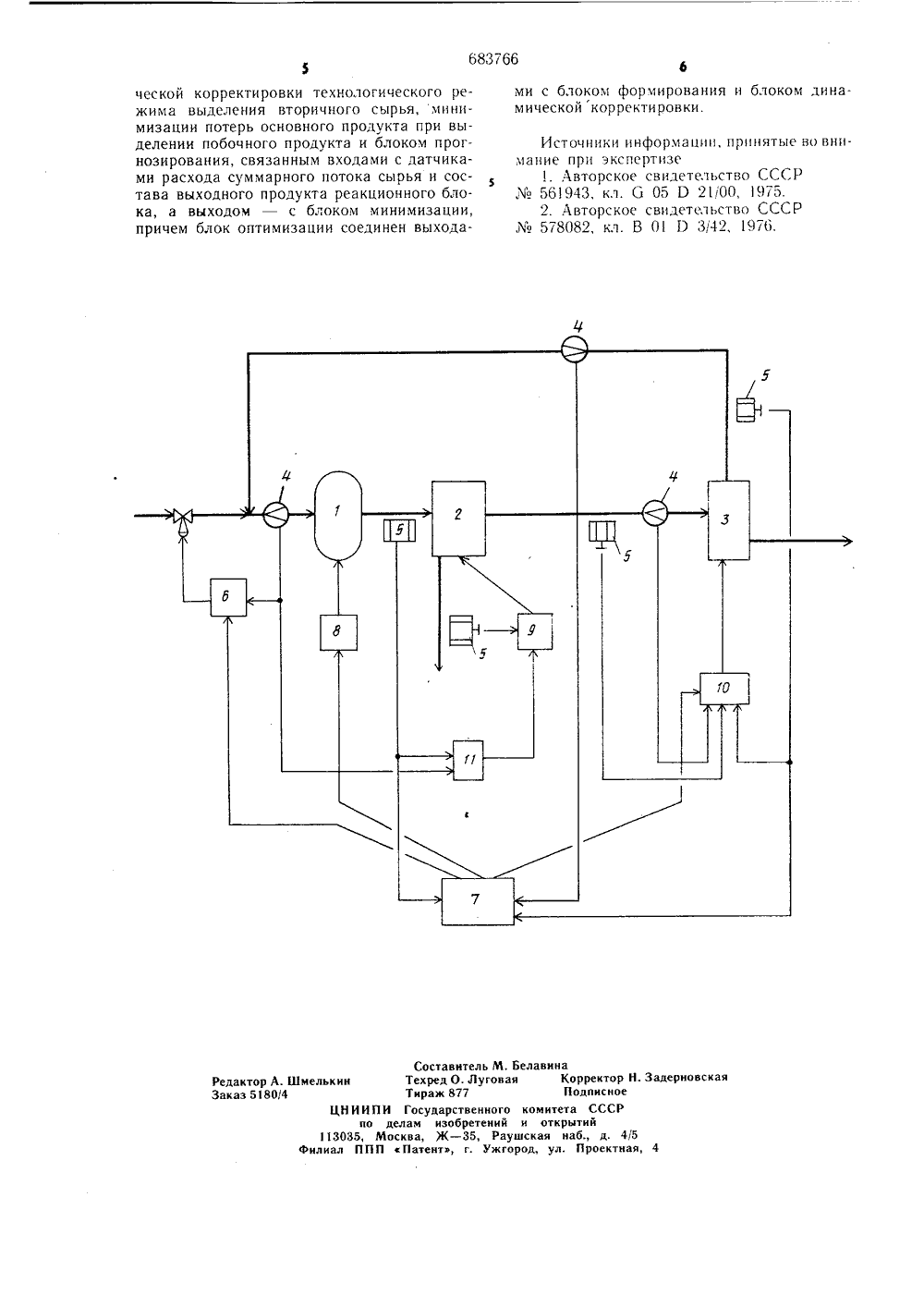
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТИЗЬСТВУ Союз СоветскихСоциалистическихРеслублик ги) 683766.07,7 2) Заявлено Кл.1 В 3/42 5 О 27/О( соединением заявки Заев сударственнын комитет СССР о делам изобретенийОпубликовано 9.79. Бюллетеньн открытн ата опубликования описания 15.09.7(54) СИСТЕМА ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЕЦИРКУЛЯЦИОННЫМ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОЛ Изоб) управлен цессом с вано на химическ ности. ческо а, вклюода сумасхода и я содерыходныхаппаработы аг- ционных равлениета (бен- сновного ой суш- являетавления м про- еакционетенис касается автоматического я химико-технологическим прореггик.лом и может быть использопрелприятиях химической, нефтей и других отраслей промышленИзвестна система для автомат управления производством стирол чающая контур регулирования расх марного потока сырья, датчики р концентрации, блоки регулировани жания одного из компонентов в в потоках отдельных технологических тов, блок согласования режимов ра регата дегидрирования и ректифика колонн 11.В этой системе отсутствует уп блоком выделения побочного продук тола), в результате чего потери о продукта значительны.Наиболее близкой по техническ ности к предложенному изобретению ся система для автоматического упр рециркуляционным технологически цессом в установке, включающей р ный блок, блок вылсления побочного пролукта и блок выделения вторичного сырья, связанный рецикловым потоком с реакционным блоком. Эта система содержит регулятор расхода суммарного потока сырья, латчики 5 раскола и состава продуктов, блок оптимизации, связанный входами с датчиками расхода и состава и одним из выхолов с регулятором расхода 2.1 ОПринцип работы этого устройства заключается в том, что оно регулирует концентрацию одного компонента в выходных потоках технологических аппаратов, и задание на эту концентрацию корректирует блок оптимизации. Такое управление наибо лее эффективно в случае регулирования концентрации бинарных продуктов (состоящих из двух компонентов), что на практике встрс" чается не всегда. Кроме того, достижение оптимальности всей техггологической цепи гопо экономическому критерию часто приводит к тому, что после выделения побочного продукта содержание основного продукта в нем значительно. Все это приводит к значительным потерям основного пролукта.Форчула изобретения 40 Цель изобретения - снижение материальных потерь путем минимизации содержания основного продукта в побочном и динамической коррекции по возмущению.Это достигается тем, что система для автоматического управления рециркуляционным технологическим процессом в установке, включающей реакционный блок, блок выделения побочного продукта и блок выделения вторичного сярья, связанный рецикловым потоком сырья, датчики расхода и состава продуктов, блок оптимизации, связанный входами с датчиками расхода и состава и одним из выходов - с регулятором расхода, дополнительно снабжена блоком формирования технологического режима в реакционном блоке, блоком динамической корректировки технологического режима выделения вторичного сырья, блоком минимизации потерь основного продукта при выделении побочного продукта и блоком прогнозирования, связанным входами с датчиками расхода суммарного потока сырья и состава выходного продукта реакционного блока, а выходом - с блоком минимизации. Блок оптимизации соединен выходами с блоком формирования. и блоком динамической корректировки.На чертеже представлена функциональная схема предложенной системы.Технологическая установка включает в себя реакционный блок 1, блок 2 выделения побочного продукта и блок 3 выделения вторичного сырья. Лля контроля за ходом технологического процесса система использует датчики расхода 4 и датчики состава 5. Система управления содержит регулятор 6 расхода суммарного потска сырья, блок оптимизации 7, блок 8 формирования технологического режима в реакционном блоке, блок 9 минимизации потерь основного продукта при выделении побочного продукта, блок 1 О динамической корректировки технологического режима выделения вторичного сырья и блок прогнозирования1.Система работает следующим образом.С помощью регулятора 6 осуществляется стабилизация расхода суммарного потока сырья в реакционный блок 1. Блок 8 реализует и поддерживает задаваемый технологический (например температурный) режим в реакционном блоке 1. Блок 9 на основе замера с помощью датчика 5 концентрации основного продукта в выходном потоке блока 2 (побочном продукте) воздействует на ход процесса выделения побочного продукта в направлении, вызывающем уменьшение этой концентрации, т.е. осуществляет оптимальное управление процессом по критерию минимум содержания основного продукта в побочном. Блок 11 по информации о расходе сырья в блок 1 (датчик 4) и о составе реакционной смеси после блока 1 (датчик 5) рассчитывает (прогнози 5 10 1 э 20 25 30 35 рует) материальный баланс процесса выделения побочного продукта с учетом инерционности процесса. Расчет осуществляется по математической модели процесса. Затем на основе прогнозируемого материального баланса блок 11 выдает блоку 9 уставки в виде ограничений, учитывающие мощность и разделительные способности аппаратуры, Блок 1 О предназначен для стабилизации процесса выделения вторичного сырья. Поскольку процессы выделения (массообменные процессы) обычно имеют значительную инерционность, наряду с регулированием по отклонению (по замеру выходных концентраций) предусматривается динамическая коррекция по возмущению (по замеру входных концЕнтраций и расхода). Блок 7, с помогцью реализуемых в нем математических моделей блоков 1 - 3 определяет оптимальные значения расхода суммарного потока и параметров технологических режимов в блоках 1 и 3 по экономическому критерию (например по критерию - минимум технологических затрат). Эти значения выдаются блокомна регулятор 6 и блоки 8, 1 О, От блока 7 корректировка режима выделения побочного продукта не предусматривается, так как влияние этого процесса на экономику технологической цепи в целом определяется потерями основного продукта, стоимость которого значительна. Отклонения текущего материального баланса сверх допустимых пределов от расчетного является критерием необходимости пересчета оптимального режима. Это происходит при существенных изменениях условий работы: изменении качества сырья и вспомогательных материалов, старении катализатора, отравлении растворителей и т. д. Контроль за этими отклонениями осуществляет блоком 7 по информации от датчиков 4 и 5. Система для автоматического управления рециркуляционным технологическим процессом в установке, включа юнце й реа кцио нный блок, блок выделения побочного продукта и блок выделения вторичного сырья, связанный рецикловым потоком с реакционным блоком, содержащая регулятор расхода суммарного потока сырья, датчики расхода и состава продуктов, блок оптимизации, связанный входами с датчиками расхода и состава и одним из выходов - с регулятором расхода, отличающаяся тем, что с целью снижения материальных потерь путем минимизации содержания основного продукта в побочном и динамической корректировки по возмущению, она дополнительно снабжена блоками формирования технологического режима в реакционном блоке, динами683766 Составитель М, Белавина Техред О. Луговая Корректор Н. Задерновская Тираж 877 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 415 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор А. ШмелькинЗаказ 5180/4 ческой корректировки технологического режима выделения вторичного сырья, минимизации потерь основного продукта при выделении побочного продукта и блоком прогнозирования, связанным входами с датчиками расхода суммарного потока сырья и состава выходного продукта реакционного блока, а выходом - с блоком минимизации, причем блок оптимизации соединен выходами с блоком формирования и блоком динамической корректировки. Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство СССР561943, кл. 6 05 Р 21100, 1975.2. Авторское свидетельство СССР578082, кл. В 01 В 3(42, 1976.
СмотретьЗаявка
2513156, 01.07.1977
ПРЕДПРИЯТИЕ ПЯ В-8296
ТУЧИНСКИЙ ВЛАДИМИР РАФАИЛОВИЧ
МПК / Метки
МПК: B01D 3/42
Метки: процессом, рециркуляционным, технологическим
Опубликовано: 05.09.1979
Код ссылки
<a href="https://patents.su/3-683766-sistema-dlya-avtomaticheskogo-upravleniya-recirkulyacionnym-tekhnologicheskim-processom.html" target="_blank" rel="follow" title="База патентов СССР">Система для автоматического управления рециркуляционным технологическим процессом</a>
Блок выделения каналов для устройства ввода информации

Номер патента: 882005
Опубликовано: 15.11.1981
Авторы: Алексеев, Светников, Чибисов
МПК: H04J 3/00
Метки: блок, ввода, выделения, информации, каналов, устройства
...блока 10 элементов ИЛИ, выход которого.подключен к входам блока 11памяти, первый выход которого является выходом устройства, а второй выход соединен с четвертым входом счетчика 7 всех блоков 1, кроме того,устройство содержит входы 12-4. 4Устройство работает следующим образом.В регистре 3 каждого блока 1 попрограмме заносится код номера тогоисточника, информацию от которого дол"жен воспринимать данный блок 1 вьщеления каналов.От источника измерительной информации на входы 12-14 устройства поступает соответственно маркер цикла,тактовый импульс слова и код номераисточника, Схема сравнения 2 производит сравнение кода номера источника.Прн совпадении номеров на выходе схема 2 Формирует сигнал, разрешающийпрохождение маркера цикла с шины...
Способ выделения фенола из нейтрализованных продуктов кислотного разложения гидроперекиси

Номер патента: 164297
Опубликовано: 01.01.1964
Авторы: Аэров, Брук, Литвин, Назаров, Скамаракус, Солонецккй, Тихомирова, Черторижск
МПК: C07C 37/74
Метки: выделения, гидроперекиси, кислотного, нейтрализованных, продуктов, разложения, фенола
...р и м е р 2, Из сырья того же состава, чтоуказан в примере 1, на той же лабораторнойустановке при флегмовых числах 0,2; 3,8; 0,0;2,2; температурах верха 82, 118, 110 и 119 С(остаточное давление куба 22 и 110 мм рт. ст.)получают фенол, отвечающий требованиямГОСТ 236 - 62 для высшего сорта (температура затвердевания 40,9 С, растворимость 8 гфенола в 100 мл воды при 20 С полная)П р и м е р 3, Из 1000 г сырья того же состава, что указан в примере 1, на той же установке при режимах, описанных в примерах 1 и 2,получают 731 г чистого фенола, отвечающего 5 10 15 20 25 Зо 35 40 45 50 55 ао б 5 требованиям ГОСТ 236 - 62, для высшего сорта, что составляет 89 от теоретически возможного количества за одно извлечение. С учетом извлечения фенола...
Устройство для глазирования блоков продуктов

Номер патента: 280222
Опубликовано: 01.01.1970
МПК: A23B 4/06
Метки: блоков, глазирования, продуктов
...20На фиг, 1 схематически изображено предложенное устройство; на фиг. 2 - то же, поперечный разрез,Устройство содержит корпус 1, ротор 2, загрузочный 8 и разгрузочный 4 транспортеры. 25Корпус снабжен винтовой направляющей б,укрепленной на внутренней его поверхности,Ротор выполнен перфорированным и на егоповерхности расположены лопатки б. Он укреплен при помощи спиц 7 на валу 8 соединенном с приводныв электродвигателем, Корпус имеет загрузочное 9 и разгрузочное 10 окна.Работает предложенное устройство следующим образом.Блоки рыбы по транспортеру 8 подаются через загрузочное 9 окно в пространство между ротором 2 и корпусом 1 и лопаткой б продвигаются вдоль винтовой направляющей 5, За полтора оборота по винтовой линии блок рыбь...
Приспособление для формирования нескольких блоков продукта в блокформе для замораживания

Номер патента: 733611
Опубликовано: 15.05.1980
Авторы: Бушмин, Николаенков, Попов
МПК: A23B 4/06
Метки: блоков, блокформе, замораживания, нескольких, продукта, формирования
...2 - то же, блок-Форма с рамкой повернута на 180 О; на Фиг, 3 - вариант выполнения блок-формы с рамкой, имеющей сквозные пазы,и разделители; на фиг. . 4 - вариант выполнения 1 Имки, имеющей дно и пазы, накрытой блок-формой. 5Приспособлениедля формирования нескольких блоков продукта состоит иэ рамки 1 а пазами 2, которая выполнена .в виде обечайки, снабженной опорным контуром 3. Обечайка может быть снаб- жена дном 4. Пазы 2 могут быть выполнены как несквозными, так и сквозными. В пазы 2 вставлены разделители 5, которые делят рамку 1 на ячейки б.Для увеличения поверхности контак. та разделителей 5 с продуктом пазы 2 имеют вырезы 7, Разделители 5 могут быть выполнены из картона, парафинированной бумаги, пластмассы и т. п. 2...
Автоматический жидкостный хроматограф для селективного выделения целевого продукта из смеси веществ

Номер патента: 1408358
Опубликовано: 07.07.1988
Авторы: Вульфсон, Костылев, Любезников, Рысев
МПК: G01N 30/00
Метки: автоматический, веществ, выделения, жидкостный, продукта, селективного, смеси, хроматограф, целевого
...5.При работе со смесителем "клюющее"или другое ; стройство автоматическогодозатора удаляет из емкости 1 капилляры и заменяет их смесителем 5,Предусматриваются два вида программы работы хро;к.тографа.В случае о ределеИного заранее постоянства сос-ава примесей в пробахсмеси, поступающих на разделение, инеобходимости очистки и выделения надвух колонках с различными элюирующими растворами зона с выделяемым веществом с выхода первой колонки поступает в емкость 1 через смеситель 5,Тогда во второй канал последнего через краны-переключатели 12 и 6 подают начальный элюент С от второй градиентной системы 14. Если состав примесей и пробах не постоянен и естьвероятность, чтО некоторые пробы не требуют Очис-,к цл второй колонке, элюент,...
Предыдущий патент: Способ управления последовательно работающими ректификационными колоннами
Следующий патент: Устройство для автоматического управления процессом ректификации
Случайный патент: Гаметоцид для пшеницы и ржи