Способ изготовления кабельных наконечников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 62040
Автор: Медведев



Текст
. Ю, Медведев ПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ НАКОНЕЧНИКОВ(302569)енности СССР 11 - 12 за 1942 г,Заявлено 3 июня 1940 г. за33875 в Народный Комиссариат злектропромыш. бликовано в Бюллетене изобретенийщего изобретения является сп ов, состоящий в том, что пря вают в виде трубки и конец п тык кромок пластины пришелс об изготовлени угольную пласледней отштам ПО ОСЕВОЙ ЛИНИ 1 Предметом настояос я кабельных наконечник мостину металла сворачи оповывают так, чтобы сяплоскости наконечника.Кабельные наконечники, изготоьляемые по такому способу, имели специальное назначение - для осуществления присоединения в цепях зажигания двигателей внутреннего горения и т, п. и не могли быть применены для осуществления присоединений проводов сильного тока (сечением порядка 10 мм" и оолее), так как такие каоельные наконеч ники выполнялись составными и сооственно контактная часть их изготовлялась из проволоки, зажатой в трубчатой части. Поэтому в практике установок сильного тока исключительное применение находили: а) штампованные наконечники, выполняемые из листовой таврообразной заготовки, у которой уширенная часть загибалась в виде трубки, а узкая - образовывала контакт - ухо; б) наконечник из медных труб; в) литые или кованные наконечники.Однако штампованные наконечники, изготовляемые из листового материала, требуют штампов довольно сложной конструкции для вырубки заготовок; при такой вырубке получаются значительные отходы; самый же главный недостаток заключается в том, что конструкция этих наконечников не обеспечивает важнейшее практическое требование, предъявляемое ко всякому кабельному наконечнику - полную параллельность контактных поверхностей, которые должны представлять собой плоскости. Очень часто наконечники эти имеют вид корыта, и контактирующая поверхность получается минимальной.Слабое место этих наконечников - их шейка, сечение которой(по соображениям механической прочности и электропроводности)должно бы близко подходить к сечению провода. При выполнении этого условия сечение сворачиваемой в трубку части наконечника будетвсегда увеличенным, что ведет к ненужному перерасходу металла(примерно в полтора раза).Литые или кованные наконечники требуют значительно большегоколичества цветного металла, чем наконечники других типов для техже сечений провода, так как они неизбежно получаются более массивными и часть металла расходуется на угар и механическую обработкуконтактирующих поверхностей. При литье часто получаются раковины,вследствие чего некоторый процент наконечников идет в брак, ковкане требует довольно дорогих штампов, Поэтому такие наконечникиполучаются весьма дорогими.Тип трубчатого кабельного наконечника имеет большие преимущества перед всеми прочими типами наконечников и сводится к следующему;минимальные отходы материала при изготовлении;полное и рациональное использование всего сечения наконечникакак в отношении механической прочности, так и в отношении прохождения электрического тока, так как сечение металла остается одинаковым по всей длине наконечника (не суженных мест, как в простыхштампованных наконечниках);такое же надежное сочленение наконечника с проводом, как и улитых кабельных наконечников (но при значительно меньшей стоимости трубчатого наконечника),В отношении же удобства применения в любых электротехнических установках, механической прочности, надежности пайки и проч.ни один из перечисленных типов не имеет заметных преимуществ переддругими. Поэтому все существующие типы кабельных наконечниковмогут быть безболезненно заменены каким. нибудь одним из этихтипов.По предлагаемому способу кабельные наконечники изготовляютсяиз листовой меди, причем конец трубки, свернутой из прямоугольнойпластины металла, отштамповывают в виде обычного плоского ушка,снабженного отверстием для контактного болта и расположенноговдоль образующей трубки.Сущность изобретения поясняется прилагаемым чертежом, на фиг.1 - 2 которого изображен в двух проекциях кабельный наконечник,изготовленный по предлагаемому способу.Подобный кабельный наконечник отличается от такового, изготовляемого из труб, только наличием продольного шва, который в трубчатой части наконечника заполняется припоем.Изготовляемые по предлагаемому способу наконечники обладаютвсеми достоинствами наконечников из медных труб, но имеют передними то преимущество, что они изготовляются из листовой меди, причем во многих случаях для этой цели могут быть использованы отходы.Предмет изобретенияСпособ изготовления кабельных наконечников, состоящий в том, что прямоугольную пластину металла сворачивают в виде трубки и конец последней отштамповывают так, чтобы стык кромок пластины пришелся по всей линии плоскости наконечника, о т л и ч а ю щ и й с я тем, что, с целью выполнения таким образом наконечников для кабе62040лей больших сечений (порядка 10 млР и более) и с надежным контактом, конец трубки отштамповывают в виде обычного плоского ушка, снабженного отверстием для контактного болта и расположенного вдоль образующей трубки.фиг /фиг. 1Редактор БогатыреваТехред Т. П. Курилко Корректор Р. Т. КелембетПодп. к печ. 11/Пг. формат бум. 70 Х 108/16 Ооъем 0,26 изд, л.Заказ 1650 Тираж 200 Цена 5 коп.ЦНИИПИ Государственного комитета по делам изооретений и открытий СССРМосква, Центр, пр. Серова, д. 4.Московская типография М 24 Главполиграфпрома,Государственного комитета Совета Министров СССР по печати. Москва, Г 19, ул, Маркса - Энгельса, 14.
СмотретьЗаявка
33875, 03.06.1940
Медведев И. Ю
МПК / Метки
МПК: H01R 43/02
Метки: кабельных, наконечников
Опубликовано: 01.01.1942
Код ссылки
<a href="https://patents.su/3-62040-sposob-izgotovleniya-kabelnykh-nakonechnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления кабельных наконечников</a>
Машина для испытания образцов металла на совмещенные виды деформаций

Номер патента: 82248
Опубликовано: 01.01.1950
Автор: Домбровский
МПК: G01N 3/00
Метки: виды, деформаций, испытания, металла, образцов, совмещенные
...пресса.Предлагаемая машина отличается от известных машин подобного рода тем, что в ней применено устройство для создания предварительного напряжения в испытуемом образце, выполненное в виде самостоятельно действующей испытательной машины.Такое устройство дает возможность производить испытания на сложные виды совмещенных деформаций образцов металла различных размеров и профиля в условиях, приближающихся к естественным условиям эксплуатации.На фиг. 1 схематически изображена предлагаемая машина; на фиг. 2, - то же, кинематическая схема.Машина выполнена в виде агрегата, состоящего из двух отдельных, самостоятельно действующих машин: горизонтального стола 1 и вертикального пресса 2.Горизонтальный стол предназручки 3 винтовой...
Способ соединения труб из разнородных металлов
Номер патента: 202404
Опубликовано: 01.01.1967
Авторы: Бубликов, Сидоров, Шевелев
МПК: B23K 20/22, B23K 31/02
Метки: металлов, разнородных, соединения, труб
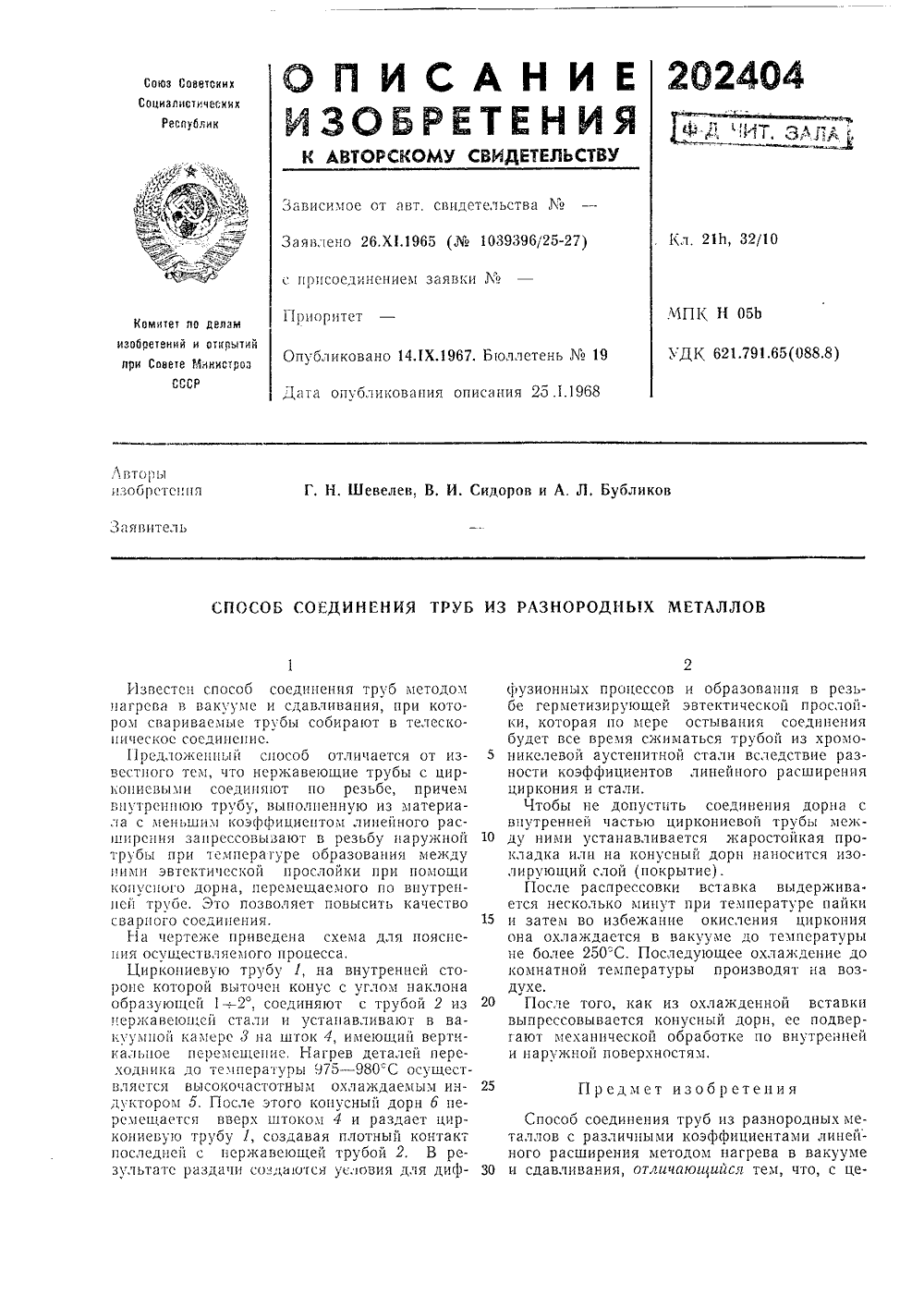
...кальпое перезсщение. Нагрев деталей переходника до температуры 975 - 980 С осуществляется высокочастотным охлаждаемым ицдуктором б. После этого конусный дорн б персмещаетсл вверх штоком 4 и раздает циркониевую трубу 1, создавая плотный контакт последней с нержавеющей трубой 2, В результатс разда ш создаотся условия для диффузионных процессов и образования в резьбе герметизирующей эвтектической прослойки, которая по мере остывания соединения будет все время сжиматься трубой из хромо никелевой аустенитной стали вследствие разности коэффициентов линейного расширения циркония и стали.Чтобы не допустить соединения дорна свнутренней частью циркониевой трубы меж ду ними устанавливается жаростойкая прокладка или на конусный дори наносится...
Способ изготовления труб из металлов и сплавов

Номер патента: 211493
Опубликовано: 01.01.1968
Авторы: Гильденгорн, Егоров, Райтбарг, Шапиро
МПК: B21C 1/22
Метки: металлов, сплавов, труб
...стенку на основной длине заготовки и прочную захватку) значительно сокращается количество проходов и промежуточных отжигов, что приводит к повышению производительности процесса и выхода годного. д м е т,и з о б р е т е н и Способ изгоговлениясплавов, включающийзаготовки и 1 волочение15 хватки, отличающийся твышения производительхода годного при утонентовку,прессуют с утолщконце стенкой, а затемковывают для образоваследующего волочения. Известен способ изготовления труб из труднодеформируемых металлов и сплавов путем прессования трубной заготовки с равномерной по длине стенкой и последующего волочения после заковки захватки на конце заготовки,Предложенный способ изготовления труб большого диаметра из металлов и сплавов отличается ог...
Способ изготовления труб из труднодеформированных металлов и сплавов
Номер патента: 242102
Опубликовано: 01.01.1969
Авторы: Аранович, Вейлер, Ковалевский, Орро, Пестова, Постолов, Циганок, Чуйко
Метки: металлов, сплавов, труб, труднодеформированных
...подсмязочного обжатцс за проход труб ня короткой и выше.;мязк, яя о основ в кячс о цз трудвов, пр еред тспревяют В кая смазеральнос сральпого ения труб учитьСи ЦЦкц 50 с волоз опря 1 рслм оор и: 51 Способ:зготовленця труб з тмируемых металлов ц сплавов.оксалатированные трубы перед тченцем нагревают в среде, исполВОЛОЧЕИ 11 И КЯК ТЕХНО,10 ЦЧЕСКсОГ.1 с 1(оШ(ЬГЯ тЕМ, ЧтО, С ЦЕЛЬЮудаления смазки после волоченцяцця нрц волочснцц обжатця за прСС 50(с, НаГрЕВ тр 6 оетщЕСТВЛяэтцлснглцколе. Чтобы упростить удаление смазки по:ле Волочения и обеспечить при волочсшц обжатис за проход не менее 50% предлагается трубы перед теплым волочением нагревать в пол 1- этиленглцколс,Для удаления остатков смязк; трубы после волочения погружают в ванну с...
Способ соединения труб из разнородных металлов

Номер патента: 437591
Опубликовано: 30.07.1974
МПК: B23K 19/00
Метки: металлов, разнородных, соединения, труб
...соединения и производительности процесса по предлагаемому способу осуществляют непосредственный нагрев дорна индуктором,Предлагаемый способ иллюстрируется чертежом,Заготовки труб, например нержавеющие трубы с циркониевыми, соединяют по резьбе. причем внутреннюю трубу 1, выполненную из материала с меньшим коэффициентом линейного расширения, запрессовывают в резьбу наружной трубы 2 при температуре образова ния между ними эвтектической прослойкипри помощи конусного дорна 3, перемещаемого по внутренней трубе. Конусный дорн выполнен с утолщением в нижней части диаметром на 10% больше диаметра наружной тру бы и высотой около 30 мм, Нагрев сборки дотемпературы сварки осуществляют высокочастотным водоохлаждаемым индуктором 4.Так как диаметр...
Предыдущий патент: Способ изготовления карборундовых сопротивлений
Следующий патент: Усилитель низкой частоты
Случайный патент: Устройство для управления силовым транзистором