Система автоматического регулирования размерных параметров экструдируемых заготовок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 587449
Авторы: Ахмеджанов, Борисов, Чередов, Чистяков
Текст
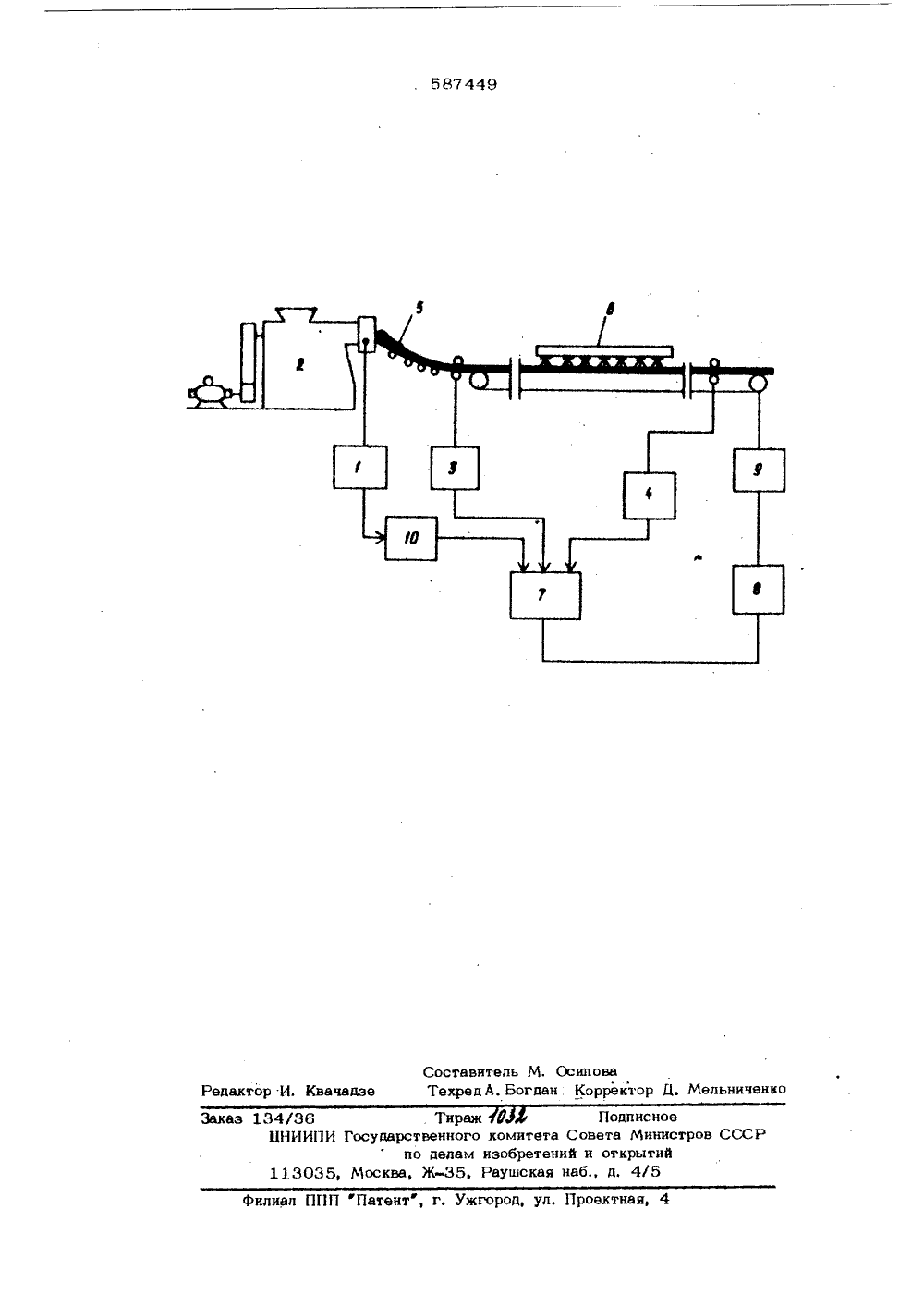
О П И С А Н И Е нввв 7 ивИЗОБРЕТЕН Ия Союз Советскии С оциалистическии Республик(45) Дата опубликования описания 09.01.7 Государственный иамитеСовета Министров СССРпо делам изобретенийи открытий(53) УДК 678 02732 (088.8) А, Борисов, Р, А. Ахмежданов, Ю. В. Чистяков,и 2) Авторы изобретения ередов Омский филиал Специального конструкторского бюпо автоматике в нефтепереработке и нефтехимии(71) Заявитель 54) СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РАЗМЕРНЫ Х ПАРАМЕТРОВ ЭКСТРУДИРУЕМЫХ ЗАГОТОВОКмпецсаИзобретение относится к области автоматического управления. линиями по производству шприцованных ддинномерных заготовок,Известны автоматические системы регулирования размерных характеристик шприцованных заготовок, имеющие датчик размеразаготовки, который через схему управлениясоединен с регулятором скорости приводаотводного устройства1 ,Ввиду усадки шприцованных иэделий, изготовленных иэ полимерных материалов, такие системы имеют невысокую, точность регулирования размеровБолее высокую точность регулированияимеют системы, в которых автоматически 1контролируются размеры заготовки одновременно у головки шприц машины и после охлаждающих устройств, где в значительнойстепени стабилизируются размеры заготовокво времени. 20Известна система автоматического регулирования размерных параметров зкструлируемых заготовок, включающая два датчикаразмерных параметра, установленных доохлаждающего устройства и после него, соьдиненные с двумя входами сумматора, выход которого через регулятор скорости соединен с приводом отводного устройства 121,Последняя нэ указанных систем наиболееблизка к изобретению,3Целью изобретения является повышениеточности регулирования за счет коции возмущений технологических факторовпроцесса,Г 1 редлагаемая система отличается тем,что она снабжена последовательно соединенными датчиком скорости выхода экструдата из головки шприц-машины и блоком компенсации, выход которого соединен с третьимвходом сумматора,Изобретение поясняется чертежом.Система содержит датчик 1 скорости вьхода акструдата, в качестве которого можетбыть использован, например, измерительныйттреобразователь давления в головке шприцмашины 2, датчики 3 и 4 размера заготовки 5, расположенные соответственно до ипосле охлаждающего:, устройства 6, сумматор 7, регулятор 8 скорости привода отвод-.ного устройства 9 и блок 10 компенсации.Автоматическая система регулирования работает следующим образом.При отклонении размера заготовки 5 от заданного сигнал первого датчика 3 размера заготовки через сумматор 7 и регулятор 8 скорости воздействует на привод отводного устройства 9 таким образом, чтобы свести к минимуму отклонение размера заготовки в зоне между головкой шприц-машины 2 и охлаждаюшим устройством 6. После про- О хождения заготовки 5 через ряд взаимосвя эанных транспортерных устройств, а также через охлаждаюшее устройство 6 под дейст вием релаксации внутренних напряжений ма, териал заготовки подвергается усадке, что 15 приводит к изменению всех ее размерных характеристик. Если размер заготовки с уче том усадки в конце транспортера соответствует установленному, то выходной сигнал второго датчика 4 отсутствует. С измене нием технологических условий процесса шприцевания могут изменяться условия,при которых протекает процесс усадки заготовки, что вызовет устойчивое отклонение ее конечных размеров от заданных. При этом 25 сигнал второго датчика 4 через сумматор 7 и регулятор 8 скорости привода отводного устройства 9 корректирует линейную скорость движения заготовки 5 таким образом, чтобы размеры последней после усадки соответс.30 ствовали заданным, Для более полной компенсации входных возмущающих воздействий система содержит инвариантную связь по скорости выхода экструдата из,головки шприц-машины 2. Цепь инвариантной связи З 5 состоит из третьего датчика 1 скорости выхода экструдата, блока 10 компенсации, сумматора 7 и регулятора 8 скорости отводного устройства 9.При изменении скорости выхода экстру- дата из головки шприц-машины 2 сигнал датчика 1 воздействует на отводное устройство 9, изменяя скорость отвода заготовки и упреждая тем самым отклонение ее размерного параметра.формула изобретенияСистема автоматического регулирования размерных параметров экструдируемых заготовок, включающая два датчика размерных параметров заготовки установленные до охлаждающего устройства и после него, соединенные с двумя входами сумматора, выход которого через регулятор скорости соединен с приводом отводного устройства, о т л ич а ю ш а я с я тем, что, с целью повыше-. ния точности регулирования, она снабжена последовательно соединенными датчиком скорости выхода экструдата из головки шприц- машины и блоком компенсации, выход которого соединен с третьим входом сумматора,Источники информации, принятые во внимание при экспертизе:1. Патент США3184788,кл, 425 140.2. Патент Англии1237209, кл. В 5 А1975,з 134/36 ЦИИПИ Г 113035, М филиал ППП фПатент", г. Ужгород, ул. Проектная, 4 Тираж Ф дарственного комитета С по делам изобретений ква, Ж, Раушская на
СмотретьЗаявка
2324787, 09.02.1976
ОМСКИЙ ФИЛИАЛ СПЕЦИАЛЬНОГО КОНСТРУКТОРСКОГО БЮРО ПО АВТОМАТИКЕ В НЕФТЕПЕРЕРАБОТКЕ И НЕФТЕХИМИИ
БОРИСОВ ВЛАДИМИР АЛЕКСЕЕВИЧ, АХМЕДЖАНОВ РАВИЛЬ АБДРАХМАНОВИЧ, ЧИСТЯКОВ ЮРИЙ ВСЕВОЛОДОВИЧ, ЧЕРЕДОВ СВЯТОСЛАВ ГЕРАСИМОВИЧ
МПК / Метки
МПК: G05D 5/03
Метки: заготовок, параметров, размерных, экструдируемых
Опубликовано: 05.01.1978
Код ссылки
<a href="https://patents.su/3-587449-sistema-avtomaticheskogo-regulirovaniya-razmernykh-parametrov-ehkstrudiruemykh-zagotovok.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического регулирования размерных параметров экструдируемых заготовок</a>
Программное устройство для регуляторов скорости с импульсными датчиками скорости

Номер патента: 296381
Опубликовано: 01.01.1971
Авторы: Альтерман, Глухих, Матюнин, Мельников
МПК: B30B 15/20
Метки: датчиками, импульсными, программное, регуляторов, скорости
...ключа 31 по электрической цепи 46 снимается блокировка, подготавливая ключ к приему следующего импульса, а по электрической цепи 45 ключ 30 триггерной ячейки 27 блокируется отрицательным напряжением.При поступлении следующего импульса срабатывает триггерная ячейка 28, соответственно появляется разнополярное напряжение на ее выходах 38, 39, открывается транзистор усилителя 34, а ключ 31 данной ячейки блокируется, Следующие ячейки работают аналогично, Возврат схемы в исходное состояние осуществляется подачей отрицательного напряжения через резисторы 48, 49, 50 на базы левых транзисторов триггерных ячеек 27, 28, 29.Разнополярные напряжения с выходов 36 - 41 тригтерных ячеек подаются на блок задания, а выходы усилителей 33, 34, 35 подаются...
Многоканальное устройство для обработки информации датчиков с частотным выходом

Номер патента: 1196892
Опубликовано: 07.12.1985
Автор: Карпицкий
МПК: G06F 17/00
Метки: выходом, датчиков, информации, многоканальное, частотным
...значениеначальной разностичастот, если ЬГ(1)=0; - время, в течение которого мгновенное значение Ь 1 ( О (внут- .ри интервала и м); " мгновенное значение начальной разности частот, если Ь Е0 ф иом ЬХ, И)=О,то Ь 1, Ф Н= Оо Переходя к средним значениямчастот, выражение (5) Можно преобразовать следующим образом: 25 ЗО где Ь 2 - среднее значение часср+ототы Ь 1+ за вре 1мя Сио,+Ьср-) - абсолютная величинасреднего значения час тоты за времягде Ь ср Выражение (4) может быть преобразовано следующим образом:( иом Л р й о( Ь 1 иом ь о РИФМ ГДЕ 1 ИВм+ а 1 ф -ф изм среднее значение начальной разности частотза время измерения;мгновенное значение начальной разности частот;время измерения, - время, в течение которого мгновенное значение Ь 1 (10...
Устройство для определения угловой скорости синусно косинусного датчика

Номер патента: 1246116
Опубликовано: 23.07.1986
Метки: датчика, косинусного, синусно, скорости, угловой
...синусно-косинусный датчик 1, фазочувствительные выпрямители 2 и 3, дифференциаторы 4 и 5 блоки 6 и 7 умножения,блок 8 вычитания, квадраторы 9 и 10, 15сумматор 11, блок 12 деления,Устройство работает следующим образом,С синусно-косинусного датчика 1снимаются два переменных напряжения 20и Б,огибающие которых соответс 1твуют синусу и косинусу угла поворотадатчика, или в общем случае, при произвольных масштабах напряжений, соответствуют прямоугольным координатам 25вращающегося вектора, модуль которого непостоянен,Непостоянство модуля вектора, которое может иметь место, например, иэ за изменения напряжения питания датчика, ведет к появлению погрешности определения скорости. Дпя компенсации укаэанной погреш 35 ности величина производной,...
Устройство для размерной сортировки изделий

Номер патента: 667258
Опубликовано: 15.06.1979
Автор: Крохин
МПК: B07C 5/00
Метки: размерной, сортировки
...объектов сортировки из сортировочных механизмом 5.Оптимальный процесс сортировки, выполняемый предложенным устройством, обязательно предусматривает поверку измерительных цепей устройства по объектам сортировки сцелью определения (количественного,а не допускового) характеристик распределения суммарных погрешностей, например нескольких (в общем случае - более двух)моментов, Для этого предусмотрен контрольный объем изделий сортировки и датчик 9 распределений контрольных объемов изделий, По сигналам приостанавливаются по.дача объектов сортировки с загрузочногоблока 1 и на измерительный блок 2 периодически или непрерывно подаются объектыконтрольного объема из блока 1. В случаеповерки с однократной сортировкой контрольного объема...
Вычислительное устройство для датчиков с частотным выходом

Номер патента: 1013964
Опубликовано: 23.04.1983
МПК: G06F 17/00
Метки: выходом, вычислительное, датчиков, частотным
...соответственно, выходы умножителей 5, 5 л, и 5 3 частоты и выходы счетчиков 8, 8 л и 8 соединены с соответствующйми входами первого коммутатора 6, выход которого соединен с информационным входом регистра 9, выходы 65 умножителей 5 , 52 и 52 частоты соединены с информационными входами регистров 9, 92 и 92 э соответ.ственно, выходы счетчков 8 , 82 и 8 соединены с входами разрешения записи регистров 92 л, 92 и 9 . соответственно, выходы регистров 9, 92 л, 92, 9 и выходы узлов 7 л, 7 , 7 тарировки соединены с соответствующими входами второго коммутатора 15, выход которого соединен с входом арифметического блока 10, оследовательно соединенного с выходным регистром 11 и блоком 12 индикации, управляющие входы первого и второго коммутаторов...
Предыдущий патент: Устройство для управления гибкими стенками сопла аэродинамической трубы
Следующий патент: Газовый редуктор давления
Случайный патент: Устройство для закрывания и раскрывания состоящих из двух половинок форм в центробежных машинах для литья