Способ изготовления листовых армированных
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 311513
Авторы: Александров, Бапас, Катапоз

Текст
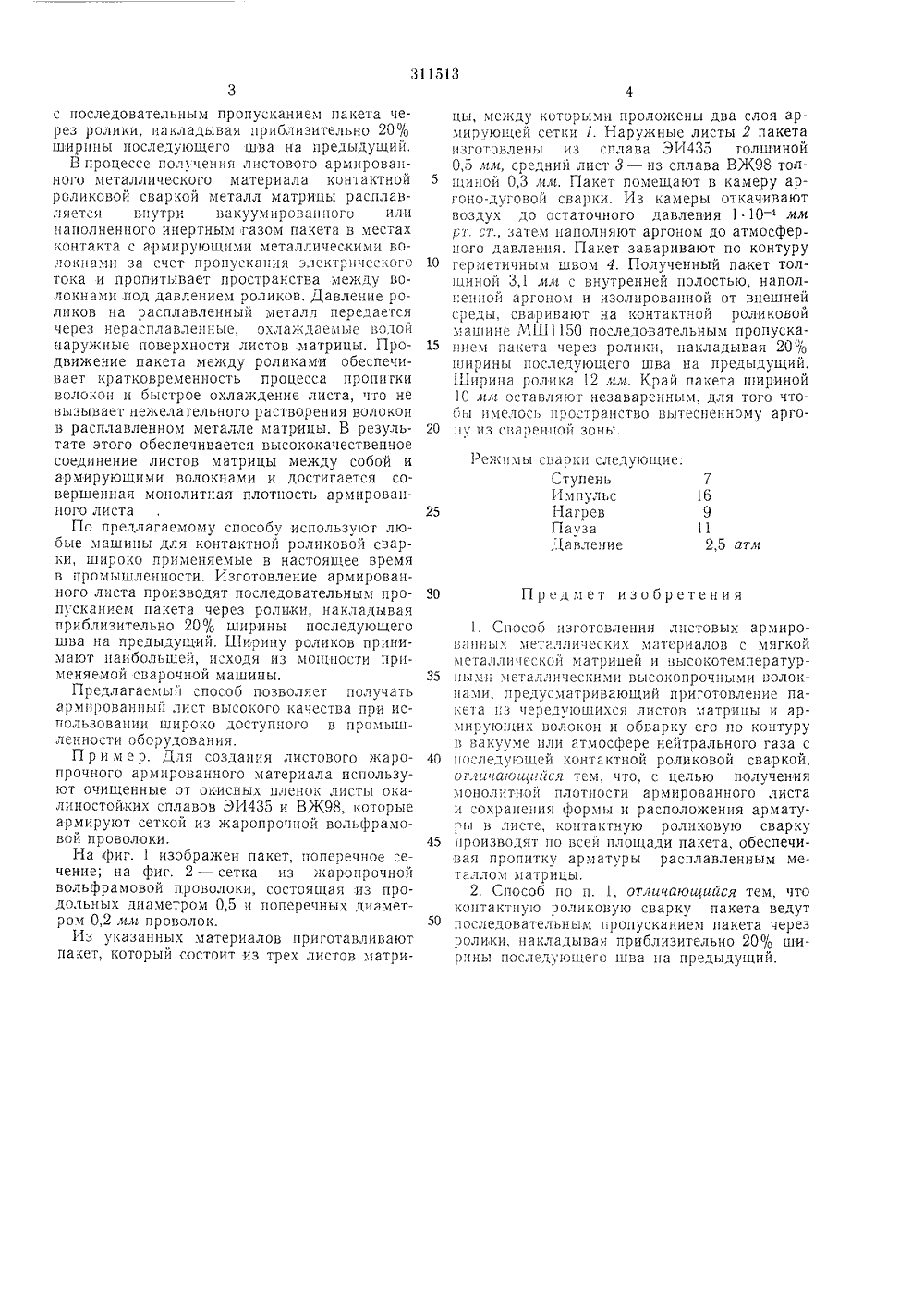
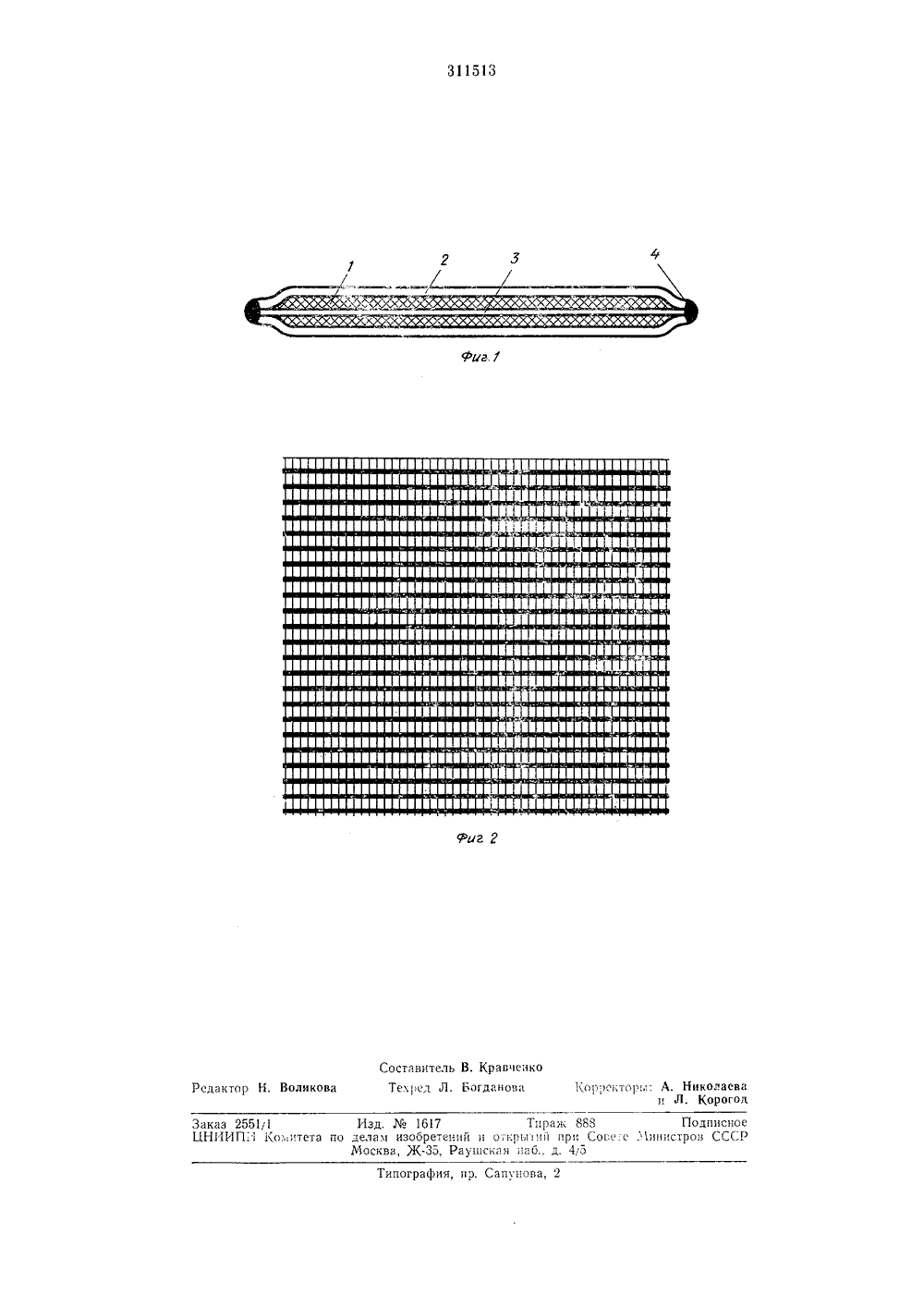
ОПИСАНИЕ ЗИ 513ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СметскихСоциалистическихРеспублик Зависимое от авт. свидетельства е явлено 28.1 Ъ.1969 ( 1331339/25 Кл В 231;, 1 56 В 21 с 37102 нием заявки Ъе присое оритет Государственныи комит Совета Министров ССС по делам изобретений и открытийОпубликовано 22 Х.1973. Бюллетень 2 Дата опуб кования описания 2 б.1 Х.197 Авторыизобрстени-роительны, институт им. В, Я. Чубаря шин аявитель 1 ОСОЬ ИЗ-."О 1 ОВЛЕНИЯ ЛИСТОВЫХ АРМИРОВАННЫХ 11 ЕТАЛЛ И .ЕСКИХ АътАТЕРИАЛОВ2 Изобретение относится к области изготовления листовых армированных металлических материалов, в которых металлическую матрицу армируют металлическими, более прочными волокнами, имеющими температуру плавления выше, чем металл матрицы.Известны способы получения листовых армированных металлических материалов, заключающиеся в приготовлении пакета, состоящего из чередующихся пластин матрицы и армирующих волокон, обварки пакета по контуру в вакууме или среде инертного газа, с целью защиты соединяемых поверхностей матрицы и волокон от окисления при высоких температурах при дальнейшем горячем прес- совании пакета или его горячей прокатки и т. и.Однако при статическом динамическом горячем прессовании и горячей прокатке соединение листов матрицы между собой и с армирующими волокнами происходит диффузионной сваркой без расплавления металла матрицы. Такое соедине 11 ие во многих случаях не обеспечивает надежности, например, при вибрационных нагрузках.Методом статического горячего прессования затруднительно получать листы большого размера. Для получения оеспористого материала этим методом требуется удельное давление прессования не менее 2 кг/мм при 0,8 - 0,9 С 1 т, пл. металла матрицы). Для,получения листа, например, площадью 1 яе статическим горячим прессованием уже необходим пресс с усилием 2000 т.Метод д 1 гнамического горячего прессованияввиду кратковременности процесса не позволяет получать совершенно плотный материал, не гарантирует прочного д 11 ффузионного соединения матрицы и волокна, Получение лис тов больших размеров этим методом такжетребует создания специального оборудования,Метод горячей прокат 1 еи требует значительной степени обшей деформации пакета до 75 - 905, что приводит к разрывам волокон или 15 дроблению их на отдельные сегменты. Приразрыве волоко:1 образуются поры, являющиеся очагамп будущего разрушения. Если в качестве арматуры используют сетку, то при прокатке размер ячейки сетки увеличивается, 20 что приводит к уменьшению обьемного содержания арматуры в полученном материале.Цель изобретеш 1 я - обеспечение высококачественного соединения листов матрицы между собой н волокнами без пористости в армиро ванном листе, сохранение формы и расположения арматуры в листе (как заложено в пакете). Для этого по предлагаемому способу контакт 110 рол:1 ков 1 О сварк производ 51 т по всей площади пакета, обеспечивая пропитку 30 арматуры расплавленным металлом матрицы, 31153с последовательным пропусканием пакета через ролики, накладывая приблизительно 20 о/о ширины последующего шва на предыдущий.В процессе полчения листового армированного металлического материала контактной роликовой сваркой металл матрицы расплавляется внутри вакуумпрованного или наполненного инертным газом пакета в местах контакта с армирующими металлическими волокпами за счет пропускан электрического тока и пропитывает пространства между волокнами под давлением роликов. Давление роликов на расплавленный металл передается через нерасплавленные, охлакдаемые водой наружные поверхности листов матрицы, Продвижение пакета между роликами обеспечивает кратковременность процесса пропигки волокон и быстрое охлаждение листа, что не вызывает нежелательного растворения волокон в расплавленном металле матрицы, В результате этого обеспечивается высококачественное соединение листов матрицы между собой и армирующими волокнами и достигается совершенная монолитная плотность армированного листаПо предлагаемому способу используют любые машины для контактной роликовой сварки, широко применяемые в настоящее время в промышленности. Изготовление армированного листа производят последовательным пропусканием пакета через ролики, накладывая приблизительно 20% ширины последующего шва на предыдущий, Ширину роликов принимают наибольшей, исходя из мощности применяемой сварочной машины.Предлагаемый способ позволяет получать армпровапнып лист высокого качества при использовании широко доступного в промышленности оборудования.П р и м е р. Для создания листового каро- прочного армированного материала используют очищенные от окисных пленок листы окалиностойких сплавов ЗИ 435 и ВЖ 98, которые армируют сеткой из каропрочх вольфрамовой проволоки.На фиг. 1 изображен пакет, поперечное сечение; на фиг. 2 - сетка из каропрочной вольфрамовой проволоки, состоящая из продольных диаметром 0,5 и поперечных диаметром 0,2 мя проволок.Из указанных материалов приготавливаютпакет, который состоит из трех листов матри цы, между которыми проложены два слоя армирующей сетки 1. Наружные листы 2 пакета изготовлены из сплава ЭИ 435 толщиной 0,5 мм, средний лист 3 - из сплава ВЖ 98 толщиной 0,3 мм, Пакет помещают в камеру аргоно-дуговой сварки, Из камеры откачивают воздух до остаточного давления 1 10 -мм ,т. ст., затем наполняют аргоном до атмосферного давления. Пакет заваривают по контуру 10 герметичным швом 4. Полученный пакет толщиной 3,1 мм с внутренней полостью, наполненной аргоном и изолированной от внешней среды, сваривают на контактной роликовой машине МШ 1150 последовательным пропуска нием пакета через ролики, накладывая 205 оширины последующего шва на предыдущий.Ширина ролика 12 мя. Край пакета шириной 10 мм оставляют незаваренным, для того чтобы имелось пространство вытесненному арго п: из свапепой зоны. Режимы сварки следующие:СтупеньИмпульсНагревПаузаДавление 7 16 9 11 2,5 атм25 Предмет изобретения 30 1, Способ изготовления листовых армированных металлических материалов с мягкой металлической матрицей и высокотемператур ными металлическими высокопрочными волокнами, предусматривающий приготовление пакета пз чередующихся листов матрицы и армирующих волокон и обварку его по контуру и вакууме или атмосфере нейтрального газа с 40 последующей контактной роликовой сваркой,отличающийся тем, что, с целью получения монолитной плотности армированного листа и сохранения срормы и расположения арматуры в листе, контактную роликовую сварку 45 производят по всей площади пакета, обеспечивая пропитку арматуры расплавленным металлом матрицы.2. Способ по п. 1, отличающийся тем, чтоконтактную роликовую сварку пакета ведут последовательным пропусканием пакета через ролики, накладывая приблизительно 20/о ширины последующего шва на предыдущий.фиг. У Редактор Н. Воликова Заказ 25511 Изд.1617 Тираж 883 Подписное ЦНИИП:1 Комитета по делам изобретений и о ч:рыцн прн Соге:с .1 инистров СССР Москва, Ж, Раушская наб д. 4,5
СмотретьЗаявка
1331339
Б. С. Катапоз, Ф. П. Бапас, Б. В. Александров Запорожский машкностроителькый институтВ. Я. Чубар
МПК / Метки
МПК: B23K 11/06
Метки: армированных, листовых
Опубликовано: 01.01.1971
Код ссылки
<a href="https://patents.su/3-311513-sposob-izgotovleniya-listovykh-armirovannykh.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления листовых армированных</a>
Способ получения листового материала армированного непрерывными высокопрочными волокнами

Номер патента: 718245
Опубликовано: 29.02.1980
Авторы: Арефьев, Кудинов, Мануйлов, Попов, Соколов, Шоршоров
МПК: B23P 3/06
Метки: армированного, волокнами, высокопрочными, листового, непрерывными
...снижается прочность материала) Для экспериментальной проверки предЦелью изобретения является повышение лагаемого способа получения листовогокачества катаных листов и расширение 10 материала, армированного непрерывнымитехнологических возможностей прокатки. высокопрочными волокнами, получены бор,Побтаьмнная цель достигается тем, ные моноленты, например методом ткачто фйсацию волокон ведут поперечными чества, следующих параметров:полоСами из матричного материала, а по Ширина моноленты, мм 200следующую прокатку проводят вдоль во . Диаметр волокон, мкм 97- локна за один проход с абсолютным обжати- Шагволокон, мм. 013ем,равным произведению диаметраволокна Поперечные фиксирующие полосы изна число слоев заготовок в пакете. фиксацию алюминиевой...
Устройство для укладки в пакет намазанныхклеем и сухих листов шпонапри изготовлении фанеры

Номер патента: 440253
Опубликовано: 25.08.1974
Авторы: Воскресенский, Жуков
МПК: B27D 1/04, B65H 29/00
Метки: изготовлении, листов, намазанныхклеем, пакет, сухих, укладки, фанеры, шпонапри
...управляющии подпружиненными захватами механизм11 приведен в деиствие и удерживает захваты 10 для сухих листов шиона в открытом состоянии, иодьемный решетчатый стол 14 находится в крайнем никнем положении, аподъемный решетчатый стол 5 - в крайнемверхнем положении, ленточный транспортер12 включен,Устройство работает следующим образом.Сухой лист шпона любым способом укладывается на технологическую позицию 30ленточного транспортера 12 1 направление волокон укладываемого листа перпендикулярнок направлению его движения) и перемещаетсяим до пересечения луча фотодатчика 13, который подает команду на включение подъемного решетчатого стола 14 с ориентирующимупором 15. При подъеме решетчатого стола14 неподвижный ориентирующий упор...
Пакет для изготовления биомеиаллических листов сталь-титан

Номер патента: 567581
Опубликовано: 05.08.1977
Авторы: Быков, Голованенко, Зеличенок, Коннова, Медведев, Суровцев, Сухолитко, Чернышев
МПК: B23P 3/02
Метки: биомеиаллических, листов, пакет, сталь-титан
...0,1-0,2 мм. Прослойки, толщина которых меньше 0,1 мм, впРоцессе нагрева после прокатки растворяютея вследствие взаимной диффузии. Толщина прослоек выше 0,2 мм неэкономична,При сборке пакета одна из прослоек,может быть нанесена способом металлиэацни, а другая введена в виде фо тьги. В двойной прослойке возможны любые сочетания из предложенных составов никелевых и молибденовых сплавов,Горячая прокатка биметаллического пакета осуществляется с температуры.о1100-1150 С. Этот интервал температурявляется оптимальным для прокатки стальных листов,П р и м е р, Биметапп сталь-титанполучен горячей прокаткой четырехслойного симметричного пакета. В качестве основного слоя использованы пластины сталимарки ст. 3 из молибденового сплаваПМА (с 0,1%...
Пакет для получения биметаллических листов

Номер патента: 567582
Опубликовано: 05.08.1977
Авторы: Быков, Голованенко, Евченко, Зайцев, Коннова, Суровцев
МПК: B23P 3/02
Метки: биметаллических, листов, пакет
...осаждение, металпизацияи до) ипи помещать в виде фольги между соединяемыми поверхностями,Эти прослойки целесообразно использоватьпри изготовлении двух- и трехслойного тонкого (до 4 мм) биметаллического листа, 10когда плакирующий слой из нержавеющейстали составляет десятые доли миллиметраи к нему поэтому предъявляются повышенные требования по технплогичности и коррозионной стойкости. 15Описываемый пакет представлен на чертеже.Биметаллические листы получают горячей прокаткой четырехслойного симметричного пакета. В качестве заготовок основного слоя используют стальные пластины1 (ст. 10) размером 300 х 200 х 20 мм:в качестве заготовок ппакирующего слояпластины 2 иэ нержавеющей стали(ст. Х 18 Н 10 Т) размерами 270 х 180...
Пакет для получения биметаллических листов

Номер патента: 575202
Опубликовано: 05.10.1977
Авторы: Александров, Стольный
МПК: B23P 3/02
Метки: биметаллических, листов, пакет
...ми,молибден 0,3-19, ванадий 0 О,бий - 0,3-15( цирконий - 0вфрам 0,3-18,Ближайшим к изобретению являетпакет для получения биметаллическихлистов сталь-титан, где в качествепрослойки используют комбинированнупрослойку, содержащую ванадий, помещаемый со стороны титана, и никель,расположенный со стороны стали,Недостатком известного пакетаявляется использование дорогостоящиванадия и никеля.16 Цель изобретения - повышениепрочности соединения,Это достигается тем, что в качестве промежуточной прослойки используют технически чистое железо,раскисленное титаном.Пример, Изготовляют несимметричные биметаллические,пакетыт состоящие из пластины основного металла(ст. 3) размером 15 х 120 х 150 мм, пла25 тины плакирующего слоя (титан маркиВТ 1-0)...
Предыдущий патент: Титано-платиновый анод для получения надсерной
Следующий патент: Способ получения оксианилидов р-аминокислот
Случайный патент: 402864