Способ автоматического контроля процесса вбшлавки стали в дуговб1х печах
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
2872 П ОП ИСАНИЕ ИЗОБРЕТЕН ИЯ К АВТОРСКРМУ СВИДЕТЕЛЬСТВУЗависимое от авт. свидетельства М -Заявлено 07.1 1967 (Уо 1126421/22-2)с присоединением заявки УевПриоритет -Опубликовано 19,Х 1,1970, Бюллетень М 35Дата опубликования описания 16.111,1971 Кл. 211 т 16/01 МПК Н 051) 7/00УДК 621.365.22, 078(088.8) Комитет по делам изобретений и открытий при Совете Министров СССРАвторыизобретения М. ф. Галкин, Ю. С. Кроль и С. И. Релис Ленинградский завод Больтпевикаявител ОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОЦЕССА ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ ПЕЧАХ Известен роцесся ко ром подсчи заданные у мени. При т тывают за чения зя в И 51. способ НТРОЛ 51тываютровни в аком сп ровниремя де автоматического контроля выплавки стали, при кото- количество бросков тока за заданные промежутки вреособе выбросы тока подсчи+ 20 - 40% от среднего зна. йствия сигнала регулироваПредлягяемому способу с целью опредслеия гряиц сриДОВ плавки уровни измсрс ия с)бранс)вывя 1 т делением амплитуды ог- бя 1 сс)Й )1)сОВ т 1(я ОДИОЙ из фтз печи Дл 51 днОг )кридя лавси, причем число их выбирают 1 рспо 1 нИОяльО диапазону изменси 5 ук 11 зя)1 ИО 11 мплитуДЫ а Длитслность ци. 1) кла измерения числа бросков выбирают обратно пропорционально частоте бросков тока в данном периоде плавки.На фиг, 1 представлена блок-схема одного из возможных вариантов системы, реализую щей предлагаемый способ; на фиг. 2 - чисто- граммы текущих значений огибающей тока в различные моменты плавки,Сигнал, пропорциональный текущему значению огибающей амплитуд тока дуги одной из 25 фаз печи 1, поступает на вход преобразующего устройства 2, где он квантуется по времени и преооразуется в последовательность импульсов, амплитуды которых пропорциональны величинам текущего значения огибающей тока в зо моменты квантования. Импульсы поступяк) г а входы амплитудных дискриминаторов,3, каждый пз которых выделяет импульсы с амплитудами, соответствующими заданным уров. ням квантования по амплитуде. Количество уровнеи квантования колеблется от 2 до 10 - 12 и зависит от характера технологического процесса. Величина интервала квантованя зявсит от номинального тока дуги печи.С В 11 хдт 1 ся)кдого 11 з 11 мп,1 туд 11 х диск 1)нм 1 т 1)В ) их 1,нсь 1 11 ступают ня В 11 ход с)- Вс 1"В) к)1 сг сч.тчикямх.сВ т. Чиспя 1 с)5 с,)с В снтчикях 4, с)рсдсх)51 т коли 1 с"В)хугсВ, ямпг 1 туд кс)торых сси)тветсВ и) г з 1 д 1 ным У 1)ВЯм КВ 11 тованЯ 110 Вс ,че тока дуги, Номера счетчИ(ов соответствуют зачегнтям признака интерваляхт квантования тока), а числа, записанные в счетчиках - частотам появления импульсов с амплитудамн, попадающими в соответствующие интервалы квантования по току. Таким образом, устройство автоматически производит построение гистограмм тока дуги одной из фаз печи.Опытным путем установлено, что характер гистограмм существенно меняется по ходу плавки.Каждая нз гистограмм (см. фиг. 2) может быть взаимооднозначно идентифицирована с определенным моментом тезпюлогического процесса плавки и охарактеризована числами, соответствующими каждому интервалу квантования, т. е. количеством импульсов, накопленных в каждом счетчике импульсов,Для любого этапа технологического процесса плавки с помощью программирующего устройства 5 для каждого счетчика импульсов могут быть заданы верхнее (ЛГ ) и нижнее (ЛГ) значения. Эти эталонные значения устанавливают диапазоны чисел импульсов, имеющих амплитуды, попадающие в интервал квантования, соответствующий данному счетчику импульсов,Текущие значения чисел импульсов (ЛГ, ), записанные в счетчиках импульсов, с помощью схем сравнения б сравниваются с заданными эталонными. Число в схеме б соответствует числу счетчика 4.При ЛГ )ЛГ,)ЛГна выходе соответствующей схемы сравнения появляется сигнал, поступающий на вход схемы совпадения 7, На выходе схемы 7 появляется сигнал при подаче на ее вход сигналов со всех схем сравнения. С выхода схемы 7 сигнал подается на вход сигнального устройства В или программирующего устройства 5, первое из которых используется в режиме полуавтоматического управления, второе - в режиме автоматического управления.По сигналу, поступающему со схемы совпадения 7, программирующее устройство 5 изменяет установки локальных систем упрявле- НИЯ, С 10 МОП(1 О КОТОРЫХ ИЗЪЕН 51 ЕТСЯ 10 К И П(1. пряжение дуг, производятся присадки извести,руды и легирующих, я тякке задаются времяочередного измере 1 шя и соотгетствующие эталонные значения ЛГИ Лдля каждого интер 5 вала квантования по амплитуде.На ярактер получаемых гистограмм оказывают влияние конструктивные особенности печей, тип регулятора и его настройка. Однакодля заданных условий характер изменения ги 10 стограмм остается практически неизменным,что позволяет использовать предлагаемый способ при работе на электродуговых печас любой системой регулирования, Предлагаемыйспособ управления процессом плавки может15 служить основой для созда(шя автоматизированной системы управления,Предмет изобретенияСпособ автоматического контроля процесса20 Ивплавки стали в дуговых печах путем подсчета числа бросков тока за заданные уровни в заданные циклы измерения и сравнения его с эталонным, отличающийся тем, что, с целью определения границ периодов плавки, уровни из 25 мерения образовывают делением амплитудыогибающей бросков тока одной из фаз печидля данного периода плавки, причем число ихвыбира 1 от пропорционально диапазону изменения указанной амплитуды, а длительность цгп(30 ла измерения числа бросков выбирают обрат 110 11 рОГ 10 рционяльно частоте брО(кОИ 70 к(1 идап 110 м и( 1)и 0510 п,1 авк 11.г О В дт Сила тона да Фиг а О Зб Заказ 6673,1 Тираж 480 Г 1 одписиосГ 1 НИИГ 1 И ККо,итета по делам изооретений и открытий при Совете Министров СССг
СмотретьЗаявка
1126421
М. Ф. Галкин, Ю. С. Кроль, С. И. Релис Ленинградский завод Большевик
МПК / Метки
МПК: H05B 7/00
Метки: вбшлавки, дуговб1х, печах, процесса, стали
Опубликовано: 01.01.1970
Код ссылки
<a href="https://patents.su/3-287211-sposob-avtomaticheskogo-kontrolya-processa-vbshlavki-stali-v-dugovb1kh-pechakh.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического контроля процесса вбшлавки стали в дуговб1х печах</a>
Устройство для квантования случайных процессов

Номер патента: 1084812
Опубликовано: 07.04.1984
Авторы: Валиуллин, Кузнецов, Русанов
МПК: G06F 17/18
Метки: квантования, процессов, случайных
...к информационному входу второго блока20 памяти, выход которого соединен с входом делителя частоты, с вторым входом блока вычитания и с первым входом второго делителя, второй вход которого подключен к выходу блока25 вычитания, а выход соединен с первым входом схемы сравнения, второй вход которой подключен к блоку задания констант, а выход соединен с вторым входом второго элемента И и с управляющим входом второго блока памяти, адресный вход которого объединен с управляющимвходом коммутатора и подключен к выходу блока выборки адреса.При такой схемной реализации каждый случайный процесс квантуется ссоответствующим интервалом квантова.ния, определяемым по формуле где с - интервал квантования, ч;боп - допустимая относительнаяпогрешность...
Способ автоматического управления процессом плавки гололеда на линиях с двухсторонним питанием

Номер патента: 1129682
Опубликовано: 15.12.1984
Авторы: Бондаренко, Крыжов, Стасенко
МПК: H02G 7/16
Метки: гололеда, двухсторонним, линиях, питанием, плавки, процессом
...релейной защиты в цепи плавки, заключающемуся в том, что формируют временной интервал паузы напряжения. коммутируя выключатель в начале линии,сравнивают длительность временного интер. вала с заданным его значением в пункте встречного включения источников питания, выключатель в пункте встречного включе. .ния источников питания включают на время, не превышающее время срабатывания устройств релейной защиты в цепи плавки, отключают и снова включают через заданный интервал времени, благодаря чему создают броски тока в цепи плавки в каждом из . пунктов с имеющимися устройствами репей. ной защиты в цели плавки, сравнивают длительности времени между бросками тока с заданными его значениями и результаты срав1пения используют либо для...
Способ селекции мгновенных значений параметров исследуемых процессов
Номер патента: 1164751
Опубликовано: 30.06.1985
Автор: Чубатенко
МПК: G06K 9/62
Метки: значений, исследуемых, мгновенных, параметров, процессов, селекции
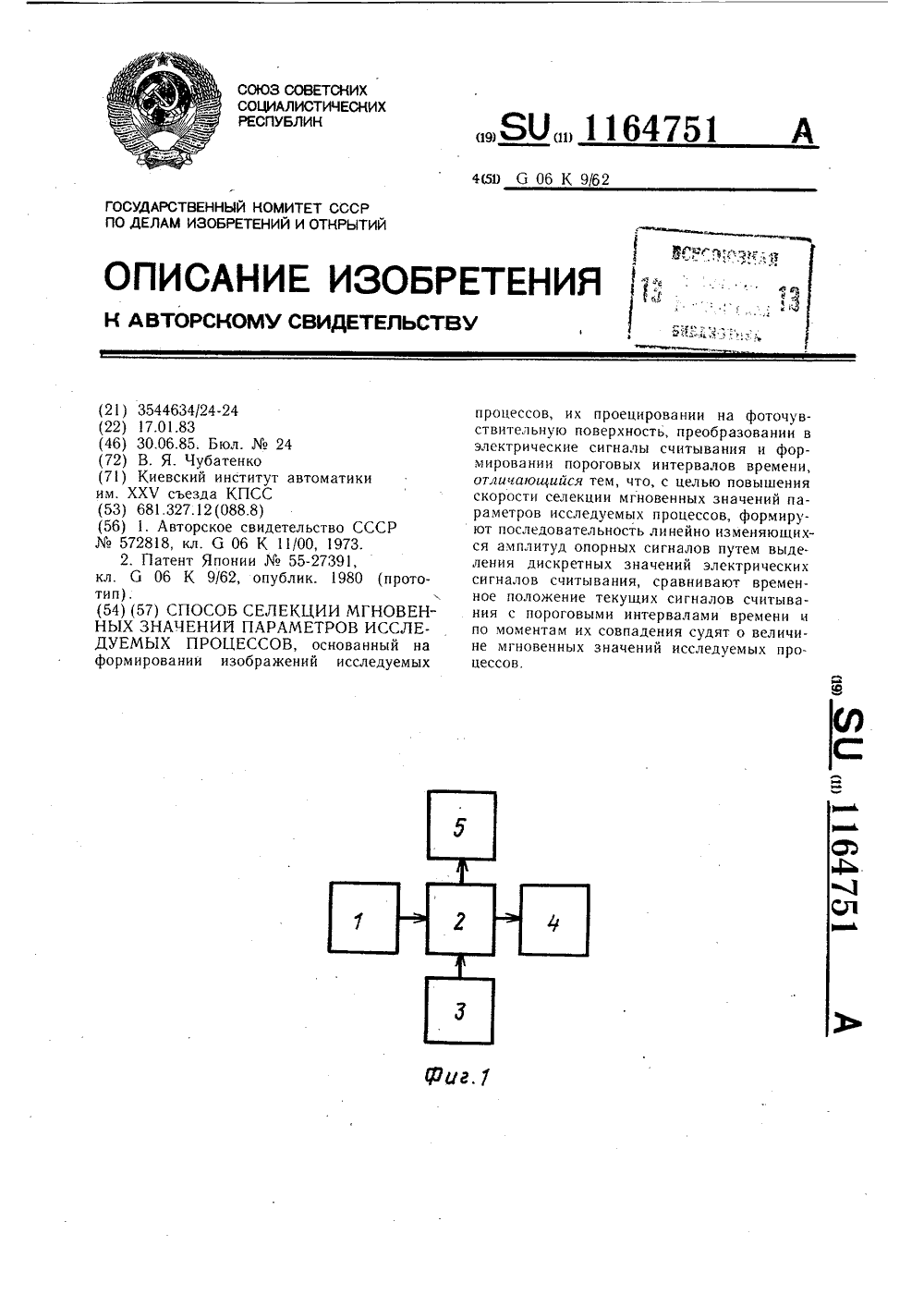
...кабель 4 и индикаторное устройство 5.Тест-маска 6 состоит из точечных фотоприемников (круглые волоконные свето- воды) 7 - 12 и др., расположенных на оди- наковом расстоянии друг от друга, равном ступени 13 квантования.Приемно-передающий модуль содержит клеммы 14 электрического входа, входной световод 15, выходной световод 16, фото- резистор 17 и светодиод 18, входящие в состав длинных оптронов 19 и 20 соответственно, резистор 21 и клемму 22 электрического выхода.Индикаторное устройство состоит из схемы 23 управления, включающей входную клемму 24 преобразователь 25 единичного позиционного кода в параллельный двоичный код, преобразователь 26 параллельного двоичного кода в двоично-десятичный код и преобразователь 27...
Способ квантования и взятия новых значений сигналов

Номер патента: 141182
Опубликовано: 01.01.1961
Метки: взятия, значений, квантования, новых, сигналов
...в устройствах памяти. Кроме того, двоичное представление сравниваемых сигналов упрощает построение сравнивающего устройства и увеличивает надежность его работы, так как сравнение производится только на двух уровнях,Принцип действия описываемого способа поясняется функциональной схемой,В схеме запоминающие элементы выполнены на регистре 1 сдвига на триггерах и кадровом потенциалоскопе 2, на которые они подаются с преобразователя 3 видеосигнала в двоичный код Грея (например, электронно-лучевая масочная трубка). Для сравнения кодовой комбинации передаваемого элемента изображения с кодовыми комбинациями предыдущего элемента изображения и этого же элемента в предыдущем кадре они одновременно знак за знаком подаются как на схему 4...
Устройство для измерения средних значений случайных процессов

Номер патента: 243279
Опубликовано: 01.01.1969
Автор: Мирский
МПК: G06F 17/18
Метки: значений, процессов, случайных, средних
...реализации исследуемого случайного процесса с генератора 4 поступает в аналого-цифровой преобразователь 1. В моменты опросов, задаваемых импульсами с генератора 3, аналого-цифровой преобразователь 1 преобразует напряжение случайного процесса в пропорциональное число импульсов, Эти импульсы подводятся к входу схемы совпадения 2 и могут проходить через нее в счетчик импульсов 18 только тогда, когда оба триггера 14 и 12 находятся в единичном положении. Исходное положение обоих триггеров нулевое, и в этом случае схемы совпадения закрыты.Напряжение реализации случайного процесса, стационарно связанного с исследуемым, подводится от генератора б ко входу узла сравнения б, на другой вход которого подается специальное напряжение от...
Предыдущий патент: Способ гарииссажной плавки кусковой шихть
Следующий патент: Одновитковый разъемный индуктор
Случайный патент: Механизм выдачи плоских предметов для монетного автомата