Способ обработки группы отверстий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 187479
Авторы: Архипов, Верткий, Манзон, Мед, Щелконогов



Текст
187479 Союз Советских Социалистических Республикства3/25 Кл. 49 а, 43/01 К В 23 Ь Приоритет Комитет по делам зобретеиий и открытий при Совете Министров СССРпубликовано 11,Х.19 етень2 ия 11.Х 1.1966 П П Ь ОТВЕРСТИЙ мо Зависимое от авт, свидете аявлено 19.1 Х,1962 ( 7958 присоединением заявкиДата опубликования описа СПОСОБ ОБРАБОТКИ Г Известен способ обработки группы отверстий большим числом инструментов, например способ обработки отверстий в решеткахтеплообменных аппаратов. Его недостаткомявляется трудность разбивки отверстий в решетках и невозможность обработки отверстийс более плотным шагом.Предложен способ, при котором, с цельюобеспечения возможности обработки изделийс малым шагом отверстий, обработку производят при помощи двух многошпиндельныхголовок, одна из которых снабжена десятьюинструментами, а другая - четырьмя. Инструменты в шпиндельных головках расположены с шагом, кратным шагу между отверстиями, причем одна из шпнндельных головок работает на одной половине изделия, а другая - на другой, Обработка ведется в двацикла, параллельно-последовательно путемшагового перемещения изделия и второй цикл 20начинается по окончании первого после поворота изделия на 180.Такой способ обработки повышает произво-,дительность труда и делает возможным создание автоматического станка для обработкирешетки теплообменных аппаратов,Сущность изобретения поясняется чертежаиг, 1 изображена схема станка, с по- которого осуществляется описывае мыи способ. На фиг. 2 показана разбивка решеток и схема движения сверления.Многошпиндельный сверлильный полуавтомат для обработки отверстий в решетках теплообменных аппаратов включает станину 1 и с 1 ол 2 для крепления обрабатываемой решетки, имеющий возможность ступенчатого перемещения на величину шага отверстия. На станине установлены две стойки 3 и 4 с вертикальными направляющими, между которыми скользят шпиндельные головки 5 и 6, Инструменты в шпиндельных головках расположены с шагом, кратным шагу между отверстиями. На стойках 3 и 4 смонтирована траверса 7, придающая конструкции жесткость и служащая базой для установки узла привода 8 многошпиндельных головок и узла 9 приводов вращения шпинделей, Вместе со шпиндельными головками вертикально перемещается связанный с ними кондуктор 10, обеспечивающий точное и жесткое направление режущего инструмента. Система смазки станка смонтирована в стойке 4, а система охлаждения сверл - в стойке 3.Обработка отверстий в решетках ведется параллельно-последовательно, т, е. одновременно на левой половине решетки сверлятся десять отверстий и на правой четыре. Взаимное перемещение решетки и головок на величину шага разбивки обеспечивает последова3тельное сверление отверстий а (фиг. 2) на левой половине и б правой половине. После обработки отверстий, обозначенных буквами а и б решетка поворачивается на 180 и осуществляется второй цикл обработки оставшихся необработанными отверстий на обеих половинах решетки. П р ед м ет изобретенияСпособ обработки группы отверстий, например в решетках теплообменных аппаратов, большим числом инструментов, отличао 187479 бийся тем, что, с целью обеспечения возможности обработки изделий с малым шагом отверстий, обработку осуществляют двумя шпиндельными головками, инструменты в которых располагают с шагом, кратным шагу между отверстиями, одна из шпиндельных головок работает на одной половине изделия, другая - на другой, в два цикла, в течение которых обработка ведется параллельно-последовательно путем шагового перемещения изделия, причем второй цикл начинается по окончании первого после поворота изделия на 180,187479 г.1 Е. Кречетова орректоры: О. Б. Тюрина и С. Н. Соколова едак Заказ 3382/2 Тираж 1900 Формат бум. 60 Х 90/з Объем 0,27 ЦНИИПИ Комитета по делам изобретений и открытий при СоветМосква, Центр, пр. Серова, д. 4 ипография, пр. Сапунова оставитель Л, Ротермел хред А, А, Камышнико зд. л, Подписное Министров СССР
СмотретьЗаявка
795813
К, Архипов, Ю. А. Манзон, М. Ц. Верткий, В. Д. Мед Г. М. Новрузов, Л. И. Щелконогов
МПК / Метки
МПК: B23B 39/16
Опубликовано: 01.01.1966
Код ссылки
<a href="https://patents.su/3-187479-sposob-obrabotki-gruppy-otverstijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки группы отверстий</a>
Полуавтомат для развальцовки труб в трубных решетках аппаратов

Номер патента: 269139
Опубликовано: 01.01.1970
Авторы: Малеев, Мат, Полумыслов
МПК: B21D 39/06
Метки: аппаратов, полуавтомат, развальцовки, решетках, труб, трубных
...7 для контроля степени уплотнения. На каретке установлено устройство, задающее программу перемещения каретки 8.Устройство выполнено в виде барабана 9 с попарно расположенными вдоль образующей упорами 10 и 11. Количество пар упоров соответствует числу рядов отверстий трубной решетки. Между упорами размещены электроизолированные участки 12, длина которых соответствует перемещению каретки 2 на один шаг, и электропроводящие участки 13, длина которых соответствует перемещению каретки 2 на неаколько шагов. Упоры 10 и 11 ограничивают перемещение каретки 2 вверх и вниз, взаимодействуя соответственно с датчиками 14 и 15.Для ограничения перемещения тумбы 3 вправо на ней установлен датчик 1 б. Для передачи сигналов от устройства задающего...
Полуавтомат для развальцовки труб в трубных решетках аппаратов

Номер патента: 145205
Опубликовано: 01.01.1962
Автор: Гузман
МПК: B21D 19/02, B21D 41/02
Метки: аппаратов, полуавтомат, развальцовки, решетках, труб, трубных
...начинается вращение и рабочая подача веретена. Обойма с роликами начинает вращаться, производя развальцовкуотверстия.Рабочая подача веретена производится гидроцилиндром, а враще,ние в гидродвигател. В гидросхеме (фиг. 2) предусматриваются двареле давления, контролирующие давление в гидроцилиндре рабочейподачи и в цепи пдродвигателя. Тем самым контролируется осевоеусилие подачи или крутящий момент необходимые для проведения качественной развальцовки.Одно из реле давлений дает команду на прекращение рабочей подачи. Затем веретено продолжает вращаться некоторое время, производя заглаживание внутренней поверхности трубы и обеспечивая равномерную напряженность стыка по всему периметру трубы. Длительность выдержки без подачи...
Газораспределительная решетка аппарата кипящего слоя

Номер патента: 924967
Опубликовано: 30.06.1985
Авторы: Вицких, Каим, Лавриненко, Лакисов, Ляхов, Малиновская, Нагаец, Овчаренко, Петраков, Резников, Рудаков
МПК: B01J 8/44
Метки: аппарата, газораспределительная, кипящего, решетка, слоя
...10 2,4 2,ъ2,4 Теюервтурв теввоф носители, СЭ 50"400 400-450 арона аоднтеввностьаечн, тсуткиУдеввный раскод арнрадного гвен(8200 ккав/нф), нфуяе 3 Фзйй рвско%евектроанергин,квт.чй 0 Э 75 27 0 2 07 10 16 116 116 57 бб составляет по ходу движения воздуха 70 С при одинаковой его скорости; в начале.и в конце. Увеличение ско-рости движения воздуха от входа к выходу в 2-4 раза способствует снижениюперепада температур и различных точках верхней пластины до 10-20 С.Этому способствует также увеличение гидравлического сопротивления решетки при увеличении кратности ходов потока охлаждающего воздуха. Перепад температур по поверхности реошетки не превышал 10 С.Сопротивление решетки при двух- кратном изменении потока в зависимости от расхода...
Газораспределительная решетка аппарата кипящего слоя

Номер патента: 1513359
Опубликовано: 07.10.1989
Авторы: Мультан, Олешкевич, Тугусов, Шабан
МПК: F27B 15/10
Метки: аппарата, газораспределительная, кипящего, решетка, слоя
...зоне, Газораспределительная решетка содержит установленныев два ряда цилиндрические элементы -нижние гладкие, верхние с кольцевыми выступами, при этом диаметр элементов верхнего ряда меньше диаметраэлементов нижнего ряда, но большерасстояния между ними. 2 ил,элементов 3 верхнего ряда, а диаметр элементов 3 верхнего ряда меньше диа метра элементов 1 нижнего ряда.Газораспределительная решетка работает следующим образом.Псевдоожижающий газ подается между цилиндрическими элементами 1 и, раздваиваясь, поступает между цилин" дрическими элементами 1 и 3 в основания ячеек, образованных элементами 3, в виде встречных струй. Фонтан частиц выбрасывается из ячейки вверх Опускаясь, частицы скатываются по цилиндрическим элементам в "кратер"...
Газораспределительная решетка аппарата кипящего слоя
Номер патента: 206597
Опубликовано: 01.01.1968
Авторы: Большаков, Карелин, Чукин
МПК: C21B 13/04
Метки: аппарата, газораспределительная, кипящего, решетка, слоя
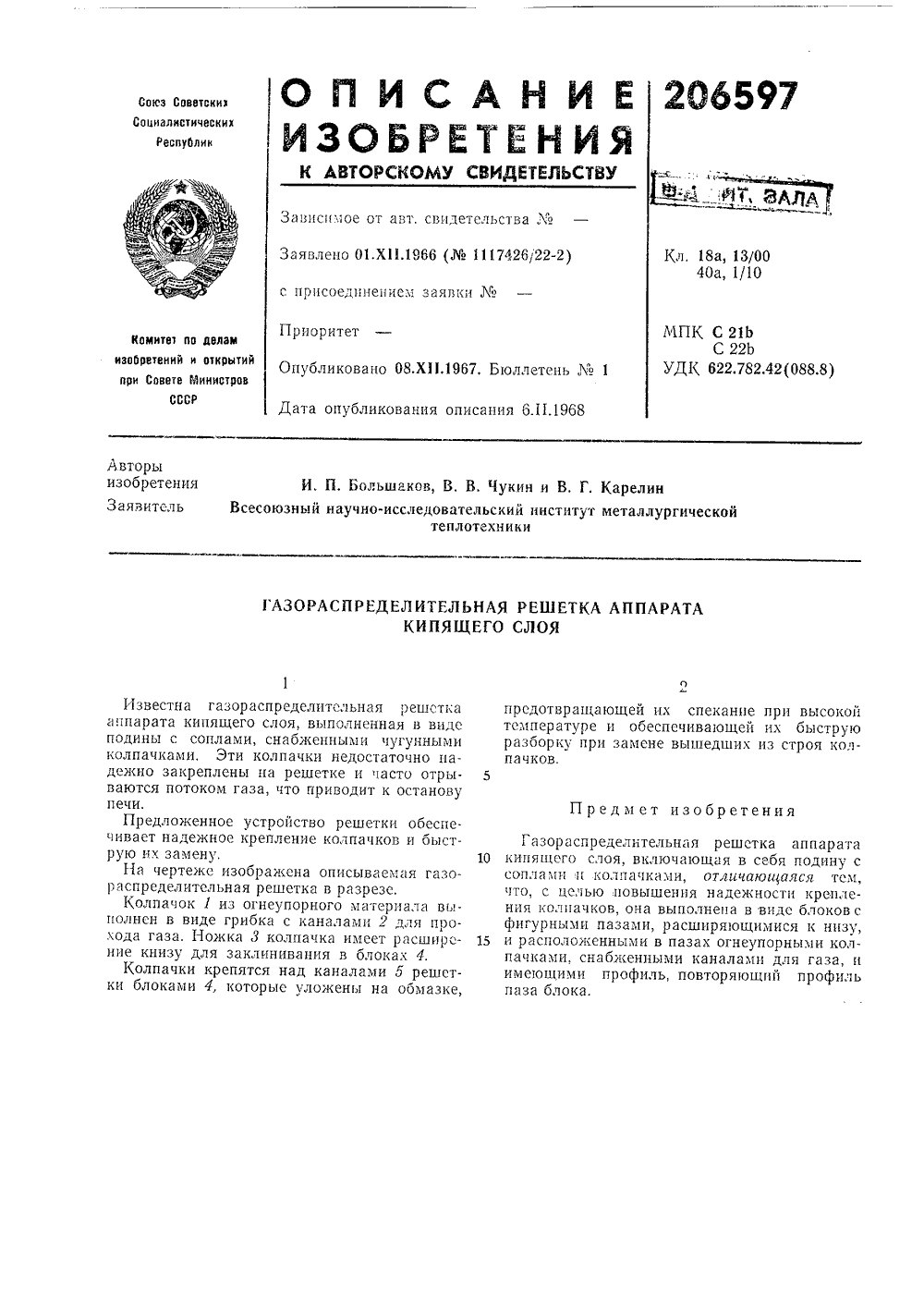
...прц замене вышедших из строя кола чков. едмет обретения Газораспределитель соплами ц колпачкам что, с целью повыше нця колпачков, она вь фигурными пазами, р ц расположенными в пачками, снабженньв имеюшимц профиль, паза блока. прцсоедццецием заявкиИзвестна газораспределитсльная решетка аппарата кипящего слоя, выполненная в виде подины с соплами, снабженными чугунными колпачками. Эти колпачки недостаточно надежно закреплены на решетке и часто отрываются потоком газа, что приводит к останову печи,Предложенное устройство решетки обеспечивает надежное крепление колпачков и быструю их замену.На чертеже изображена описываемая газо- распределительная решетка в разрезе.Колпачок 1 из огнеупорного материала выполнен в виде грибка с каналами 2...
Предыдущий патент: 187478
Следующий патент: Механизм подачи шпинделя сверлильного (расточного) станка
Случайный патент: Гидропневматическая подвеска транспортного средства