Способ силицирования спеченных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1752513
Авторы: Волчанская, Волчанский, Доленко, Скудин, Тимофеенко
Текст
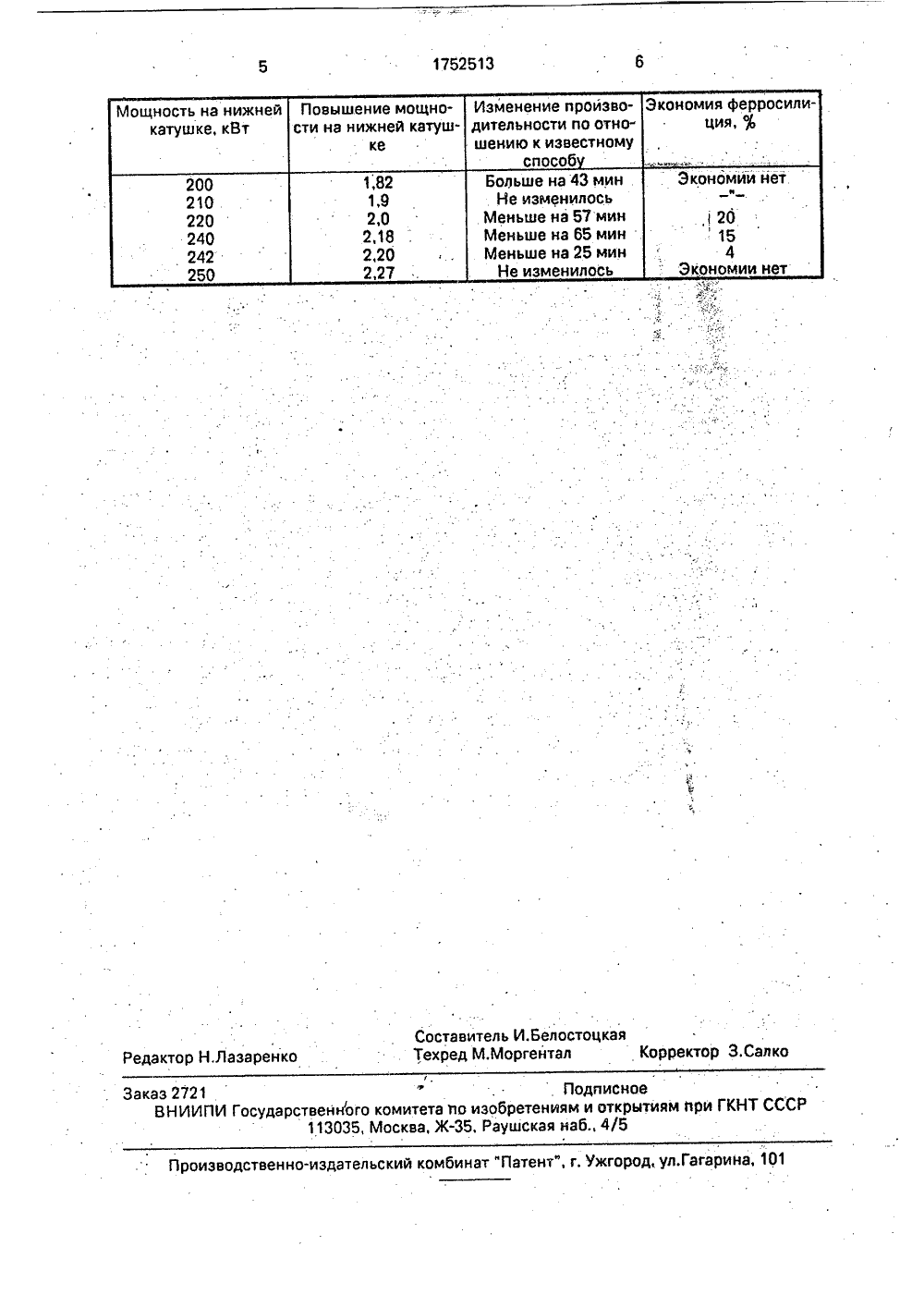
(51)5 В СУДАРСТВЕННЫЙ КОМИТЕТИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМИ ГКНТСССР ИЗОБРЕТЕНИЯ ИСАН К АВТ КОМУ СВИДЕТЕЛЬС 2(57) Изобретение относится к порошковой металлургии, а частности к способу силицирования спеченных изделий. Цель - повысследовательский шение производительности процесса и й и технологиче-экономия ферросилиция, Спеченные издемического обору- лия укладывают в тигель, засыпают ферросилицием, помещают тигель между торцами .Ф.Тимофее н ко, плоских коаксиальных катушек, нагревают и Т,Н,Волчанская их осесимметричным магйитным полем, актво СССР, сиальная составляющая которого йормаль, 1988,: на поверхности крошки и дну тигля, дотемпературы плавления ферросилиция, от- ВАНИЯ СПЕЧЕН- ключают верхнюю катушку и включают нижнюю на мощность;" превышающую заданную в 2-2,2 раза. 1 табл,ЪГ(21) 4762313/02 (22) 28,11.89 (46) 07.08.92. Бюл. М 29 (71) Всесоюзный научно-и и роектно-конструкторски ский институт электротердования (72) А.А.Волчанский, А П.Ф,Доленко, Л.Г.Скудин (56) Авторское свидетельс М 1447877, кл. С 21 Э 1/О (54) СПОСОБ СЙЛИЦИРО НЫХ ИЗДЕЛИЙ Изобретение относится к йорошковой Из-за интенсивного нагрева верхней части .металлургии, в частности к силицированйю": тигля, зонынахождения ферросилиция, наизделий, и может быть.,использовано для блюдается его значительное выгорание и высокотемпературной термической и хими- при этом меньшее количество паров фероко-термической обработки:, силицйя обтекает спеченные заготбвки.Известен способ производства изделий: : Цель изобретения - повышение произиэ самосвяэанного кремния, заключающий- водительности силицирования и зкономия ся в укладке предварительно спеченных за- . ферросилиция.гото в о к в ти гел ь, пересы и ке их Поставленная цель достигается тем, что ферросилицием и силицировании в индук- согласно способу силицирования изделий, ционной печи с,соленоидным индуктором. включающему укладку изделий в тигель иНаиболее близким к предлагаемому яв- засыпку в него ферросилиция, помещение ляется способ силицирования изделий, тиглямеждуторцамиплоскихкоаксиальных включающий укладку изделий в тигель и эа- катушек, установление на них задайной сыпку в него ферросилиция, помещение тиг- мощности и йагрев осесимметричным магля между торцами плоских коаксиальных нитным полем, аксиальная составляющая .тушек, установление на них заданной которого нормальна поверхности крышки и мощности и нагрев осесимметричным маг- дну тигля, после достижения изделиями нитным полем, аксиальная составляющая температуры плавления ферросилиция откоторого нормальна поверхности крышки и ключают верхнюю катушку, а на нижней кадну тигля, : тушке устанавливают мощность,Недостатками известного способа явля- превышающую заданную в 2-2,2 раза.ются низкая производительность силициро- Предлагаемый способ был проаерей вания и большой расход ферросилиция; экспериментально. Предварительно спеченные заготовки диаметром 710 мм и высотой 300 мм из карбида кремния уложили вграфитовый тигель диаметром 1050 мм, высотой 450 мм и толщиной 50 мм, пересыпалиферросилицием и вместе с тиглем поместили между торцами плоских коаксиальныхкатушек,Катушки включали на заданную (220кВт) мощность, причем из-за симметрии наобоих катушках мощность одинаковая - по110 кВт. Контроль температуры осуществляли с помощью ВР-термопар,Когда температура изделий достиглатемпературы плавления ферросилиция и онстал подплавляться и стекать в нижнюючасть тигля, верхнюю катушку отключили, айижнюю включили на мощность 220 кВт,доведя процесс до конца. При этом производительность процесса силицирования выросла на 10,5% из-за интенсивногопарообразования ферросилиция в нижнейчасти тигля и улучшения пропитки заготовокего парами при движении их снизу вверх.Это в свою очередь уменьшило количествоФерросилиция, уходящего изтигля с летучими газами, и дало его экономию 20. Втаблице, приведена зависимсть производительности силицирования и экономииферросилиция от мощности, подаваемой нанижнюю катушку, после достижения заготовками температуры плавления ферросилиция.Из таблицы видно, что при повышениимощности на нижнюю катушку меньше чемв 2 раза от общей первоначальной мощности весь процесс термической обработкизамедляется из-за медленного нагрев% заготовок. И хотя парообразование интенсифицировалось, это не ускоряетсилицирование и не дает экономии ферросилиция. При увеличении мощности большеверхнего предела, неравномерность нагрева заготовок такова, что это приводит кнеравномерной пропитке заготовок и бракуизделий. При этом из-за интенсивного испарения ферросилиция нет его экономий.10 15 Годовой объем производства изделий 200 т, Прибыль, получаемая предприятием в год при.производстве 1 т иэделий, составляет 17,0 тыс, руб. Стоимость 1 т ферросилиция 466 руб 20 коп. Объем продукции за счет увеличения производительности процессасилицирования на 105, и с учетом остывания, перефутеровки, разгрузки и загрузки вырос на 3;6, что дает дополнительную прибыль вгод200;0 0,03 17,0 " 102,0 тыс, руб;По существующему технологическому процессу в тигель загружается 73 кг предварительно спеченных заготовок, которые пересыпаются ферросилицием в количестве36 кг. Масса силицированных изделий составила 95 кг. Таким.образом, потери ферросилиция на 1 т готовой продукции составила 20: 7 Э+36 -85 1000 0,147 т что составляет 13,7 руб.Потери ферросилиция в год - 29,4 т.Экономия ферросилиция дает дополнитель ную прибыль 2,74 тыс. руб. Таким образом, общая прибыль от внедррния предлагаемого способа только на одном предприятии составит 2,74+ 102,0" 104,74 тыс, руб в год.Формула изобретения 30Способ силицирования спеченных изделий. включзющий укладку изделий в тигель и засыпку в него Ферросилиция, помещение тигля между торцами плоских кдаксиальных катушек, установление на них 35 заданной мощности и нагрев осесимметричным магнитным полем, аксиальная составляющая которого нормал ьна поверхности крышки и дну тигля, о т л и ч ающ и й.с я тем, что, с целью повышения 40 пройзводительности процесса и зкономии ферросилиция, по достижении йзделиями температуры плавления ферросилиция отключают верхнюю катушку, а на нижней катушке устанавливают мощность, 45 превышающую заданную в 2-2,2 раза,Мощность на нижней Повышение мощнокатушке, кВт сти на нижней катуш- ке Экономии нет Составитель И.БелостоцкаяТехред М,Моргентал Корректор З.Салко Редактор Н,Лазаренко/.Заказ 2721 ПодписноеВНИИПИ Государственного комитета па изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 200 210 220 240 242 250 1,82 1,9 2,0 2,18 2,20 2,27 Изменение производительности по отношению к известномуспособ Больше на 43 мин Не изменилось Меньше на 57 мин Меньше на 65 мин Меньше на 25 мин Не изменилось
СмотретьЗаявка
4762313, 28.11.1989
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ПРОЕКТНО КОНСТРУКТОРСКИЙ И ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ЭЛЕКТРОТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ
ВОЛЧАНСКИЙ АНАТОЛИЙ АЛЕКСЕЕВИЧ, ТИМОФЕЕНКО АЛЬБЕРТ ФЕДОРОВИЧ, ДОЛЕНКО ПАВЕЛ ФЕДОРОВИЧ, СКУДИН ЛЕОНИД ГАРОЛЬДОВИЧ, ВОЛЧАНСКАЯ ТАТЬЯНА НИКОЛАЕВНА
МПК / Метки
МПК: B22F 3/24
Метки: силицирования, спеченных
Опубликовано: 07.08.1992
Код ссылки
<a href="https://patents.su/3-1752513-sposob-silicirovaniya-spechennykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ силицирования спеченных изделий</a>
Устройство для измерения активной мощности и коэффициента мощности приводных двигателей

Номер патента: 349952
Опубликовано: 01.01.1972
МПК: G01R 21/06
Метки: активной, двигателей, коэффициента, мощности, приводных
...проп ности приводног им включением тока и напря рциональную з генератора и ак. на выходреактивноСоответстрансформатоо получитьмежду э.д.состью двигатбилизируячных обмотк орциоо дви- обможения ависи- тивнойналь гател ток можн мост мощСт уды напряженииансформаторов тока тонапряжения, на выходе тахогенератора получают сигнал, пропорциональный коэффициенту мощности (яп р или сов).На фиг. 1 представлена схема описываемого устройства; на фиг. 2 - то же, другой вариант выполнения.Устройство (см. фиг. 1) содержит трансформаторы 1 и 2 напряжения и тока, соответственно, вторичные обмотки которых подключены через усилитель 3 к обмоткам 4 и 5 двухфазного асинхронного двигателя б, Вал двигателя жестко связан с валом асинхронного тахогенератора 7....
Устройство для определения спектра мощности логарифма спектра мощности

Номер патента: 395863
Опубликовано: 01.01.1973
Авторы: Никифоров, Решетников, Садовский
МПК: B65G 49/00, G06F 3/00, G06G 7/24
Метки: логарифма, мощности, спектра
...плоскости линзы 4 формируется прострацствшшый спектр амплитуд этого сигнала как это про- ИСХОДИТ В ИЗВССТЦЫ КОГСРСЦТЦЬ 1 Х ДЦДЛИЗДТО- рах спектра,В выходной фокальцой плоскости линзыпомещен специальный полупрозрачный экран 5. В каждой точс сВОсй повсрхцОсти экран изменяет Тувсли цц;аст или уменьшает) прозрачность пропорционально логари 111 му цолд 10 щсго ца него сВстд, Тдк кдк Все фотОцрцсмники чувствительны це к амплитуде света, а к395863 Предмет изобретеция Составитель В. Жованский Тскред 3. Тараненко Редактор Е. Гончар(оррсктор Л. Царькова Здкдз 3607/П Тираж 960 Тираж 647 Подписое ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж, Раушская иаб., д. 4/5Типография, пр. Сапунова, 2...
Автоматический регулятор мощности источников реактивной мощности

Номер патента: 1644116
Опубликовано: 23.04.1991
Авторы: Бланар, Дмитраш, Нечипоренко, Слотюк
Метки: автоматический, источников, мощности, реактивной, регулятор
...виде математическоймодели (1), методом неопределенныхмножителей Лагранжа:35м ХСЦ Ьоирм,) ориоирм+Ьоирм,)А+(4) Оптимальное значение реактивноймощности 1-го ИРМ дачи Реактивной мощности в виде ДР = =СО где С =К /П К - эквива-Э 1 1 . Р 1лентное активное сопротивление -й линии: Ю - напряжение сети; О, реактивная мощность линии, а функцию потерь активной мощности в -м ИРМа В ВИДЕ Д Р=АОИсми, +В,О,ц и ЗиаЧЕ- ния коэффициентов А, и В, ойределяются типом .-го ИРМ и, например, для конденсаторных батарей равныи В=О, А=йр , где йдо - удельное значение потерь мощности, а для синхронных машин А, ).О, В,О, Тогда математическую модель можно представить в видеИР)О-исирм,) С,+Оирм мсирмА,+ +соирмАоирм,) А,- мм 7:Аоирм;о 1,еГ Из выражений (2), (3) и (4),...
Устройство для защиты электродинамического вибростенда с блоком задания требуемого характера вибрации и усилителем мощности от перегрузок по току в цепи подвижной катушки

Номер патента: 1169073
Опубликовано: 23.07.1985
Авторы: Беглов, Гвоздев, Золотухин, Кощеев, Чеглаков
МПК: H02H 9/02, H02K 33/00
Метки: блоком, вибрации, вибростенда, задания, защиты, катушки, мощности, перегрузок, подвижной, току, требуемого, усилителем, характера, цепи, электродинамического
...колебаний в режиме ограничения максимального тока подвижной катушки.На чертеже изображена блок-схема предлагаемого устройства.Устройство защиты вибростенда содержит аппаратуру задания вибрации 1, сумматор 2, усилитель 3 мощ, ности, электродинамический вибростенд 4 с испытываемым объектом, вспомогательный усилитель-инвертор 5, ключевой элемент 6, пороговый эле" мент , датчик 8 тока и источник 9 силового питания.Устройство работает следующимобразом.На первый вход сумматора 2 поступает сигнал с аппаратуры задания вибрации 1. На второй вход сумматора 2 поступает выходной сигнал ключевого элемента 6, коммутирующего сигнал с аппаратуры задания 1, пос" тупающий через вспомогательный усилитель-инвертор 5 на вход ключевого элемента, Выход...
Устройство для измерения свч мощности

Номер патента: 135524
Опубликовано: 01.01.1961
Автор: Богданов
МПК: G01R 21/07
...через катушки ма нита, достигается ферромагнитный резонанс, который визуально кон тролируется на экране осциллографа б. Один из направленных о 4 ветби телей 7 позволяет измерять мощность падающей волны, а второй - , раженной, что достигается при помощи переключателя 8 и измеритев мощности 9. Часть мощности магнетрона чере:; делитель 10 поступает в поглотитель мощности 11. Аттенюатор 12 позволяет регулировать мощ ность; а вейтиль "И служит для развязки генератора с нагрузкои.Последовательно с ферритом включен микроамперметр 14 и сопротивление 15, присоединенные к выпрямителю 16. а падение напряжения на феррите измеряется вольтметром 17.Резонансное поглощение СВЧ мощности ферритом 4 вызывает ео нагревание и уменьшение сопротивления его...
Предыдущий патент: Устройство для изготовления полых армированных трубчатых изделий
Следующий патент: Способ обработки вольфрамокобальтового твердосплавного инструмента
Случайный патент: Кондуктор-установщик для безвыверочного монтажа панелей