Литниковая система для модифицирования чугуна в литейной форме
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
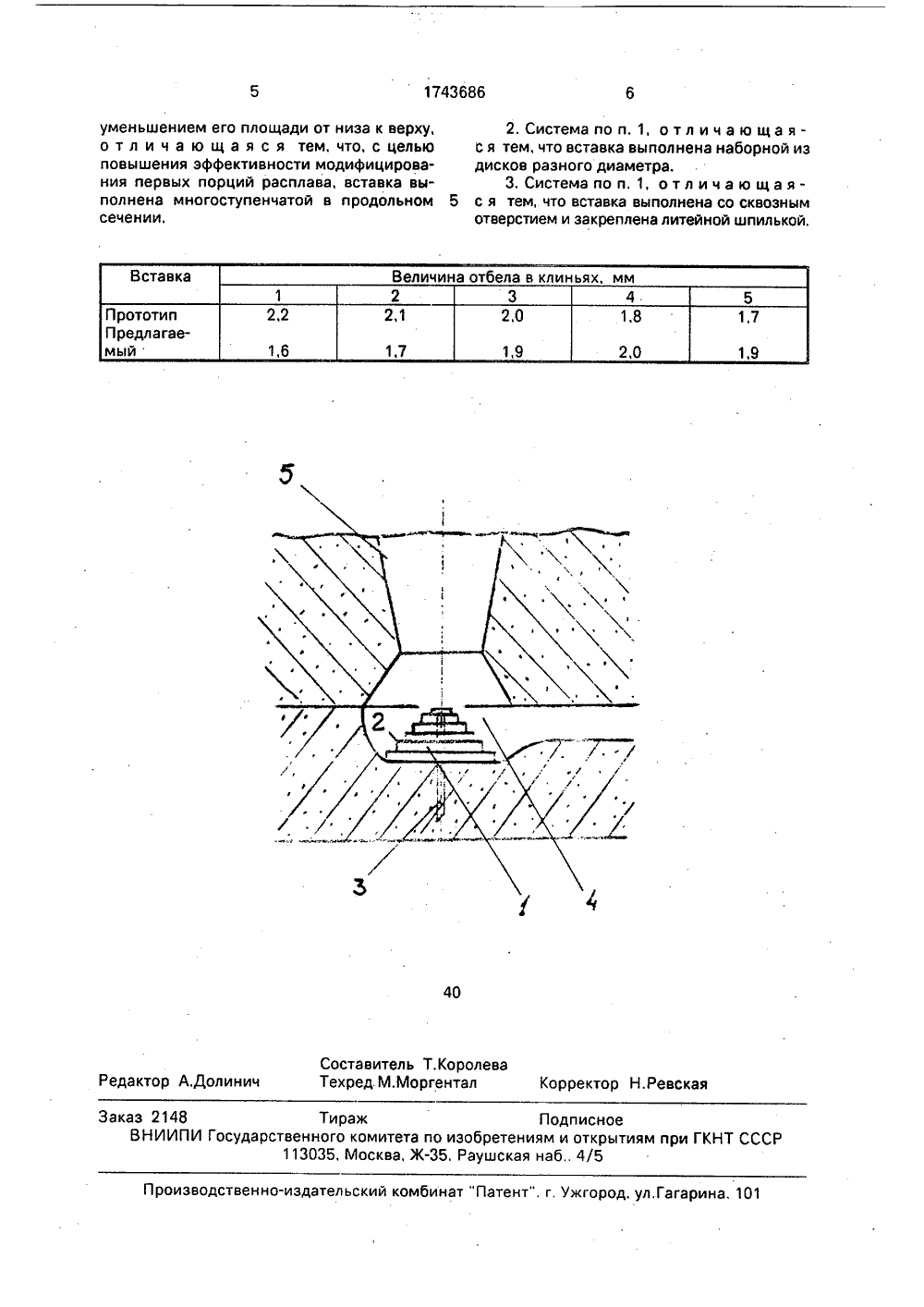
(51)5 В 22 О 27/20 ОП ТЕНИ АВТОР ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР АНИЕ ИЗОБ У СВИДЕТЕЛЬСТВ(56) Патент ФРГ Гч 2425122, кл. С 21 С 1/1976,Авторское свидетельство СССРМ. 1066738, кл. В 22 О 27/20, 1984. Изобретение относится к литейному производству, а именно к внутриформенному модифицированйю чугуна,Известна присадка для осуществления внутриформенного модифицирования, устанавливаемая в литниковом ходе, выполненная в виде брикета из цилиндрических дисков, контактирующая по всей поверхности с расплавом, протекающим по специальным каналам выполненным в литейной форме. Известное устроиство характеризуется повышенным расходом металла на литниковую систему и низкой эффективностью модифицирования первых порций металла.Наиболее близким по технической сущ- ности и достигаемому результату к предлагаемому решению является литниковая система, содержащая стояк, питатель и модифицирующую вставку в виде цилиндра. верхняь часть которого выполнена усеченным конусом, запрессованная в нижней АЯ СИСТЕМА ДЛЯ МОДИЯ ЧУГУНА В ЛИТЕЙНОЙ(57) Использование; в литейном производстве,а именно при внутриформенном модифицировании чугуна для повышения эффективности модифицирования первых порций металла, снижения расхода модификатораупрощения процесса формирования вставки заданной массы, Сущность изобретения: модифицирующая вставка выполнена многоступенчатой, наборной и закреплена литейной шпилькой. 2 з,п. ф-лы.1 ил 1 табл. полуформе на 1/2 высоты ее цилиндрической части.Недостатками известной литниковойсистемы являются повышенный расход модификатора (так как не работает запрессованная часть вставки), недостаточностьмодифицирования первых порций металла,сложность процесса формирования вставкизаданной массы при изменяющейся металлоемкости формы.Цель изобретения - повышение эффективности модифицирования первых порцийметалла,Указанная цель достигается тем, что визвестной литниковой системе, содержащей стояк, питатель и закрепленную в полости литниковой системы вставку, последняявыполнена многоступенчатой в продольномсечении,Поставленная цель достигается также и ем, что вставка выполнена наборной из диков различного диаметра,10 вую чашу 55 Поставленная цель достигается и тем, что вставка выполнена со сквозным отверстием и закреплена литейной шпилькой.На чертеже изображена литниковая система с установленной вставкой в виде многоступенчатой пирамиды для внутри- форменного модифицирования чугуна,Вставка 1, имеющая ступеньки 2, закреплена литейной шпилькой 3 в углублении 4, расположенном непосредственно под стояком 5.Закрепление вставки 1 литейной. шпилькой 3 позволяет удерживать ее под стояком 5 в процессе заливки и заполнения формы жидким металлом, а также позволяет сократить расход модификатора за счет исключения неработающей запрессованной донной части вставки.Процесс растворения модификатора в жидком металле можно представить следующим образом, В момент поступления первых порций расплава происходит мгновенное сплавление острых кромок ступеней вставки, чему способствует гидравлический удар и турбулизация потока расплава на этих ступ ен ьках. Максимал ьна я эффекти в- ность первых порций металла в процессе заливки достигается за счет многоступенчатости вставки и большой протяженности острых кромок, Для прогрева и растворения основной части вставки требуется большее время из-за уменьшения поверхности контакта вставки с жидким металлом. Скорость растворения вставки замедляется и оставшаяся ее часть модифицирует последующие порции металла,Количество ступенек для повышения эффективности модифицирования должно быть максимальным и ограничивается только технологическими возможностями при изготовлении вставки,Изменение металлоемкости формы требует изменения массы модификатора, необходимого для обработки металла отливки. Это ведет к изменению размеров модифицирующей вставки, а также технологической оснастки для ее изготовления, С целью упрощения процесса формирования вставки заданной массы ее выполняют наборной из дисков разных размеров, для чего не требуется сложная технологическая оснастка, Кроме того, это позволяет стандартизировать диски по типоразмерам и массе, оснастку для их изготовления и упрощает процесс изготовления вставки тем, что она формируется из различных дисков с заранее известными размерами и массой,П р и м е р. Экспериментальное опробование производилось с помощью специальной литейной формы, расположенной под 15 20 25 30 35 40 45 50 углом к горизонту и позволяющей четко разделить расплав на отдельные порции по мере заполнения формы и взаимодействия металла с модифицирующей вставкой. Причем чтобы обеспечить идентичность условий при проведении испытаний по способу-прототипу и предлагаемому форма имела две независимые секции, состоящие из стояка и ряда клиновых проб, и одну общую литникоПлавка чугуна производилась в индукционной печи ЛПЗемкостью 50 кг. В качестве шихты использовали чугунный лом.Нагрев металла осуществляли до температуры 1400 С. Затем его при 1340 - 1360 С заливали в форму, Расплав по мере заливки формы заполнял последовательно ряд клиновых проб на отбел,Изготовление вставок производилось плавкой в индукционной печи по рецептуре прототипа из чистых материалов (алюминий, магний) и ферросплавов (кремний, РЗМ), следующего состава,;Кремний 5 - 22Железо 3 - 10 РЗМ и 10 Магний 0,5 - 3 Алюминий Остальное Вставку по способу-прототипу получали в специальной литейной форме, имеющей цилиндрическую и коническую части, Она составляла 0,1 от металлоемкости секции и устанавливалась в углублении под стояком на 1/2 высоты цилиндрической части.Модифицирующую вставку по предлагаемому способу изготавливали набранной из нескольких дисков с уменьшающимися к верху диаметрами полученными литьем под давлением, которое обеспечило образование качественных острых кромок, Вес предлагаемой вставки составил 0,07 фметаллоемкости секции. Она устанавливалась в углублении под стояком и закреплялась литейной шпилькой.В таблице приведены данные по отбелу чугуна в пробках.Предложенная вставка обеспечила сильное графитизирующее действие, при этсэффективность модифицирования первых порций металла значительно повысилась, Также она обеспечила снижение расхода модификатора,Формула изобретения 1. Литниковая система для модифицирования чугуна в литейной форме, содержащая стояк, питатель и закрепленную в полости литниковой системы вставку, имеющую в поперечном сечении форму круга с1743686 оставитель Т.Королеваехред.М.Моргентал Корректо дактор А.Долинич кая Тираж ПодписноеИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб 4/5 аказ 21 ВНИоизводственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина. уменьшением его площади от низа к верху, о т л и ч а ю щ а я с я тем, что, с целью повышения эффективности модифицирования первых порций расплава, вставка выполнена многоступенчатой в продольном сечении,2. Система по п. 1, отл и ч а ю ща яс я тем, что вставка выполнена наборной из дисков разного диаметра.3. Система по и. 1, отл ича ю ща я с я тем, что вставка выполнена со сквознымотверстием и закреплена литейной шпилькой.
СмотретьЗаявка
4833735, 04.06.1990
ДНЕПРОПЕТРОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
КИРИЯ ГЕННАДИЙ ШАЛВОВИЧ, ШЕРЕМЕТ АРТУР ВИКТОРОВИЧ
МПК / Метки
МПК: B22D 27/20
Метки: литейной, литниковая, модифицирования, форме, чугуна
Опубликовано: 30.06.1992
Код ссылки
<a href="https://patents.su/3-1743686-litnikovaya-sistema-dlya-modificirovaniya-chuguna-v-litejjnojj-forme.html" target="_blank" rel="follow" title="База патентов СССР">Литниковая система для модифицирования чугуна в литейной форме</a>
Способ получения чугуна с шаровидной формой графита

Номер патента: 952966
Опубликовано: 23.08.1982
Авторы: Горенко, Краля, Примеров
МПК: C21C 1/10
Метки: графита, формой, чугуна, шаровидной
...предусадочного расширения металла уменьшить объем усадочных пороков в теле отливок. 15При содержании в модификаторе маг. ния в количествах меньших 4,5 наблюдается уменьшение роста графитавых включений, растет .величина предусадочного расширения и объем усадочных пороков в отливках. При увеличении содержания магния больше 5,80 происходит в чугуне образование новых центров графитовых включений, в конечной микроструктуре гра фитовые включения значительно отличаются по размерам и это приводит к снижению прочностных свойств чугуна.При использовании третьей порции комплексного модификатора в количестЭлементы Химический состав модификатора,Модификатор 8,14 3,81 4,68 6,89 9,18 7,84 8,62 7,63 Магний РЗМ цериевой илииттриевой групп 2,23 0,26...
Способ приготовления штамповкой из листового металла замкнутых в стык полых деталей в форме тел вращения с концентрически выпуклыми и вогнутыми частями

Номер патента: 63380
Опубликовано: 01.01.1944
Автор: Старобин
МПК: B21D 11/20, B21D 22/18, B21D 5/12
Метки: вогнутыми, вращения, выпуклыми, замкнутых, концентрически, листового, металла, полых, приготовления, стык, тел, форме, частями, штамповкой
...эрме тел вращения вогнутыми частями прои за г: 36438 1316457) 4 годающей длине окружности наиболее выпуклой части готового изделия; при помощи соедвненного с подвижным ножом пуансона 3 на оправке 4 образуется полуцилиндр 5 с одинаковыми прямыми участками, Затем смыканием полуцилиндрических пуансонов 6 и 7 (фиг. 2). с канавками полусферической формы у каждого, заготовка обжимается по оправке 4, в результате чего заготовка получает форму, показанную на фиг, 7, с концентрической выпуклостью.Замыкание в стык концов деталей производится полуцилиндрическими соответствующей формы пуансонами 10 (фиг. 3 и 4), поворачивающимися на некоторый угол после каждого смыкания, и оправкой 11, имеющей возвратно-посту. нательное движение и производящей своей...
Устройство для модифицирования расплавленного металла в литейной форме

Номер патента: 1360890
Опубликовано: 23.12.1987
Авторы: Доровских, Касперович, Шамес
МПК: B22C 9/08, B22D 27/20
Метки: литейной, металла, модифицирования, расплавленного, форме
...флюс 8, Устанавливаются крышка камеры 9, пробка 11 из легкоплавкого сплава и начинается заливка металла, например чугуна. В течение некоторого времени, пока пробка 11 закрывает путь в канал 4, модификатор 7 прогревается за счет физического тепла чугуна в каналах 3 (фиг. д, исходное положение), После расплавления пробки 11 чугун начинает поступать в канал 4, Элемент 2, выполненный, например из полистирола, быстро сгорает и чугун 12 входит в контакт с модификатором 7 (фиг, 4). При 4 О этом чугун поднимается в реакционной камере на некоторый уровень, определяемый уровнем модификатора, величиной порога 13 в конце канала для выхода металла, а также наличием чугуна в каналах 3. За 4 время прохождения чугуна по длине реакционной камеры...
Вставка из металла или керамики для увеличения лучистого теплообмена в дымогарных и жаровых трубах

Номер патента: 79494
Опубликовано: 01.01.1949
Автор: Сподыряк
МПК: F22B 37/06
Метки: вставка, дымогарных, жаровых, керамики, лучистого, металла, теплообмена, трубах, увеличения
...по периферии трубы и минимального сопротивления прохождению газов, вставке придана цилиндрическая форма.На чертеже изображена вставка,смонтированная в трубе.Вставка 1, выполненная из металла или керамики в виде цилиндри ЧВСКОГО СТЕРЖНЯ, располагается В ЦЕНТрЭ ДЫМОГЭрНОЙ ИЛИ ЖЭРОВОИ трубы 2.Для удержания вставки 1 в трубе 2 по длине трубы располагаются тяеталлические опоры З. Горячие топочные газы будут двигаться в кольцевом зазоре между трубой 2и вставкой 1, отдавая тепло как трубе так и вставке.Нагреваясь от соприкосновения с горячими газами, вставка 1 будет тазлучать тепло на трубу 2, увеличивая таким образом лучистый теплообмен.Приданием вставке 1 цилиндрической формы достигается возможность выполнения равномерного зазора между...
Способ получения чугуна с шаровидной формой графита

Номер патента: 1271886
Опубликовано: 23.11.1986
Авторы: Гуторова, Краузе, Курганов, Лесовой, Стец, Федорко
МПК: C21C 1/10
Метки: графита, формой, чугуна, шаровидной
...к удорожаниючугуна, с другой - к некоторомуухудшению структуры чугуна вследствие эффекта перемодифицирования.Кроме того, ухудшается обрабатываемость отливок. Из табл,3 видно также,что степень сфероидизации графитапри вводе комплексного модиФикатова в виде лигатуры в количестве 0,057, соответствующем нижнему пределу, практически не отличается от степени сфероидизации при вводе комплексного модификатора в количестве 0,037, т,е,.ниже предлагаемого предела. Однако, при расходе модификатора менее 0,053 в структуре отливок наряду с графитом шаровидной и вермикулярной формы наблюдаются колонии пластинчатого графита, что нежелательно. Ввод в чугун комплексного модификатора в количестве 0,053 и более способствует полному исчезновению...
Предыдущий патент: Способ литья под всесторонним газовым давлением
Следующий патент: Футеровка сталеразливочного ковша
Случайный патент: Всесоюзная 1 п-. т: 7ь. 1 v, vtmi. r, 7зг ь. b-jjiiu gt; amp; i., 4jjl. 1(д; -