Способ волочения труб из сплавов с гексагональной плотноупакованной решеткой
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
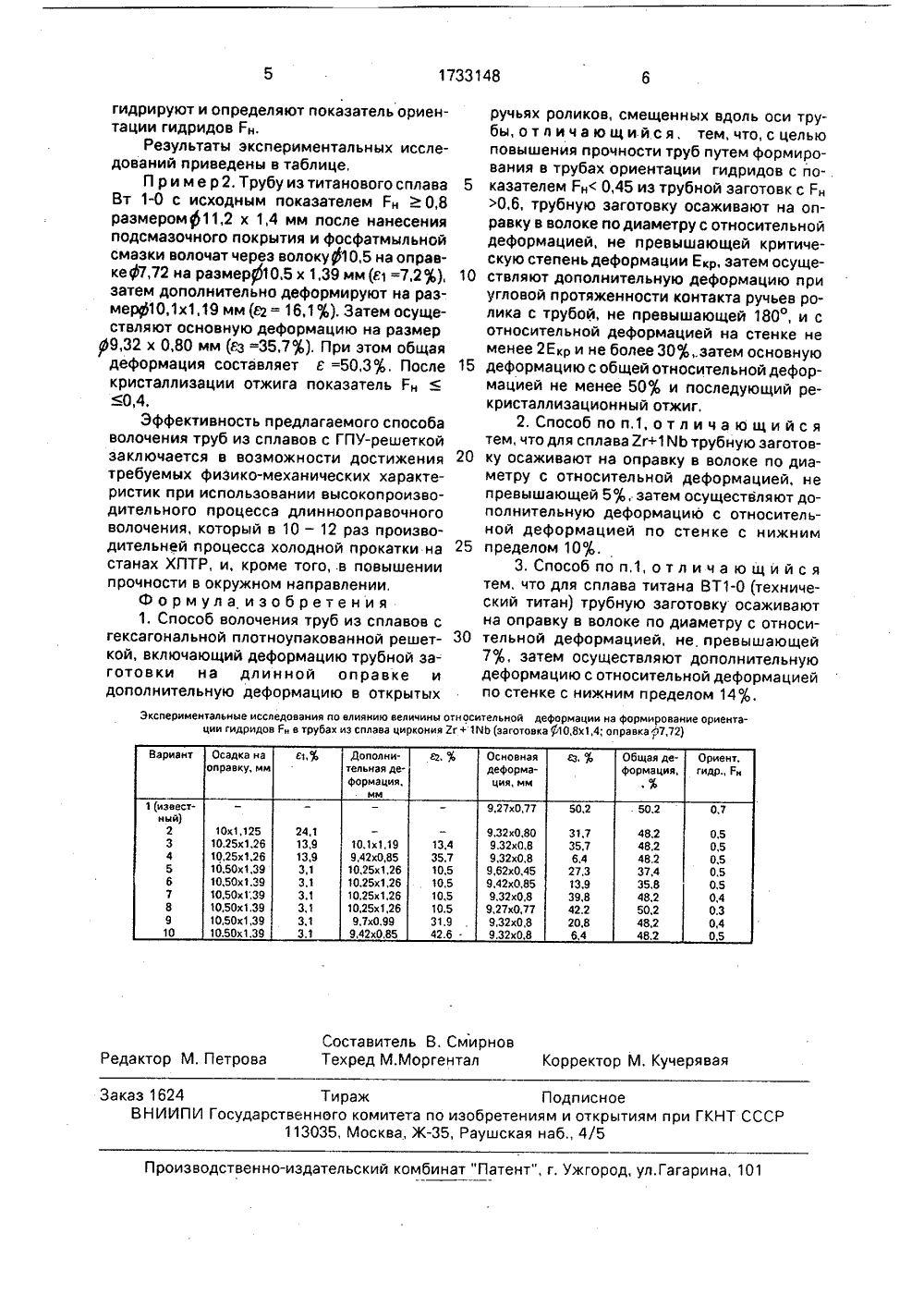
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИКЯ 2 148 А 51)5 В 21 С 1/ ЗОБ ЕТЕН ПИСАНИ чес оловский,.А.Чеканов,е ме- проьной шет- тана ГОСУДАРСТВЕННЫИ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР АВТОРСКОМУ СВИДЕТЕЛЬС(71) Уральский политехни кий институтим, С,М,Кирова(56) Авторское свидетельство СССРР 189788, кл. В 21 С 45/00, 1966,Повышение эфФективности волочениятруб на подвижной оправке. - Обзорная информация ин-та "Черметинформация",1978, М 2, с,8.Авторское свидетельство СССРМ 517346, кл. В 21 С 45/00, 1976,Авторское свидетельство СССРМ 1595607, кл. В 21 С 1/24, 1988. Изобретение относится к обработк таллов давлением, конкретно к способу изводства труб из сплавов с гексагонал плотноупакованной решеткой (ГПУ-ре кой), в частности сплавов циркония и ти волочением на подвижной оправке,Известен способ волочения труб на длинной подвижной оправке. включающий волочение одновременно через две волоки - рабочую и дополнительную,.расположенную непосредственно за рабочей волокой, и извлечение оправки,Известен способ волочения труб на подвижной оправке последовательно через несколько волок без промежуточных отжи(54) СПОСОБ ВОЛОЧЕНИЯ ТРУБ ИЗ СПЛАВОВ С ГЕКСАГОНАЛЬНОЙ ПЛОТНОУПАКОВАННОЙ РЕШЕТКОЙ(57) Изобретение относится к обработке металлов давлением, в частности к производству труб из сплавов с гексагональной (ГПУ) решеткой на подвижной оправке. Цель изобретения - повышение. прочности труб путем формированя в трубах ориентации гидридов с показателем Рн0,45 из трубной заготовки с Рн0,6. Трубную заготовку осаживают по диаметру на оправку в волоке с относительной деформацией, не превышающей критическую степень деформации Екр, затем осуществляют дополнительную деформацию в роликовой волоке при угловой протяженности контакта ручьев ролика с трубой не более 180 и относительной деформацией не менее 2 Екр и не более 30%, затем основную деформацию с общей относительной деформацией не менее 50%, Затем проводят рекристаллизационный отжиг. 2 з,п, ф-лы, 1 табл. Известен способ волочения труб на длинной оправке, включающий основную и дополнтельную (осуществляемую в две стадии) деформаци, причем на первой стадии дополнительной деформации прозводят обжате по периметру в четырех точках, удаленных одна от другой под равными углами, а на второй стадии - обжатие в других четырех точках, которые расположены под углом 45 к точкам первого обжатия.Наиболее близким по технической сущности к предлагаемому является способ волочения труб, включающий деформацию трубной заготовки на длинной оправке в волоке и последующую дополнительную деформацию в открытых ручьевых роликах, смещенных вдоль оси, каждый из которыхимеет угловую протяженность поверхностиконтакта ручья с трубой, определяемую зависимостью К 2 лУ=где р - угол контакта ручья ролика с трубой;К - коэффициент перекрытия;п - количество ручьевых роликов.Недостатком известного способа является низкая прочность труб из сплавов циркония и титана с исходной ориентацией гидридов Ен = 0,6 - 1,0,Цель изобретения - повышение прочности труб путем формирования в готовых изделиях ориентации гидридов с показателем Ен0,45 из тРУбной заготовки с Ен0,6.Поставленная цель достигается тем, что согласно способу волочения труб из сплавов с ГПУ-решеткой, включающему деформацию трубной заготовки на длинной оправке и дополнительную деформацию в открытых ручьях роликов, смещенных вдоль оси трубы, трубную заготовку осаживают на оправку в волоке по диаметру с относительной деформацией, не превышающей критическую степень деформации бакр, затем осуществляют дополнительную деформацию при угловой протяженности контактов ручьев ролика с трубой, не превышающей 180 О, и с относительной деформацией на стенке не менее 2 Б р и на более 30 , затем основную деформацию с общей относительной деформацией не менее 50 и последующий рекристаллизацонный отжиг.Для сплава 2 г+1 МЬ трубную заготовку Осаживают в волоке по диаметру с относительной деформацией, не превышающей 5 о , затем осуществляют дополнительную деформацию с относительной деформацией по стенке с нижним пределом 100 ,Для сплава Вт 1-0 (технический титан) трубную заготовку осаживают на оправку в волоке по диаметру с относительной деформацией, не превышающей 7 о , затем осуществляют дополнительную деформацию с относительной деформацией по стенке с нижним пределом 140 ,При осадкетрубной заготовки на оправку в волоке по диаметру выбирается зазор между заготовкой и оправкой и устраняется возможность деформации изгиба при последующей дополнительной деформации, Величина относительной деформации при этом не должна превышать екр (для сплава циркония - 5 , для сплава титана - 7 ), что оп ределено экспериментально.При дополнительной деформации в открытых ручьях роликов происходит последовательная деформация всего периметра 5 10 15 20 25 30 35 40 45 50 55 стенки трубной заготовки на оправке. Угловая протяженность контакта каждого ручья с трубой, не превышающая 180, обеспечивает значительный подпор со стороны необжимаемой части периметра трубы и дает показатель напряженного состояния, близкий к всестороннему сжатию с максимальным радиальным напряжением. При этом в сплавах с ГПУ-решеткой реализуются механизмы пластической деформации - двойникования и сбросообразования по плоскостям, перпендикулярным направлению максимального сжимающего напряжения, т.е. образуется тангенциальная ориентация плоскостей с повышенной плотностью дислокаций.Оптимальная относительная деформация на стенке составляет не менее 2 бакр (для сплава циркония - не менее 10 о , для сплава титана - не менее 140 ) и не более 30 о ,Йижний предел интервала деформаций определен тем, что у поликристаллических тел пластическая деформация проходит во всех зернах при я 2 е,р верхний предел определен экспериментально,При последующем волочении осуществляется основная деформация, величина которой не должна быть менее 50 о , что определено экспериментально. Такая деформация обеспечивает получение высокой плотност дислокаций на плоскостях с тангенцальной орентировкой, образовавшихся на предыдущей дополнительной деформации, которые при последующем рекристаллизационном отжиге превращаются в границы зерен,Дополнтельная деформация может осуществляться как в открытых ручьевых роликах, так и в цилиндрических роликах,Устройства для реализации способа могут иметь различное конструктивное исполнение, Способ может быть реализован на длиннооправочном волочильном стане, при этом осадка заготовки на оправку может осуществляться в монолитной волоке или в роликовой волоке, дополнительная деформация - в многосекцонной роликовой волоке, а окончательная деформация - в монолитной волоке, Способ может быть реализован также на станах непрерывной прокатки.П р и м е р 1, Способ опробован при волочении труб из циркониевого сплава 2 г+1 КЬ на прессе усилием 5 тс на оп равке 7,72,Трубные заготовки ф 10,8 х 1,4 мм с исходным показателем Е,0,8 готовят к волочению по одинаковой технологии, после деформации отжигают по одному режиму,1733148 Экспериментальные исследования по влиянию величины относительной деформации на формирование ориентации гидридов Е, в трубах из сплава циркония 7 г+ 1 ГчЬ (заготовка ф 10,8 х 1,4; оправка л 7,72)Общая деформация,ей Основнаядеформация, мм Ориент. гидр гн Дополнительная деформация,мм Осадка наоправку,мм Вариант 50,2 07 1(известный)2 з 4 5 6 7 8 9 1 О 9,27 х 0,77 50,2 48,2 48,2 48.2 37,4 35,8 48,2 50,2 48,2 48.2 О,5 0,5 0,5 0,5 0,5 О,4 о,з 0,4 0,5 9,32 хо,809,ЗгхО,89,32 х 0,89,62 х 0,459,42 х 0,859,32 х 0,89,27 хо,779,32 х 0,89,32 х 0,8 З 1,7 35,7 6.4 27,3 13,9 39,8 42.2 го,8 6,4 10 х 1,125 10,25 х 1,26 10,25 х 1,26 10.50 х 1,39 10,50 х 1,39 10.50 х 1;39 10,50 х 1,39 10,50 х 1,39 10,50 х 1,39 24,1 13,9 13,9 зл зл зл З,1 зл зл 13,4 З 5,7 1 О,5 10,5 1 О,5 1 О,5 31,9 42.6 . 10.1 х 1,199,42 х 0,85 10,25 х 1,26 10.25 х 1,26 10,25 х 1,26 10,25 х 1,26 9,7 х 0,99 9,42 х 0,85 Составитель В. СмирновТехред М.Моргентал Корректор М. Кучерявая Редактор М. Петрова Заказ 1624 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 гидрируют и определяют показатель ориентации гидридов Рн.Результаты экспериментальных исследований приведены в таблице,П р и м е р 2, Трубу из титанового сплаваВт 1-0 с исходным показателем Рн 0,8размеромф 11,2 х 1,4 мм после нанесенияподсмаэочного покрытия и фосфатмыльнойсмазки волочат через волокуф 1 0,5 на оправке 47,72 на размерф 10,5 х 1,39 мм (е 1 =7,2),затем дополнительно деформируют на размерф 10,1 х 1,19 мм (Ю = 16,1). Затем осуществляют основную деформацию на размерф 9,32 х 0,80 мм (яз =35,7). При этом общаядеформация составляет е =50,3, Послекристаллизации отжига показатель Гн (0,4.Эффективность предлагаемого способаволочения труб из сплавов с ГПУ-решеткойзаключается в возможности достижениятребуемых физико-механических ха рактеристик при использовании высокопроизводительного процесса длиннооправочноговолочения, который в 10 - 12 раз производительней процесса холодной прокатки настанах ХПТР, и, кроме того, .в повышениипрочности в окружном направлении,формула, изобретения1, Способ волочения труб из сплавов сгексагональной плотноупакованной решеткой, включающий деформацию трубной заготовки на длинной оправке идополнительную деформацию в открытых 5 10 15 20 25 30 ручьях роликов, смещенных вдоль оси трубы,отличающийся, тем,что,сцелью повышения прочности труб путем формирования в трубах ориентации гидридов с по-. казателем Рн 0,45 иэ трубной заготовк с Рн 0,6, трубную заготовку осаживают на оправку в волоке по диаметру с относительной деформацией, не превышающей критическую степень деформации Екр, затем осуществляют дополнительную деформацию при угловой протяженности контакта ручьев ролика с трубой, не превышающей 180, и с относительной деформацией на стенке не менее 2 Екр и не более 30,.затем основную деформацию с общей относительной деформацией не менее 50 и последующий рекристаллизационный отжиг.2, Способ по п,1, о т л и ч а ю щ и й с я тем, что для сплава Ег+1 ИЬ трубную заготовку осаживают на оправку в волоке по диаметру с относительной деформацией, не превышающей 5 ф, затем осуществляют дополнительную деформацию с относительной деформацией по стенке с нижним пределом 10;4,3, Способ по п,1, о т л и ч а ю щ и й с я тем, что для сплава титана ВТ 1-0 (технический титан) трубную заготовку осаживают на оправку в волоке по диаметру с относительной деформацией, не, превышающей 7 оо, затем осуществляют дополнительную деформацию с относительной деформацией по стенке с нижним пределом 14.
СмотретьЗаявка
4799971, 09.01.1990
УРАЛЬСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. С. М. КИРОВА
СМИРНОВ ВЛАДИМИР ГРИГОРЬЕВИЧ, СОКОЛОВСКИЙ ВЕНИАМИН ИЗРАИЛЕВИЧ, ЧЕРНЕНКО АЛЕКСАНДР ГРИГОРЬЕВИЧ, ВАСИЛЬЕВ БОРИС АЛЕКСАНДРОВИЧ, ЧЕКАНОВ ЮРИЙ АНДРЕЕВИЧ, ПРИШВИЦИН ВЛАДИМИР ФЕОКТИСТОВИЧ, ЛИСЬИХ ВИКТОР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B21C 1/24
Метки: волочения, гексагональной, плотноупакованной, решеткой, сплавов, труб
Опубликовано: 15.05.1992
Код ссылки
<a href="https://patents.su/3-1733148-sposob-volocheniya-trub-iz-splavov-s-geksagonalnojj-plotnoupakovannojj-reshetkojj.html" target="_blank" rel="follow" title="База патентов СССР">Способ волочения труб из сплавов с гексагональной плотноупакованной решеткой</a>
Способ непрерывной прокатки труб на длинной подвижной оправке

Номер патента: 194039
Опубликовано: 01.01.1967
Авторы: Ваткин, Данченко, Чекмарев
МПК: B21B 17/04
Метки: длинной, непрерывной, оправке, подвижной, прокатки, труб
...цилиндрической подвижной оправке, перемещаемой с регулируемой скоростью.Для уменьшения площади соприкосновения оправки с трубой в процессе прокатки и тем самым облегчения процесса схождения трубы с оправки предлагается прокатку вести на конической длинной подвижной оправке.Сущность способа заключается в прокатке па непрерывном стане обычных цилиндрических труб с равномерной по длине толщиной стенки с применением длинной конической подвижной оправки, перемещаемой со скоростью, меньшей скорости металла в очагах деформации всех клетей непрерывного стана.Диаметр оправки уменьшается к переднему концу, т. е, в направлении прокатки. Неболь шая конусность оправки не выводит стенку труб из пределов допусков ГОСТа и достаточна для того, чтобы...
Способ непрерывной прокатки труб на длинной подвижной оправке

Номер патента: 316485
Опубликовано: 01.01.1971
Авторы: Бедн, Ваткин, Данченко, Лавров, Павлушкин, Пономарев, Фридман, Шевченко
МПК: B21B 17/04
Метки: длинной, непрерывной, оправке, подвижной, прокатки, труб
...едмет изобретения Способ непрерывной пр длинной подвижной опра194039, отличаюитийся те 5 лее полного использования равку смазки, оправку пер чину межклетьевого расстоя да начала гильзы в первую конца гильзы из второй клетруб наавт. св. с целью боной на опт на вели- время входо выхода а. окаткивке пм, что,нанесеемещаюния заклетьти стан Изобретение относится к области трубопрокатного производства.В основном авт, св.194039 описан способ непрерывной прокатки труб на длинной конусной оправке, перемещаемой в процессе прокатки с регулируемой скоростью. Оправку перед задачей в гильзу смазывают.Цель изобретения - более полное использование нанесенной на оправку технологической смазки.Для этого оправку в процессе прокатки перемещают в...
Способ волочения труб на длинной (подвижной) оправке на непрерывном волочильном стане

Номер патента: 196699
Опубликовано: 01.01.1967
Авторы: Азаренко, Альшевский, Куйбышевский, Рейхерт, Снетков
МПК: B21C 1/24
Метки: волочения, волочильном, длинной, непрерывном, оправке, подвижной, стане, труб
...(подвижкой) оправке па непрерывном волочильпом стане, при котором, после введения оправки в трубу, последнюю зажимают в тянущих цепях подающего механизма и проталкивают вместе с оправкой в волоку, После выхода из волоки труба захватывается тянущими цепями вьггягивающего мехапиззта.Для достижения максимальных обжатий трубы зд проход и устранения необходимости синхронизации скоростей тянущих цепей подающего и вытягива 1 оцего механизмов стана предлагается вначале передний конец трубы без оправки проталкивать в волоку, затем в трубу вводить оправку и зажимать последнюю в тянущих цепях подающего механизма, После этого путем проталкивания оправки осуществлять волочение трубы.Для обеспечения максимального обжатия за проход при волочении...
Способ увеличения обжатия при волочении труб на длинной подвижной оправке

Номер патента: 84357
Опубликовано: 01.01.1950
Автор: Альшевский
МПК: B21B 17/02, B21C 1/24
Метки: волочении, длинной, обжатия, оправке, подвижной, труб, увеличения
...ициет трения межа труооц и мтрНГ и, а)е)кт 1 3(птренс стснкоп Г 1 Оы и оправко;.Отличие описывасяого сп(соо От 3 звестн.); состоит(м, что , 51 1 В(5 и С)и 51 ООЖТ 5 при 3 О,10 еи 3 ТР 1 О и.л 310по.1: и Ж 01 ОпраВСс па;)жп 5 01 срхнОст труоь 1, ( 3 СГО.снпсГия 63(рф 3- ЦИСНТН ТРСНИ 51 МС)КС ТРСОО и (Т)1 НЕ, ПОЛВС)1 СТСЯ ОМСН(НП 10. ОС ВИС 1 Ю 1111 С., 1 ЗК(,110 ВС).ОСТ ОПР 5 Ба,(. 1 СТСЯ ПСРО:ОБ ТО 1 (лЯ сГичс 15 коз(," 31(ет тР с 135 )3(.ж 1 Т 1) (001ОГ 1 Р 3)НОЙ с ол 1 овре(ННОН с)азк(и 0 р 1 В(5 сщ(.ств)п, повып 1013 коз(1)(1)ици(пт т)(.пи 5.Предмет изоорстсни1. .,10000 у)слЧсп 15 Оожатия при Во;Оч(.нипр 0 н л п 310 й ПОЛВПЖПОЙ ОПР 1 В"С, 0 Т:1 И Ч30 Щ И П С Я ТЕМ, Ч 0 МСЖ,: В 11 ТРС 3 ПСП ПО ВВ 1).(3ст 10 т Р(О ы иОвср.: иост 10 Оп...
Устройство для деформации особотонкостенных труб на неподвижной оправке
Номер патента: 1429407
Опубликовано: 30.11.1994
Авторы: Блинов, Бондаренко, Шуринов
МПК: B21C 3/00
Метки: деформации, неподвижной, оправке, особотонкостенных, труб
УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИИ ОСОБОТОНКОСТЕННЫХ ТРУБ НА НЕПОДВИЖНОЙ ОПРАВКЕ, содержащее захваты концов трубы, имеющие каждый привод осевого перемещения, стержень и соединенную со стержнем одним концом оправку, отличающееся тем, что, с целью повышения точности геометрических размеров и увеличения производительности, оно снабжено матрицей с коническим рабочим участком, угол конусности которого равен 5 - 151, и дополнительным стержнем, присоединенным к другому концу оправки, а каждый захват выполнен в виде коаксиальной пары с конусными поверхностями взаимодействия элементов пары, из которых внутренний выполнен с осевым отверстием для прохода оправки.
Предыдущий патент: Способ изготовления микропроволоки в пучке
Следующий патент: Игла для прессования
Случайный патент: Способ получения комплексного удобрения