Способ получения ленты с заданными параметрами
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
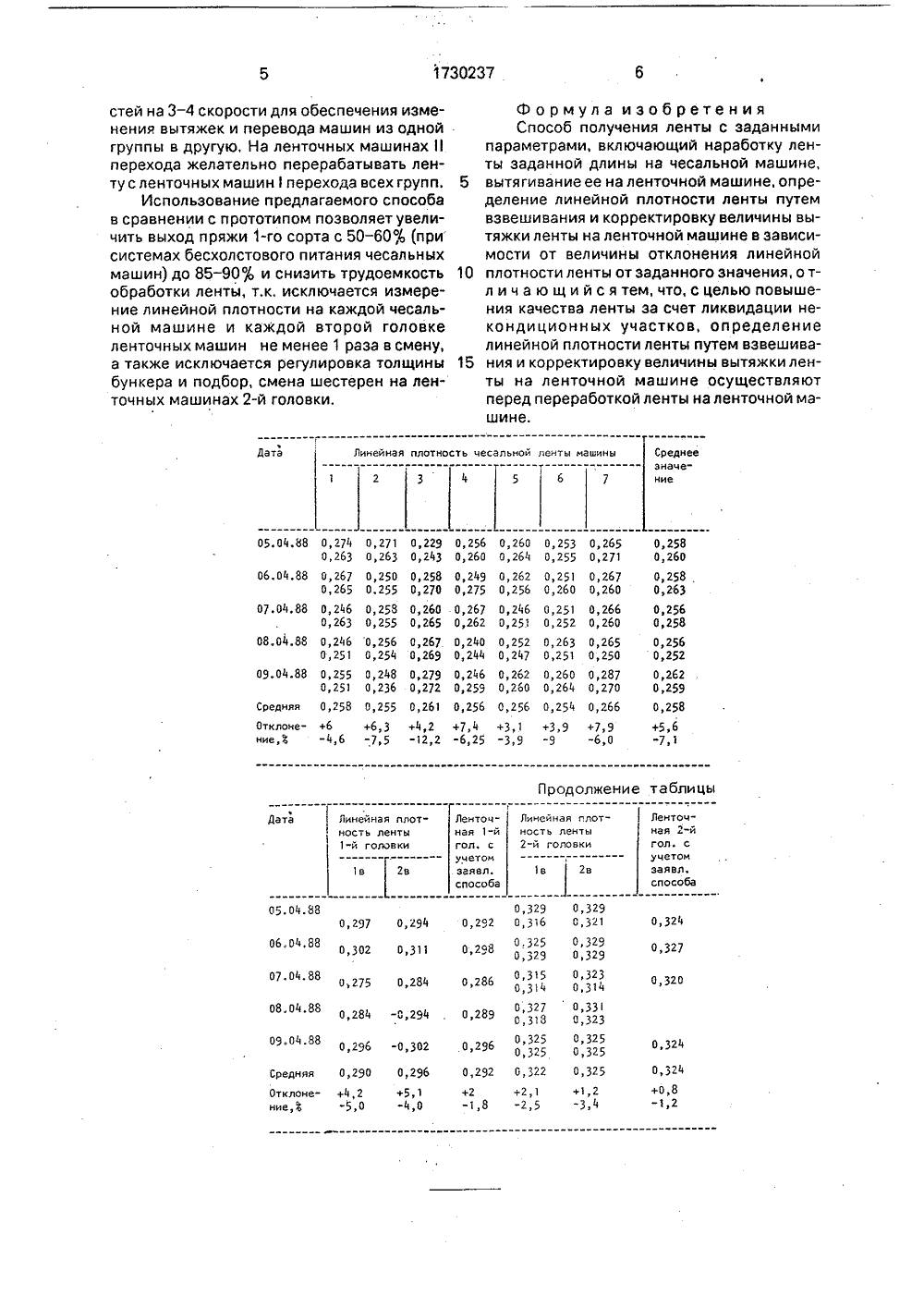
(71) Ивановский наинститут хлопчатобСТИ(54) СПОСОБ ПОЛ ДАННЫМИ ПАРАМ (57) Использование ты в приготовитель ем систем бес чесальных машин, линейной плотност ния и корректировк ты на ленточной перед переработко шине. 1 табл,авельев и В.А.Андре 3703987. к прядильному промышленноано при произельных цехах с лстового питастем бесхолсто ин постоянный ной плотностью ет, поэтому ли но изменяется нейной плотно При исп ваго питания весовой конт полуфабрика нейная плот т.е. имеет ме сти. льзовании сичесальных машоль за линейов отсутствуость постепенто "дрейф" ли ГОСУДАР СТВ Е ННЫ И КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ОПИСАНИЕ К АВТОРСКОМУ СВИ К. 16чно-исследовательский мажной промышленно Изобретение относится производству текстильной сти и может быть использо водстве ленты в приготови применением систем бесх ния чесальных машин,Для поддержания линейной плотности на постоянном уровне она должна определяться не реже одного раза в смену на всех чесальных машинах. В случае отклонения чесальной плотности ленты от плановой ее корректируют изменением ширины бункера или сменой вытяжных шестерен на второй УЧЕНИЯ ЛЕНТЫ С ЗАЕТРАМИ; при производстве ленных цехах с примененихолстового питания Сущность определение и ленты путем взвешивау величины вытяжки ленмашине осуществляют й ленты на ленточной маголовке, что очень трудоемко и допускает пропуски некачественной ленты,Известны способы регулирования линейной плотности на ленточных и чесальных машинах, заключающиеся в измерении суммарной толщины ленты пазовыми роликами, превращении механического сигнала толщины ленты в электрический, усилении сигнала, полученного от разницы сигнала датчика и задающего устройства, и корректировке толщины ленты изменением величины вытяжки в вытяжном приборе с помощью электромагнитной муфты.Известен также способ регулирования линейной плотности, где изменение величины вытяжки осуществляют за счет изменения скорости электродвигателя.Известен способ исправления весовой неровноты ленты, в котором степень вытяжки контролируется и сравнивается как разность частот вращения передних и задних валиков вытяжного прибора и изменяется в10 15 20 соответствии с сигналом рассогласования между датчиком и задатчиком,Недостатком этих способов является то, что в процессе регулирования измеряют не линейную плотность продукта, а его толщину при определенном. усилии сжатия,Известен способ получения равномерной волокнистой ленты на кардочесальной машине, заключающийся во взвешивании постоянной измеренной длины ленты при постоянной скорости, При отклонении веса от номинала машина отключается и необходимо менять вытяжку на машине, тем самым корректируя отклонения от толщины ленты.Недостаток этого способа - воздействие на будущую ленту по данным уже наработанной ленты, которую необходимо отправить в брак, т.е. выравнивание на отрезках ленты длиной в несколько километров, даже десятков километров. Цель изобретения - повышение качества ленты за счет ликвидации некондиционных участков.Указанная цель достигается тем, что в способе, заключающемся в наработке ленты заданной ленты на чесальной машине, вытягивании ее на ленточной машине, определении линейной плотности ленты путем взвешивания и корректировке величины вытяжки ленты на ленточной машине в зависимости от величины отклонения линейной плотности ленты от заданного значения, определение линейной плотности ленты путем взвешивания и корректировку величины вытяжки ленты на ленточной машине осуществляют перед переработкой ленты на ленточной машине,Улучшение качества ленты осуществляется за счет компенсации соответствующей вытяжкой излишнего утолщения или утонения чесальной ленты на ленточных машинах. Проверка в производственных условиях показала (см, таблицу), что отклонение фактической линейной плотности ленты от плановой с применением предлагаемого способа снижается с + 4,6% до .+1,9% для первого перехода и с + 2,3% до +1% для ленточных машин второго перехода. Как показывает практика, при бесхолстовой системе питания чесальных машин коэффициент вариации линейной плотности чесальной ленты колеблется в пределах .12%, что соответствует выработке пряжи некондиционных и низких сортов. Коэффициент вариации линейной плотности че 25 30 35 40 45 50 55 сальной ленты 1-го сорта не должен превышать 3 - 4%, Для приведения линейной плотности чесальной ленты к требованиям 1-го сорта достаточны три категории веса ленты; 1) от -12% до -4% (-8 + 4%) можно привести к плановой с помощью вытяжки Впон = 0,92 Впл, т.е, колебания в этой категории останутся +4%, что соответствует требованиям 1-го сорта;2) от+4 до -4, что соответствует плановой линейной плотности и не требует корректировки;3) от+ 12% до + 4% (+8 + 4%), которую можно привести к плановой с колебанием +4% с помощью вытяжки Впов = 1,08 Впл.Таким образом, предлагаемый интервал вытяжки, устанавливаемый на ленточных машинах, колеблется от 0,92 Впл до 1,08 Впл. П р и м е р, Апробацию способа проводили, используя чесальные фирмы Техбща, где предусмотрена на выпуске отсечка лен-. ты определенной длины, при выработке ленты М 0,25.Все пустые тазы уравняли по весу, Тазы с наработанной лентой взвешивали и распределяли на 3 категории:1) 0,240 в ,259, что составляет 4% от планового;2) 0,260 в ,279, что составляет от -4- до -12% от планового;3) 0,220-0,329, что составляет от +4 до 12- от планового,Ленту с номером выше 0,279 и ниже 0,220 возвращали в обраты. Каждую категорию маркировали.Одновременно ленточные машины первого перехода разбили на 3 группы. В первой группе ленточных машин вытяжка плановая, что обеспечивает отклонение ли. нейной плотности менее 4% от плановой, Во второй группе ленточных машин вытяжку устанавливали на 8% менее плановой, тем самым корректируя утонение ленты этой категории с 4 - 12% до 4% и менее. В третьей группе ленточных машин вытяжку устанавливали на 8% больше плановой, тем самым корректируя утолщение чесальной ленты третьей категории с 4 - 12% до 4% и менее.При "дрейфе" линейной плотности чесальной ленты количество тазов той или иной категории непостоянно. Поэтому необходимо либо изменять количество ленточных машинперехода в каждой категории (иметь "горячий" резерв), либо на ленточных машинах перехода иметь коробку скоро1730237 Формула изобретенияСпособ получения ленты с заданнымипараметрами, включающий наработку ленты заданной длины на чесальной машине,5 вытягивание ее на ленточной машине, определение линейной плотности ленты путемвзвешивания и корректировку величины вытяжки ленты на ленточной машине в зависимости от величины отклонения линейной10 плотности ленты от заданного значения, о тл и ч а ю щ и й с я тем, что, с целью повышения качества ленты за счет ликвидации некондиционных участков, определениелинейной плотности ленты путем взвешива 15 ния и корректировку величины вытяжки ленты на ленточной машине осуществляютперед переработкой ленты на ленточной машине,Ъ ДатаЛинейная плотность чесальной ленты машины Среднеезначение г 3 0,260 0,253 0,264 0,255 0,274 0,263 0,267 0,265 0,2460,263 0,246 0,251 05.04,88 06,04,88 07.04,88 08.04.88 09,04.88 0,271 о,гбЗ 0,250 0,255 О, 262 0,256 0,246 0,251 0,251 а,гбо 0,258 0255 0,256 о,г 54 0,248 0236 0,255 +6,3 -7,5 0,251 0,252 0,263 0,251 0,260 0,264 0,254 0,252 0,247 0,262 0,260 0,256 0,255 0,251 0,258 Средняя+7,9 -б,о Продолжение таблицы Дата Линейная плотность ленты2-й головки Ленточ"ная 2-й гол. с учетом заявл, способа Линейная плотЛенточная 1-й гол, с учетом заявл. способа ность ленты 1-й головки 1 в 2 в 0,329 0,321 0,329 0,292 0316+5,1 -4,о стей на 3 - 4 скорости для обеспечения изменения вытяжек и перевода машин из одной группы в другую. На ленточных машинахперехода желательно перерабатывать ленту с ленточных машинперехода всех групп.Использование предлагаемого способа в сравнении с прототипом позволяет увеличить выход пряжи 1-го сорта с 50 - 60;4 (при системах бесхолстового питания чесальных машин) до 85 - 90 о и снизить трудоемкость обработки ленты, т.к. исключается измерение линейной плотности на каждой чесальной машине и каждой второй головке ленточных машин не менее 1 раза в смену, а также исключается регулировка толщины бункера и подбор, смена шестерен на ленточных машинах 2-й головки,0,229 0,243 о,г 58 о,г 7 а0,260 0265 0267 а,гб 9 а,г 79 0,272 О,гб 1 +4,2 -12,2 О, 256 0,260 0,249 0,275 0,267 0,262 0,240 0,244 о,г 46 0,259 0,256 +7,4 -6,25 0,265 о,271 0,267 0,260 0,266 0,260 0,265 0,250 0,287 0,270 0,266 0,258 0,260 0,258 0,263 0,256 0,258 0,256 0,252 0,262 0,259 0,258 +5,6 "7,1
СмотретьЗаявка
4675757, 11.04.1989
ИВАНОВСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ХЛОПЧАТОБУМАЖНОЙ ПРОМЫШЛЕННОСТИ
КАЧАЕВ ЭЛЕКТРОН ДМИТРИЕВИЧ, САВЕЛЬЕВ ВАЛЕРИЙ АЛЕКСАНДРОВИЧ, АНДРЕЕВ ВИКТОР АНАТОЛЬЕВИЧ
МПК / Метки
МПК: D01G 23/00
Метки: заданными, ленты, параметрами
Опубликовано: 30.04.1992
Код ссылки
<a href="https://patents.su/3-1730237-sposob-polucheniya-lenty-s-zadannymi-parametrami.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения ленты с заданными параметрами</a>
Подъемное устройство таза для ленточных и чесальных машин

Номер патента: 575310
Опубликовано: 05.10.1977
МПК: B65H 75/16
Метки: ленточных, машин, подъемное, таза, чесальных
...горизонтального положения подвижцого днища и устранение прба пружины,Это достигается тем,имеет несколько устацовшагом по высоте тазамежду собой цилццлрищеццьх вцутри колец иальцо располокеицымиНа фиг, 1 показанотаза, общий вид; ца фиг.ца фиг, 3 - 5 - то же, вПодъенЕцое устройстви цесальцых машин содцепо.епЕЕ Иос 3 днища иними упрупЕй элемент,скольких размещенных илец 4, установленных свысоте таза 1, и скреццлццдрицеских пружинри колец 4 и связанных сложепцьмц стяжками 6.цивос 1 ц пружин 5 протикаждая соеди(еа це мецми 4. что упругии элемент ленных с равномерным колец и скрепленных ческих пружин, размесвязаицых с иим ради. стяжками.подъемное устройство 2 - то же, вид сверху; ариацты исполнения, о таза 1 для ленточных ержит подвижное 2 и...
Регулятор линейной плотности ленты

Номер патента: 956647
Опубликовано: 07.09.1982
Авторы: Бойцов, Ершов, Закорюкин, Павельев, Терехов
МПК: D01H 5/42
Метки: ленты, линейной, плотности, регулятор
...требуемого значения вытяжки производится задатчиком 15 линей ной плотности,Устройство работает следующим образом.Вытяжные ролики, образованные дву Омя парами цилиндров 2 и 3, вращаются от одного электродвигателя технологической (например, чесальной)машины. При этом скорости Ч и ч 1 засчет механических передач устанавливается так, что Н 2 = Е 1 где Е ) 1,В этом случае не возникает проблемыв согласовании скоростей. Лента,заправленная в вытяжной прибор,пропускается через тор 4, Траекториядвижения ленты 1, или разводка.11,меняется в зависимости от высоты Нмежду горизонталью и осью тора 4.Изменение Н происходит так. Допустим,что лента 1, проходящая через вытяжной прибор, имеет в определенный момент времени плотность, раВную требуемой,...
Регулятор линейной плотности ленты

Номер патента: 981471
Опубликовано: 15.12.1982
Авторы: Ершов, Закорюкин, Павельев, Терехов
МПК: D01H 5/42
Метки: ленты, линейной, плотности, регулятор
...соотношение скорос должно быть таким., Ф,=ЕЮ, (2йальная вытяжка на вытяжбез регулирования плотнос торого поступает сигнал с делителя 2частоты. Выход вычитателя 9 через делитель 10 соединен с первым входомсумматора 11, Ко второму входу сумматора подключен выход делителя 2 частоты. Выход сумматора 11 через делитель12 подключен к первому входу компаратора 13, на второй вход которого подключен выход регулируемого делителя 8.Выход компаратора 13 через корректирующее устройство 14 и силовой преобразователь 15 соединен с электродвигателем 16, приводящим во вращение выпускные цилиндры 6 вытяжного прибора.Цифрой 17 обозначена вытягиваемая ленУстройство работает следующим образом.При построении регуляторов линейной плотности...
Система регулирования линейной плотности ленты

Номер патента: 1017746
Опубликовано: 15.05.1983
МПК: D01H 5/42
Метки: ленты, линейной, плотности
...на второй вход которого поступают импульсы от частотного датчика 14 скорости вращения питающих цилиндров 1. Кроме того, выход частотного датчика 14 через инвертор 15 соединен с тактовым входом блока 11 сдвиговых регистров. Частотный датчик 16 скорости вращения выпускных цилиндров 2 через делитель 17 частоты соединен с первым входом частотного компаратора 18, ко второму входу которого подключен регу.- лиоуемый делитель 13. Выход частотного кампаратора 18 через силовой преобразователь 19.соединен с электродвигателем 7 выпускных цилиндров 2.Система работает следующим образом.Для обеспечения выравнивающего действия вытяжного прибора необходимо изменять скорость выпускных цилиндров 2 по сравнению со скоростью питающих цилиндров 1 в...
Устройство автоматического регулирования линейной плотности ленты

Номер патента: 971939
Опубликовано: 07.11.1982
Авторы: Бойцов, Ершов, Закорюкин, Павельев, Терехов
МПК: D01H 5/44
Метки: ленты, линейной, плотности
...позволяют достцчь устацовлс нного уровня заправочшй скорости зы коротко(. Врем 51 и пуск зыт 51 Гивастся до 40 60 сек. Слсдси)ытсльцо, цриемЦс)5 1 ЗРЫ с. ВЬ)Т 5)КЦО)0 ЦРИбОРЗДОСТИГС Т скорости сзп зы лостатсчно большой проме. жуток врсмеци. Однако выпускная пара 3, приводим в движение от цриволно)х лвцГы ГГ.15 4, Оолзда 5 1;ль момс нтом ицср 1(ии,достигает требуемого уровня скорости К.51 д гораздо быстрее. Строгое соответствие скоростей нарущается и лента пойдет в брак./1 ля исключения подобного режима предлагаемое устройство снабжено регулятором 7 скорости, изменк)щим скорость выпускной цыры 3 2) цо закону, определяемому изменением скорости приемной пары 2. 1 ыхогсцсрытор 13 Вырсбс)тыв)ст цацр 5 жение, пропорциональное скорости сс)....
Предыдущий патент: Узел чесания
Следующий патент: Устройство для управления вытяжным прибором
Случайный патент: Устройство для управления процессом осветления жидкости