Способ изготовления форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
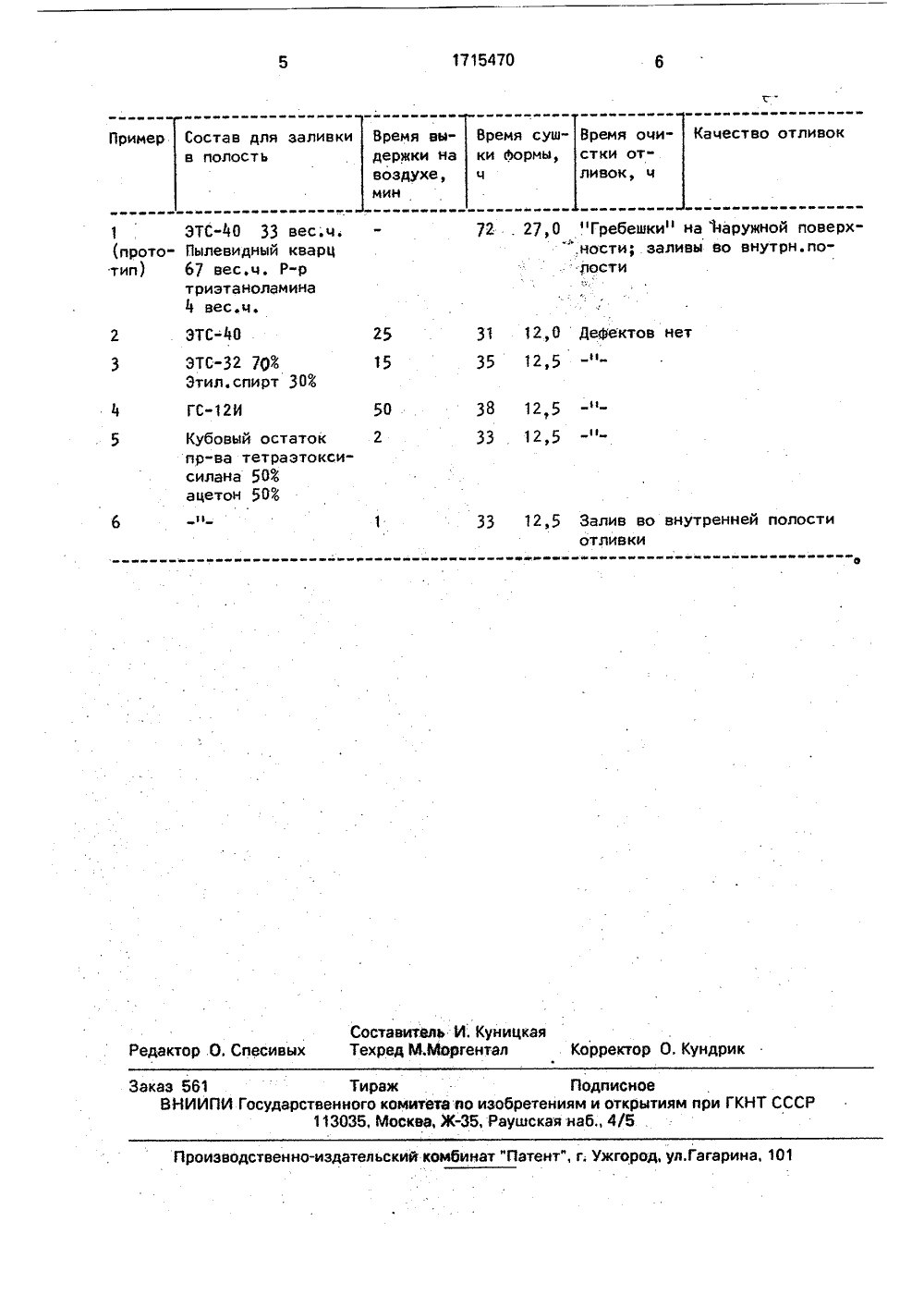
(19) 1)5 В 22 С 9/04 ОСУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИРИ ГКНТ СССР иОПИСАНИЕ ИЗОБ ЕТЕН АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(56) Литье по выплавляемым моделям. /Подред. Я, И. Шкленника и В. А, Озерова. М.;Машиностроение, 1984, с, 239.Патент ГДР В 233314, кл, 31 С 5/01,1962.Авторское свидетельство СССРМ 1192245, кл, В 22 С 9/04, 1984.Авторское свидетельство СССРМ 839654, кл. В 22 С 9/04, 1981,(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПОВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ(57) Изобретение относится к литейномупроизводству, в частности к изготовлению Изобретение относится к литейному производству, в частности к изготовлению литьем по выплавляемым моделям отливок . с глухими протяженными внутренними полостями.Цель изобретения - упрощение технологического процесса изготовления отли-. вок, повышение их качества за счет снижения равностенности формы.Сущность изобретения заключается в том, что эфиры, залитые в протяженную глухую полость, вступают в реакцию с находящимися нам парами воды и кислоты (гидролизуются) и одновременно поглощают находящиеся в полости пары органического растворителя. В месте контакта эфира и непросушенного в полости слоя формы происходят те же процессы - гидролиз за форм по выплавляемым моделям для отливок с протяженными внутренними полостями. Цель изобретения - упрощение технологического процесса, сокращение цикла изготовления отливок, повышение их качества за счет достижения равностенности формы. Сущность технического решения заключается в том, что форму изготавливают путем нанесения слоев суспензии на модель, из обсыпки огнеупорным материалом с последующей сушкой, а после высушивания каждого слоя формы на наружной поверхности модели внутреннюю полость заполняют эфирами ортокремниевой кислоты или их растворами, затем эфиры сливают, а перед нанесением следующего слоя форму выдерживают на воздухе 2 - 50 мин, 1 табл. счет воды, содержащейся в непросушенной форме, растворение паров растворителя - ваааа эфирах, благодаря чему форма отверждается, ЛЗаполнение внутренней полости формы Ь эфирами осуществляют после того, как остальные части формы (эа исключением внут-. С ренней полости) высушены и на них может быть насесен следующий слой. Момент завершения сушки слоя формы на наружнойаааа поверхности модели оценивают опытным путем или определением остаточной влажности образца-свидетеля. Эфиры, слитые из внутренней полости, могут быть многократно повторно использованы, так каких их ре.акционная способность по отношению к воде весьма велика. Выдержка на воздухе в течение 2-50мин необходима для завершения процесса5 10 15 20 25 за 35 40 45 50 55 отверждения внутренних слоев формы,.Нижний предел времени выдержки - дляэфиров с более высокой реакционной способностью (тетраэтоксисилан, кубовые остатки его производства), верхний предел -для более конденсированных эфиров, наи ример этилсиликата, ГСЭ. Уменьшение времени выдержки менее 2 мин можетпривести к размыву формы при нанесениипоследующего слоя, к разрушению формыпри заливке. Увеличение времени выдержки нецелесообразно,Вопрос использования собственно эфиров или их растворов в органических растворителях решается исходя изэкономических соображений.П р и м е р 1 (прототип). Изготовлениеполой тонкостенной отливки с внутреннейполостью глубиной 217 мм, выходящей наповерхность отверстием20 мм.Предварительно изготовили смесь состава: этилсиликат33 вес.чпылевидныйкварц 67 вес.ч., 5 О-ный раствор триэтаноламина 4 вес.ч. Сразу же после смешиваниясмесь залили во внутреннюю полость модели. Через 3 мин смесь пришла в гелеобразное состояние, После этого нанесли пятьслоев суспензии с этилсиликатным связующим. Время сушки каждого слоя в нормальных условиях соответственно: 24; 24; 8; 8; 8ч. Таким образом, общее время сушки 72 ч,т.е, 3 сут,После завершения сушки первого слояна внешней поверхности обнаружены трещины, образовавшиеся в результате излишней продолжительности сушки для этойчасти формы.После завершения процесса изготовления формы из нее удалили выплавлениеммодельный состав, Форму прокалили и залили сталью по общепринятой технологии,Наружную поверхность формы очистили отостатков керамики дробеструйной обработкой, Для удаления остатков керамическойсмеси из внутренней полости потребовалось выщелачивание в 50 ф(,-ном раствореКОН при 142 С в течение 27 ч с периодическим извлечением отливки из ванны и промывкой внутренней полости,Осмотр полученной отливки показал,что на ее наружной поверхности имеются"гребешки", свидетельствующие о растрескивании формы. Во внутренней полостиотливки - залив, полученный из-за размывания стержня, сформированного керамической смесью. П р и м е р 2. Изготовление такой же отливки. На модель нанесли слой суспензии с этилсиликатным связующим того же состава, что по примеру 1. После высушивания слоя формы на наружной стороне модели (время сушки 4 ч, окончание сушки определено по остаточной влажности) во внутреннюю полость залили этилсиликат, тотчас слили его, форму выдержали на воздухе 25 мин, затем нанесли следующий слой суспензии, Все операции повторили 5 раз, Время сушки слоев 4, 6, 7, 7, 7 ч. Таким образом, общее время сушки 31 ч. После высушивания 5 слоя, заполнения внутренней полости этилсиликатом, его слива, выдержки на воздухе в течение 25 мин из формы выплавлением в воде удалили модельный состав. Обжиг формы, очистку отливки от остатков керамики выполняли аналогично примеру 1. Время очистки 12 ч. Таким образом, время изготовления отливки по изобретению сократилось по сравнению с прототипом на 50 Полученная отливка не имела дефектов. Аналогичные результаты получены и в других вариантах выполнения способа, приве-, денных в таблице,Реализация изобретения позволит значительно упростить процесс изготовления сложных отливок с глухими, протяженными, внутренними полостями, сократить время их изготовления, снизить количество брака отливок,Формула изобретения Способ изготовления форм по выплавляемым моделям для получения отливок с протяженными. внутренними полостями, включающий нанесение слоев суспензии на модель, обсыпку каждого слоя огнеупорным материалом и сушку, заполнение протяженных полостей составом, о т л и ч а ю щ и й с я тем, что, с целью упрощения технологического процесса изготовления отливок, повышения их качества эа счет достижения равностенности формы, заполнение протяженных полостей составом осуществляют после высушивания каждого слоя суспензии на наружных поверхностях моделей, при этом в качестве состава используют эфиры ортокремниевой кислоты или их растворы, которые затем сразу выливают, а перед нанесением последующих слоев суспензии производят выдержку Форм на воздухе в течение 2-50 мин.1715470 г. Качество отливок Время очистки отПример Состав для заливки в полостьЗаказ 561 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 . Производственно-издательский комбинат "Патент", г; Ужгород, ул. Гагарина, 101 1 ЭТС"40 33 вес.ч. (прото- Пылевидный кварц тип) 67 вес,ч, Р-ртриэтаноламина 4 вес.ч. Время выдержки навоздухе,мин Время сушки йормы,ч 72 . 27,0 Требешкин на наружной поверх".ности; заливы во внутрн.по- расти 38 12 5Ф33 . 12,5 33 12,5 Залив во внутренней полости отливки
СмотретьЗаявка
4756127, 02.11.1989
МОСКОВСКИЙ АВТОМОБИЛЬНЫЙ ЗАВОД ИМ. И. А. ЛИХАЧЕВА
ЧУЛКОВА АННА ДАВЫДОВНА, МЕЛЬНИКОВ ВЛАДИМИР ВИКТОРОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, моделям, форм
Опубликовано: 28.02.1992
Код ссылки
<a href="https://patents.su/3-1715470-sposob-izgotovleniya-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления форм по выплавляемым моделям</a>
Способ пластики трепанационной полости после общеполостной операции на ухе

Номер патента: 946522
Опубликовано: 30.07.1982
Авторы: Запорощенко, Цыганов
МПК: A61B 17/00
Метки: общеполостной, операции, пластики, полости, после, трепанационной, ухе
....эадней стенки слуховогопрохода с помсщью пазов. Для более.прочной фиксации трансплантаты сваривают в месте соединения с помощью ЗО низкочастотного ультразвука.946522 Формула изобретения Составитель С. МалютинаРедактор Н. Кешеля Техред Т. Маточка Корректор Ю. Макаренко Тираж 714 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 1.13035, Москва, Ж, Раушская наб., д. 4/5Заказ 5387/6 Филиал ППП фПатентф, г. Ужгород, ул. Проектная, 4 Костный полуфабрикат вводят в трепанационную полость и устанавливают таким образом, чтобы трансплантат задней стенки плотно прилегал к оставшейся части задней.костной стенки слухового прохода, сбитой 5 во время общеполостной операции, восполняя таким образом ее дефект,...
Способ определения положения и формы скрытых слоев на кремниевых полупроводниковых подложках с эпитаксиальным слоем
Номер патента: 1277840
Опубликовано: 27.06.1995
Авторы: Прохоров, Романова, Янсон
МПК: H01L 21/306
Метки: кремниевых, подложках, положения, полупроводниковых, скрытых, слоев, слоем, формы, эпитаксиальным
СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ И ФОРМЫ СКРЫТЫХ СЛОЕВ НА КРЕМНИЕВЫХ ПОЛУПРОВОДНИКОВЫХ ПОДЛОЖКАХ С ЭПИТАКСИАЛЬНЫМ СЛОЕМ, включающий химическую обработку, отличающийся тем, что, с целью упрощения способа, повышения точности и увеличения используемой площади кристалла, химическую обработку проводят путем анодирования поверхности до образования окрашенных слоев пористого кремния или двуокиси кремния, по разности окраски которых определяют проекцию скрытых слоев на поверхность эпитаксиального слоя.
Установка для сушки автомобилей после мойки

Номер патента: 564988
Опубликовано: 15.07.1977
Авторы: Василевский, Онищенко
МПК: B60S 3/04
Метки: автомобилей, мойки, после, сушки
...электросхема управления приводом изменения положения вентилятора.Установка состоит из осевого вентилятора1, жестко соединенного с насадком 2, образу ющих агрегат, укрепленный на шарнире 3 исоединенный с пневмоприводом 4. После вентилятора (по ходу движения автомобиля 5) установлен фотоэлемент 6. Фотоэлемент установлен так, что падающий на него луч света не 15 пересекается капотом и крыпкой багажникаавтомобиля 5 и не засвечивается через стекло автомобиля. В исходном положении насадок 2 вентиля 2 о тора 1 расположен так, что воздушная струянаправлена навстречу автомобилю 5, перемещающемуся по стрелке А. Когда половина длины автомобиля проходит под вентилятором, кабина автомобиля затеняет фотоэлемент 6, после чего свет от лампы 7 на него пе...
Связующее для изготовления литейных стержней и форм, отверждаемых тепловой сушкой

Номер патента: 900931
Опубликовано: 30.01.1982
Авторы: Бородин, Ворошилова, Мельников, Мошошина, Скоков, Типикин
МПК: B22C 1/24
Метки: литейных, отверждаемых, связующее, стержней, сушкой, тепловой, форм
...масложирового гудрона черно- хлопкового масла, сиккатива и уайт- спирита в течение 20-40 мин при темпе.ратуре окружающей среды. 10Масложировой гудрон чернохлопкового масла - отход дистилляции жирных кислот черных хлопковых масел с иодным числом не менее 101 и кислотным числом не более 90 мг КОН/г. 15 В качестве сиккатива предпочтительно использовать технические продукты Нф(ГОСТ-73) или 64 б (ТУ 6-10-1351-78). При содержании 20 масложирового гидрона чернохлопкового масла в составе связующего ниже нижнего предела снижается прочность в сухом состоянии, возрастает выше верхнего предела в нежелательной степени, повышаются вязкость и температура застывания связующего. Содержание ингредиентов в связующих, вес.% Известное Ингредиенты 1 2...
Устройство для сохранения просвета барабанной полости после ее хирургического восстановления

Номер патента: 1263244
Опубликовано: 15.10.1986
МПК: A61F 11/00
Метки: барабанной, восстановления, полости, после, просвета, сохранения, хирургического
...сращений между барабанной перепонкой 5 поме шают трубку 2.Толщина прокладки 0,01 - 0,05 мм и площадь 1 О,ОК 7,0 мм, длина трубки 250 мм при наружном диаметре 1,4 - 1,0 мм и внутреннем 1,2 - 0,75 мм. Через просвет трубки удаляют раневые выделения из барабан 20 ной полости, вводят в барабанную полость растворы лекарственных препаратов, воздух.Удаляют устройство (прокладку и трубку) путем тракции за конец трубки без дополнительной операции. Стерилизацию устройст ва осуществляют кипячением в течение 40 мин.Пример. Больной С., 44 лет, диагноз: правосторонний адгезивный отит, отсутствует воздухоносная барабанная полость, тугоухоть тяжелой степени. Под местным обез- ЗО боливанием через наружный слуховой проход отсепаровывают приросшую к...
Предыдущий патент: Литейная оснастка
Следующий патент: Способ получение слитков полуспокойной стали
Случайный патент: Способ первичной хирургической обработки проникающих ранений роговицы и склеры с выпадением радужки