Способ изготовления точных труб и профилей из труднодеформируемых металлов и сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
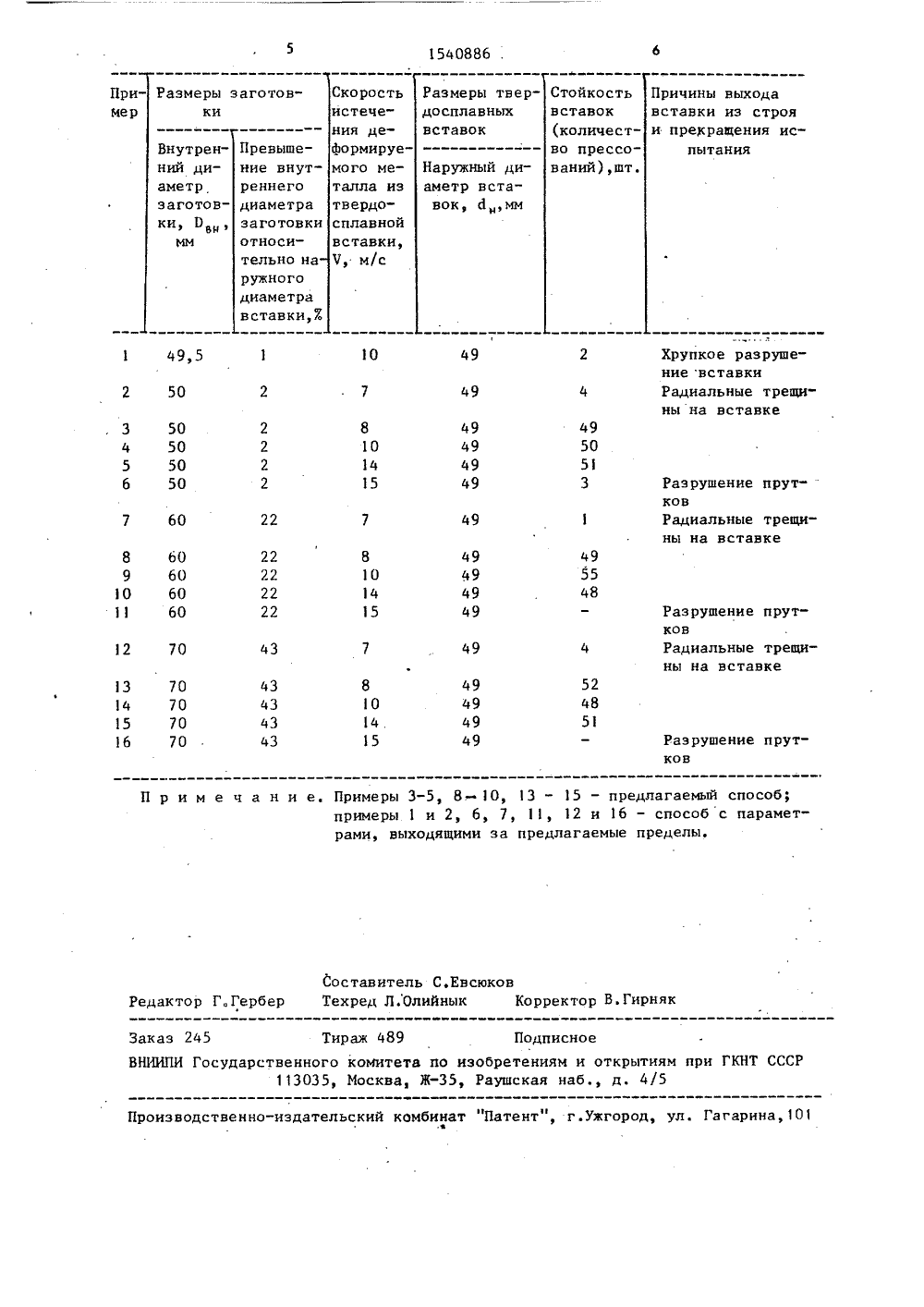
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 6 ЫБ";ОГ з ОПИСАН БРЕТЕНИЯ ВТОРСНОМУ СВИДЕТЕЛЬ.И.Рынчи,088.8) той сок ей м тве из н тал дпя обработк условиях выс ких удельных ВНИИТС. Руко тема - 3545/ нием в мет ов давл ператур ий, Отче 3.А. Го 1965,ысоНИР их те авл берг,водител 4, - М,бработ Изобретениееталлов давлен относится к ем и можетполучения то диамет греваю быть исчных трруемых польэовано дляи профилей .из тметаллов и спла днодеформв.ния являе овь Целью иэобрешение стойкостивок. таердосплавнь тся следующим Способ осушествл образом. Попую заготовкуруемого металла, в з труднодеформи тренний диаметр ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРМГИЯМПРИ ПНТ СССР(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТОЧНЫХ ТРУБИ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХМЕТАЛЛОВ И СПЛАВОВ(57) Изобретение относится к обработке металлов давлением и может бытьиспользовано для получения точныхтруб и профилей иэ труднодеформируемых металлов и сплавов. Цель изобретения - повышение стойкости твердосплавных вставок. Полую заготовку изтруднодеформируемого металла, внутренний диаметр которой больше наружного диаметра твердосплавной вставкина 2-43 Е, прессуют со скоростью истечения деформируемого металла 8-14 м/сЭто позволяет исключить динамическийудар с повьшенным начальным кратковременным удельным давлением в зонерабочего конуса вставки в начальныймомент прессования, а также длительный контакт нагретого до высоких температур металла с матричной вставкой . 1 табл рой выполнен больше наружногора твердосплавной вставки, нат в проходной индукционной печи. Перед прессованием на поверхность нагретой заготовки обкаткой наносят стеклосмаэку Прессование полой заготовки на готовый размер производят на гидравлическом прессе через матрицу с размещенной в ней твердосплавной вставкой. Готовое изделие (труба пруток и т.п.) подвергают термообработке с целью придания ей требуемыхмеханических свойств, после чего производят правку.При этом внутренний диаметр заготовки выполняют больше наружного ди 5 аметра твердосплавной вставки на 2- 43%,. а скорость истечения деформируемого металла составляет 8-14 м/с.Прессование на гидравлических прессах полой заготовки,.внутренний ди аметр которой выполнен больше наружного диаметра вставки менее, чем на 2% приводил к хрупкому разрушению вставок, Выполнение внутреннего диаметра заготовки больше наружного ди аметра вставки более, чем на 43% практически нецелесообразно, так как приводит к потере металла из-за повышения удельного веса пресс-остатка.Если скорость истечения деформи руемого металла из внутреннего диаметра вставки меньше 8 м/с, то на вставках появлялись радиальные трещины, а если скорость истечения более 14 м/с - это приводило к перегре ву металла в очаге деформации выше температурного интервала максимальной пластичности и разрушению труб и профилей. Результаты испытаний приведены в таблице. 30П р и м е рПрессование прутков диаметром 25 мм производили на горизонтальном гидравлическом прессе усилием 2000 тс из контейнера диаметром 155 мм через матрицу с размещенной в ней твердосплавной калибрующей вставкой. Вставки изготавливались из сплава марки ВК, наружным диаметром 49 мм и внутренним 25 мм. и запрессовывались в матрицу из стали 4 Х 5 В 2 ФС с натягом 0,1-0,3 мм.Скорость истечения деформируемого металла из твердосплавной вставки составляла 10 м/с.Изготовленные на готовый размер 25мм биметаллические прутки подвергали термообработке по режиму: нагрев до 800 С, выдержка 5 ч, охлаждение до 720 С со скоростью 10 град/ч, выдержка 2 ч, охлаждение до 550 С со скоростью 10 град/ч, после чего производили правку на машине РПМЭХ 600.Стойкость вставок (количество прессования) определяли путем визуального осмотра их и отбором образцов прутков для измерения наружного диаметра, характеризующего также стойкость вставок.формула и з о б р е т е н и н Способ изготовления точных труб и профилей из труднодеформируемых ме таллов и сплавов, включающий горячее прессование полой заготовки через матрицу с одновременным калиброванием ее в твердосплавной вставке, размещенной в матрице, о т л и ч а ющ и й с я тем, что, с целью повышения стойкости твердосплавных вставок, внутренний диаметр заготовки выполняют больше наружного диаметра твердосплавной вставки на 2-43%, а скорость истечения деформируемого металла составляет 8 - 14 м/с.1540886 Размеры твердосплавныхвставок СкоростьистечеПри- Размеры заготовмер ки ния деформируемого металла из твердо- сплавной относительно на вставки,7, м/с 10 49 1 49,52 50 49 22 49 7 60 49 55 48 49 43 12 70 52 48 51 Разрушение прутков П р и м е ч а н и е. Примеры 3-5, 8- 10, 13 - 15 - предлагаемый способ;примеры 1 и 2, 6, 7, 11, 12 и 16 - способ с параметрами, выходящими за предлагаемые пределы. Составитель С.ЕвсюковРедактор Г,Гербер Техред Л.Олийнык Корректор В.Гирняк Заказ 245 Тираж 489 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина,10 Внутренний диаметр, заготовВ цдЭ мм 3 50 4 50 5 50 6 50 8 60 9 60 10 60 11 60 13 70 14 70 15 70 16 70 Превышение внутреннего диаметразаготовки ружногодиаметравставки,Е 22 22 22 22 43 43 43 43 8101415 8101415 8 О 14 15 Наружный диаметр вставок, Й,мм 49 49 49 49 49 49 49 49 49 49 49 49 Стойкостьвставок(количество прессований),шт,4950513 Причины выхода вставки из строя и прекращения ис- пытания Хрупкое разрушение вставкиРадиальные трещины на вставке Разрушение прутковРадиальные трещины на вставке Разрушение прутковРадиальные трещины на вставке
СмотретьЗаявка
4382639, 05.01.1988
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ТРУБНОЙ ПРОМЫШЛЕННОСТИ
БУЙНОВСКИЙ АНАТОЛИЙ МИХАЙЛОВИЧ, ОСТРЕНКО ВИКТОР ЯКОВЛЕВИЧ, ЧЕРНЕНКО АНДРЕЙ ИОСИФОВИЧ, РЯБИКОВ НИКОЛАЙ ВАЛЕНТИНОВИЧ, МЕЛИКОВ ВИКТОР НИКОЛАЕВИЧ, ЧЕНЦОВ ВИКТОР ПЕТРОВИЧ, ЕВТЕЕВ ОЛЕГ НИКОЛАЕВИЧ, РЫННОВ АЛЕКСАНДР ИВАНОВИЧ, ВАЩЕНКО ЮРИЙ ИГНАТЬЕВИЧ, СОСНИЦКИЙ ЯКОВ АРОНОВИЧ, ЧУКМАСОВ АЛЕКСАНДР СЕРГЕЕВИЧ, ЧЕПУРКО МИХАИЛ ИВАНОВИЧ, ПИСКУНОВ ЮРИЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B21C 23/08
Метки: металлов, профилей, сплавов, точных, труб, труднодеформируемых
Опубликовано: 07.02.1990
Код ссылки
<a href="https://patents.su/3-1540886-sposob-izgotovleniya-tochnykh-trub-i-profilejj-iz-trudnodeformiruemykh-metallov-i-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления точных труб и профилей из труднодеформируемых металлов и сплавов</a>
Породоразрушающая твердосплавная вставка

Номер патента: 977681
Опубликовано: 30.11.1982
Авторы: Зубарев, Линдо, Матвеев, Рыжиков, Саркисьянц
МПК: E21B 10/50
Метки: вставка, породоразрушающая, твердосплавная
...соотношения:.(0,5 П-Ьз 1 у С 90 -Э 4),эмап (у г,.)где П ;.диаметр вставки, мм;Ь. - высота конусной рабочейчасти, мм;2- угол при вершине вставки,град еНа фиг. 1 изображена предлагаемая /вставка; на Фиг. 2 - схема определе 3 977681(05 Р-Л 1 д ) 1 д(90 - )йЗ 1 П7Таким образом, для каждого заданного сочетания параметров получают конкретные величины высоты Л и радиуса К спрягающей дуги.,Так, например, для одношарошечных долот диаметра 244,5 мм желательно иметь вставку с 0 = 20 мм, Лъ = 7 мм 40 ния радиуса переходной поверхности.Породоразрушающая твердосплавная вставка состоит из конусной рабочей части 1 с высотой Л.3, равной максимально допустимому износу, Практи ка бурения показывает, что износ вставок по высоте более чем на 3-7) мм...
Машина для контактной стыковой сварки труб большого диаметра

Номер патента: 977124
Опубликовано: 30.11.1982
Авторы: Баранов, Винклер, Дерментли, Зайцев, Зиневич, Крупман, Лейбман, Лифшиц, Сидоренко, Тетельбаум, Фартушной, Шклянов
МПК: B23K 11/04
Метки: большого, диаметра, контактной, сварки, стыковой, труб
...к токоподводам 2 и охватывающий свариваемые трубы 3 и 4 снаружи.Сварочный трансформатор 1 выполнен в виде отдельных сварочных трансформаторов 8, равномерно закрепленных по окружности на кольцевом разъемном по горизон 5 1 о 15 ю 25 Внутри зажимных башмаков 33 с помошью сферических подпятников 34 и разрезных втулок 35 закреплены одним из свозо их сферических концов толкатели 36, которые вторыми концами аналогично зажимным башмакам закреплены в корпусах 37 и 38 гидроцилиндров 39 и 40 зажатия свариваемых труб 3 и 4, которые размешены в отверстиях цилиндрических корпусов 30 и 31 с возможностью осевого перемегцения, а токи 41 и 42 гидроцилиндров 39 и 40 зажатия смонтированы неподвижно на упомянутых цилиндрических корпусах 30 и 31....
Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла

Номер патента: 1105479
Опубликовано: 30.07.1984
Авторы: Алексеев, Максимов, Тигонен, Фрейман
МПК: C03B 20/00
Метки: большого, высококремнеземистого, вытягивания, диаметра, кварцевого, расплавов, стекла, труб
...тросы,13,зацепленные за фланцы штанг, и ролики 14. Тросы от всех штанг, перекинутые через систему роликов (непоказана) скрепляются в один общийтрос, подтягивание которого обеспечивает одновременное движениештанг 9 в направлении зоны формования трубы,Сборка плавильного тигля осуществляется в следующем порядке.В корпус 15 тигля, имеющий трубчатый элемент 16 с полостью 17,соосной с тиглем, помещается предназначенный для перетягивания втрубу блок 18 стекла, после чего вв трубчатом элементе 16 закрепляется формующий пуансон 19, имеющийосевое отверстие 20, с калибром21. На калибр одевается съемныйчехол 22 с выступом 23, Чехол удерживается на калибре с помощью стопорного стержня 24. Последний вставляется в корпус тигля дюза 25.В верхнюю...
Железобетонная напорная труба большого диаметра и способ ее изготовления

Номер патента: 1135957
Опубликовано: 23.01.1985
Авторы: Минибаев, Слисков, Хрипунов, Ционский, Шевеленко
МПК: F16L 9/08
Метки: большого, диаметра, железобетонная, напорная, труба
...6 слоями бетона. Причем подцилиндровый слой бетона защищает полностью от коррозии внутреннюю поверх-. ность стального втулочного концевого элемента, а надцилиндровый слой бетона выполняет такую же функцию, но для наружной поверхности раструбного концевого элемента. Подцилиндровый слой на длине 0,95- 0,97 длины трубы выполнен из тяжелого бетона, а оставшаяся часть трубы, т.е, втулочная, изготовлена из фибробетона 7. В качестве фибры могут быть использованы стальные, стеклянные нити, металлические стружки, крошки корда и др. волокна. Поверх сердечника трубы навита с напряжением спиральная арматура 8, создающая его обжатие, Арматура защищена антикоррозионным покрытием 9, например песчаным бетоном.Изготовление напорной трубы большого...
Твердосплавная вставка

Номер патента: 1470928
Опубликовано: 07.04.1989
Авторы: Думкин, Лавренов, Митюшин, Питерский, Шанин
МПК: E21B 10/46
Метки: вставка, твердосплавная
...2 с режущей кромкой 3 и боковыми торцами 4, соединенную с хвостовиком 1 усеченнымобратным конусом 5 с широкими 6 и уз кими 7 гранями, узел фиксации от проворота в виде продольных гофр 8,которые расположены на обратном конусе 5 со стороны боковых торцов 4 рабочей головки 2, Длина режущей кромки 3 больше, чем диаметр хвостовика1, что обеспечивает надежное крепление вставок благодаря гофрированным участкам 8, которые врезаются встенки отверстий 9 диска 10. При 30этом, благодаря ориентации гофрированных участков 8 вдоль оси симметрии диска 10, деформация стенок отверстий 9 не ослабляет диск 10.Кроме того, этому способствует и усеченный обратный конус 5, так какблагодаря этому обеспечивается достаточная толщина стенок диска 10 длянадежной...
Предыдущий патент: Устройство для деформации труб со ступенчатой внутренней поверхностью
Следующий патент: Устройство для прессования труб
Случайный патент: Библиотека