Способ изготовления образца для испытания сварных труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
/О САН ТЕНИЯ Нф 4ехнический В,Н,Дубров(088.8)тельство СССРЮ 3/08, 1984.в,/Под ред, .ургия, 1967,Б ИЗГОТОВЛЕНИЯ ОБРАЗСВАРНЫХ ТРУБ с 57) И еским бретение относит к мех труб и отрасл етенияайх пытаниям сварныхнение в различиоения. Цель изо ет ин ГОСУДАРСТНЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР А ВТОРИЧНОМУ СВИДЕТЕЛЬСТВУ(54) СПОСОИСПЫТАНИЯ Изобретение относится к механическим испытаниям сварных соединений и может быть использовано приотработке технологии сварки трубчатых элементов конструкции.Цель изобретения - расширениетехнологических возможностей засчет обеспечения возможности испы. тания материала сварной трубы в условиях циклического растяжения-сжатия при нагружении трубы кручением,а также обеспечение возможностисравнительной оценки сопротивленияразличных структурных зон сварнойтрубы,На чертеже представлена схемаиспытаний,расширение технологических возможностей. В стенках трубы сверлят отверстия, располагая их в вершинахпрямоугольных равнобедренных треугольников, гипотенузы которых параллельны или перпендикулярны образующейповерхности трубы, Перемычки металламежду отверстиями совпадают по направлению с векторами главных нормальныхнапряжений в стенке при кручении трубы. Помещая отверстия вне шва и вшве, обеспечивают воэможность испытания и сравнительной оценки сопротивления металла шва и других структурных эон сварного соединения в трубе.Такая схема сверления отверстий позволяет обеспечить возможность испытывать металл трубы на прочность прирастяжении-сжатии в условиях нагружения способом кручения. 1 ил. После выполнения кольцевогосварного стыкового шва 1 в трубязаготовках 2 выполняют отверстия Отверстия 3 сверлят в вершинах:прямоугольных равнобедренных треу- ф гольников с гипотенузами, параллель- СД ными или перпендикулярными относительно образующей поверхности трубы,Отверстия 3 сверлят по предварительной разметке. Центры отверстий размещают таким образом, чтобы образовать между отверстиями объемы металла, охватывающие именно те зоны соединения, которые планируют испытать при последующем нагружении готового образца. Края отверстий закругляютлюбым из известных способов, например, электрохимическим полированием.Кроме того, отверстия сверлят в различных точках поверхности в преде 5 лах рабочей части образца, смещая их вдоль оси шва и поперек нее, в шве и вне шва.При нагружении испытуемого трубНого образца циклическим кручением в объеме стенки трубы возникает циклическое напряженное состояние с Главными напряжениями растяжения 1 жатия, векторы которых ориентированы йод углом 45 к образующей поверхнос ти трубы. Таким образом, возможность использования такого простого способа йагружения, как циклическое кручение, для создания напряжений растяжения- сжатия в испытуемых объемах стенки трубы, определяется геометрией рабочих сечений образца, Располагая сверления в вершинах равнобедренного прямоугольного треугольника при изготовлении трубного образца, образуют рабочие участки образца в виде перемычек переменного сечения между отверстиями.Оси этих перемычек будут оривнтированы под углом 45, к образующей поверхности трубы, т.е, по направлеНиям действия главных напряжений при последующем нагружении образца кручения. Смещая отверстия за пределы металла собственно сварного шва, образуют рабочие перемычки сорокапятиградусной ориентации, имеющие поперечные сечения в околошовной зоне и на линии сплавления и т,д. При последующем испытании разрушение пойдет предпочтительнее между сверлениями, выполненными в самой слабой структурной зоне, Этим открывается воэможность оценить сравнительное сопротивление различных структурных эон сварной. трубы, а не только шва.П р и м е р. Способ изготовления образца проверили на конкретном примере: изготовили несколько образ- цов из сварной трубы: сваривали аргонодуговым способом трубные заготовки из стали ЗОХГСА, диаметром 22 мм при толщине стенки 1,5 мм.Сварные трубки резали на участки длиной 150 мм. Шов выполняли поприсадке иэ малоуглеродистой прово локи диаметром 1,8 мм. Усиления шва удалялись точением изнутри трубы и снаружи. Иесто положения шва перед разметкой отверстий фиксировали травлением металла раствором азотной кислоты, Отверстия диаметром 3 мм сверлили так, что опи оказались в вершинах прямоугольных равнобедренных треугольников с гипотенузой, перпендикулярной образующей поверхности трубы, Длина катетов в треугольниках при разметке 8 мм. Наименьшая ширина в перемычках между отверстиями составила всюду 4 мм, Отверстия расположили и вне металла шва так, что при последующем нагружении образца деформации растяжения- сжатия одинаковой величины проходили и в металле шва, и в околошовной зоне, и в основном металле, Испытания образцов проводили циклическим кручением на установке-тораторе при частоте 150 Гц. После 80 тыс,циклов появилась трещина в околошовной зоне сварного соединения. Этим подтвердили возможность испытания образца, изготовленного по новому способу. Образец, изготовленный по известному способу, не дал трещины ни в одной из перемычек в металле шва при той же амплитуде колебаний даже через 15 к к 10 циклов.6Таким образом, способ изготовления образца дает преимущество сравнительно с известными: обеспечивает возможность испытания сварной трубы растяжением-сжатием при нагружении образца простым способом-кручением, с определением зоны наименьшего сопротивления.Формула изобретения1, Способ изготовления образца для испытания сварных труб, включающий сварку заготовок и последующее формирование рабочего сечения сверлепием отверстий в стенках трубы, о т л и ч а ю щ и й с я тем что, с целью расширения технологических возможностей путем обеспечения испытаний материала циклическим растяжением-сжатием за счет использования крутильных колебаний, отверстия сверлят в вершинах прямоугольных равнобедренных треугольников с гипотенузами, параллельными или нормальными образующей поверхности трубы,2. Способ по п. 1, о т л и ч а - ю щ и Й с я тем, что, с целью обеспечения сравнительной оценки сопро515390256тивлений различных структурных зон талле шва и в зонах, прилегающих ксварной трубы, отверстия сверлят в ме- сварному шву,Составитель Л.Назаровадактор М.Товтин Техред Л,Сердюкова Корректор В.Гири Подписное твенно 11303 и ГКНТ СССР ям и открытиям наб., д. 4/5 Ужгород, ул. Гагарина, 1 оизводственно-издательский комбинат Патент Заказ 182НИИПИ Госуд Тираж 621комитета по изобрете Москва, Ж, Раушск
СмотретьЗаявка
4428346, 23.05.1988
КИРОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ВАСИЛЕВИЧ ДМИТРИЙ ИВАНОВИЧ, ДУБРОВ ВАЛЕРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B23K 28/00
Метки: испытания, образца, сварных, труб
Опубликовано: 30.01.1990
Код ссылки
<a href="https://patents.su/3-1539025-sposob-izgotovleniya-obrazca-dlya-ispytaniya-svarnykh-trub.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления образца для испытания сварных труб</a>
Устройство для крепления полых образцов с головками при испытании в условиях комбинированного нагружения

Номер патента: 1035457
Опубликовано: 15.08.1983
МПК: G01N 3/04
Метки: головками, испытании, комбинированного, крепления, нагружения, образцов, полых, условиях
...с головками при испытании в условиях комбинированного нагружения со держащее корпус с цилиндрической посадочной полостью для образца и зажимные детали с крепежными элементами,причем крепежный элемент выполненв виде гайки с наружной и внутреннейрезьбой 1,23ЗООднако у этого устройства недоста"точная надежность крепления образцаи ограниченный диапазон испытательных нагрузок, прикладываемых к образцу,обусловленный возможностью ослаблениязкрепления образца при знакопеременномосевом нагружении и одновременномприложении крутящего момента иэ-заотворачивания гайки,Цель изобретения - повышение надежности крепления образца,Указананя цель достигается тем,что в устройстве для крепления полыхобразцов с головками при испытании,в условиях...
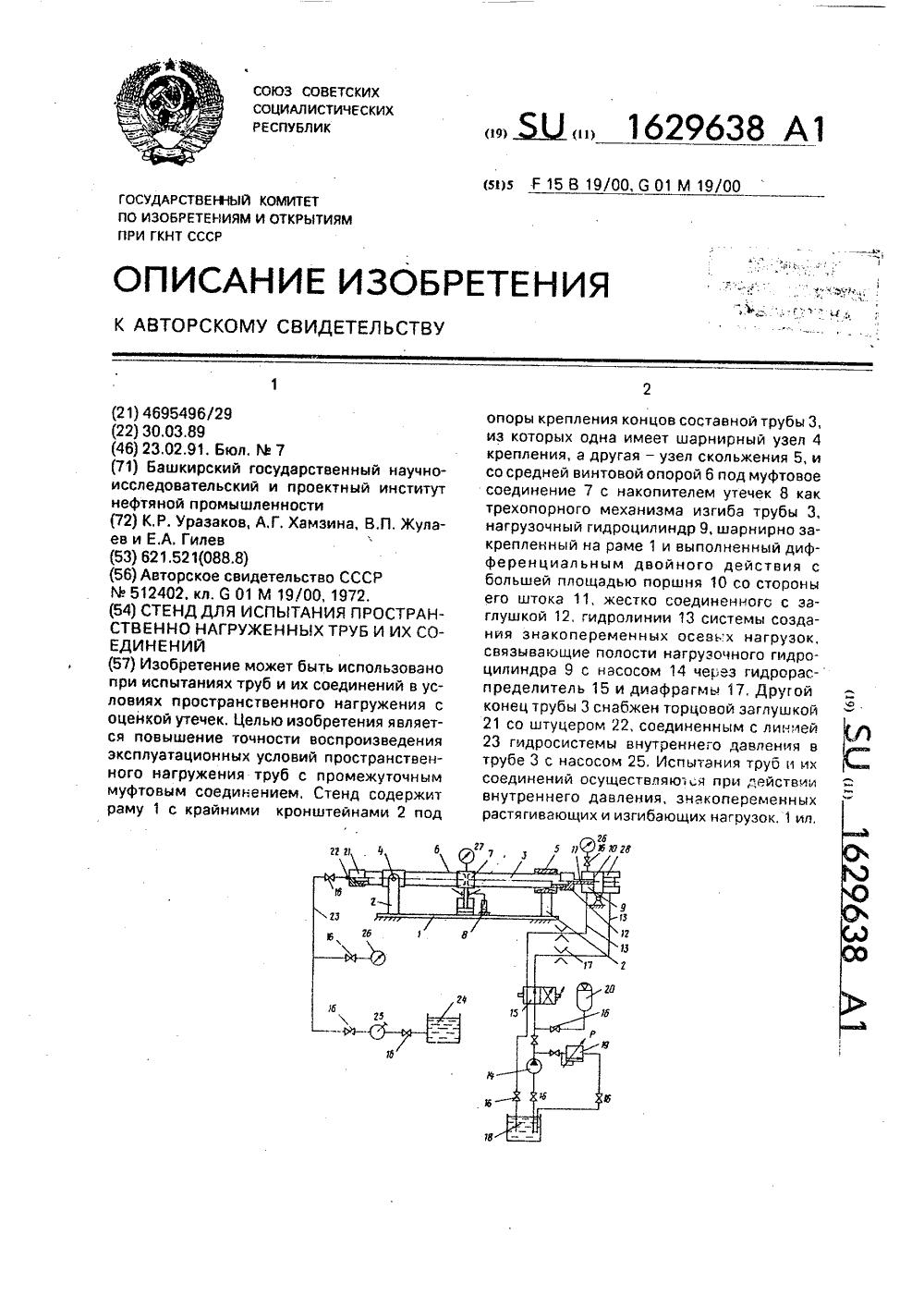
Стенд для испытания пространственно нагруженных труб и их соединений
Номер патента: 1629638
Опубликовано: 23.02.1991
Авторы: Гилев, Жулаев, Уразаков, Хамзина
МПК: F15B 19/00, G01M 19/00
Метки: испытания, нагруженных, пространственно, соединений, стенд, труб
...торцовой заглушкой 21 со штуцером 22, соединенным с линией 23 гидросистемы создания внутреннего давления в трубе 3, включающей емкость 24, насос 25 с ручным или электромеханическим приводом, вентили 16 и манометр 26, Последний также установлен в штоковой полости нагрузочного гидроцилиндра 9. Прогиб трубы 3 в зоне муфты 7 контролируется индикатором 27 перемещений.Стенд для испытания пространственно нагруженных труб и их соединений работает следующим образом,Испытуемый образец составной трубы 3 с муфтовым соединением 7 устанавливается шарнирно на узле 4 с возможностью углового смещения в плоскости опор 2 и действия изгибающего момента и на узле 5 с возможностью осевого смещения конца трубы 3 относительно опоры 2, Насосом 25 из...
Способ изготовления труб без шва из полой болванки

Номер патента: 15605
Опубликовано: 30.06.1930
МПК: B21B 19/06, B21B 19/14, B21B 25/02, B21B 31/24, B21B 31/30
Метки: болванки, полой, труб, шва
...болванки при помощи втулок 12 с внутренней нарезкой, приводимых во вращение зубчатыми колесами 13. Вальцы приводятся в движение при помощи конических зубчатых ф колес 15 и 16, насаженных на валы 14и оси вальцов.Внутренние вальцы 2, 4, 6 и 8 поме"щены на втулках 17, установленных пе редвижными в радиальном направлении в средней головке 18, укрепленной на вертикальной трубе. При помощи клина 19, перемещаемого вниз передвижным стержнем 21, получающим свое движейие от зубчатого колеса 20, вальцы 2, 4, 6 и 8 могут быть выдвигаемы внаружу по мере того, как труба уширяется.Пары вальцов расположены друг за дру.гом ступенчато, так что сначала действуют на полую болванку 1 вальцы 2 - 3, затем 4 - 5, 6 - 7 и в заключение 8 - 9. Таким...
Способ герметизации образцов породы при фильтрационных испытаниях

Номер патента: 1583800
Опубликовано: 07.08.1990
Авторы: Артемов, Берестнев, Шевченко
МПК: G01N 15/08
Метки: герметизации, испытаниях, образцов, породы, фильтрационных
...при высокойтемпературе. С зтой целью в качествеуплотняющего материала используютсоли шелочных или щелочноземельныхметалловнли смеси указанных солейс маршалитом и, воздействуя давлением, переводят их в текучее состояние. 1 ил,В цилиндрическую камеру кернодержателей 1 соосно устанавливают керн, файф фиксируют его между подвижным 2 и О неподвижным 3 днищами, а пространст- Яб во между керном и стенками кернодер-(ф жателя заполняют термостойким пластин- Я) чатым материалом, например порошком1соли щелочного или щелочноземелъного металла 1.1 С 1, КС 1, СаС 1, М 8 С 1, :аС 1.Указанные соли имеют температуруплавления 613-800 С.Винтовой пресс 4,воздействуя на пружинящее устройство 5, подвижноеднище 2, перфорированный диск 8 и уп- фф...
Устройство для крепления образцов с головками при испытаниях на растяжение

Номер патента: 1629793
Опубликовано: 23.02.1991
Автор: Орлова
МПК: G01N 3/04
Метки: головками, испытаниях, крепления, образцов, растяжение
...связана с направляющими 2планками 18, на которых жестко Аиксирована винтами 19, размещенными впазах 20 скобы, и имеет возможностьпериодически взаимодействовать сгнездами 21, выполненными в каретках 15 и расположенными диаметральноотносительно соответствующей шарнирной тяги 16. Для перемещения стопораможет быть использован привод (непоказан)Устройство работает следующим образом,Перед загрузкой образцы 9 в устройство П-обрзную скобу 1 выводят изгнезд 21 кареток 15. Затем приводом(не показан) перемещают каретки 15вдоль соответствующих полукорпусов5, 6 устройстьа. При этом.ползуны 14связанные шарнирно тягами 16 с карет"ками, геремещаются по направляющимпазам 12 рычагов 11. При достиженииполэунами упоров 13 (торцов пазов 12)рычаги...
Предыдущий патент: Устройство для сжатия деталей при диффузионной сварке
Следующий патент: Способ создания системы внутренних трещиноподобных дефектов
Случайный патент: Устройство для перемещения элементов конструкций в запыленной окружающей среде