Способ осадки заготовок из труднодеформируемых материалов и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
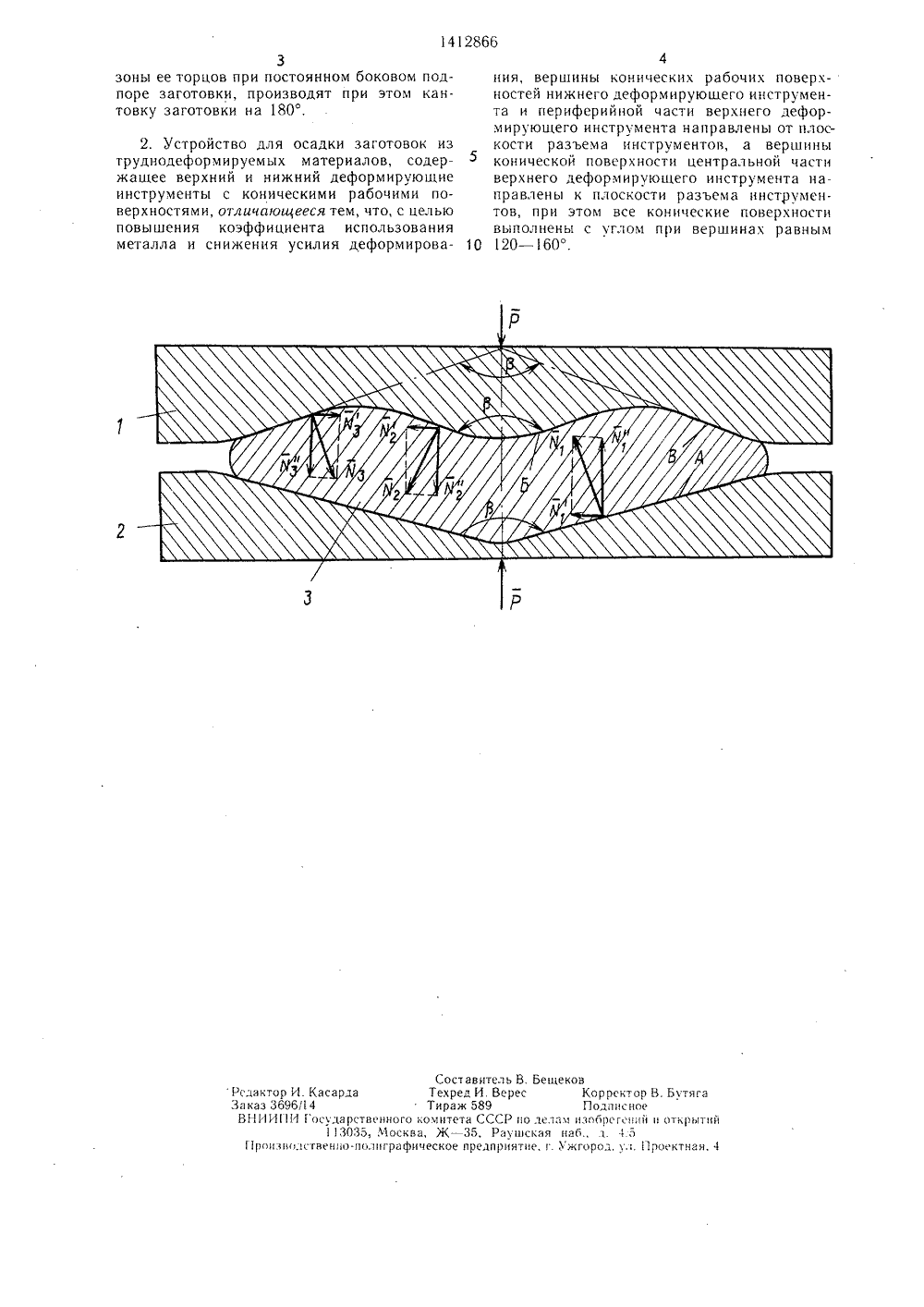
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИК 141286 В 21150 ОПИСАНИЕ ИЗОБРЕТЕНИ л. 28 ,А.П.МВ. Ширяе . Г. Яйле аксимов,в, А, Н. Гусаров,нко и В. В. Косидетельство СССР.1 5/00, 1980. ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИ ВТОРСКОМУ СВИДЕТЕЛЬСТВ(54) СПОСОБ ОСАДКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к обработке металлов давлением, в частности к способам обработки труднодеформированных материалов. Цель изобретения - повышение коэффициента использования металла и снижение усилия деформирования. При осадке заготовок после каждого обжатия проводят смену выпуклости и вогнутости центральной зоны ее торцов при постоянном боковом подпоре заготовки. При этом производят кантовку заготовки на 180, применяя инструменты с коническими рабочими поверхностями с разнонаправленными вершинами конических поверхностей, углы которых выполнены в пределах 120 - 160. 2 с. и. ф-лы, 1 ил.Формула изобретения 50 55 Изобретение относится к обработке металлов давлением и может быть использовано при осадке заготовок из труднодеформируемых металлов и сплавов, в том числе на алюминиевой основе,Цель изобретения - повышение коэф. фициента использования металла и снижение усилия деформирования.На чертеже изображено устройство для осуществления способа.Устройство состоит из верхнего деформирующего инструмента 1 и нижнего деформирующего инструмента 2. Нижний деформируюший инструмент выполнен с одной конической поверхностью А. Верхний деформирующий инструмент выполнен с двумя коническими поверхностями Б и В. Угол при вершине всех конических поверхностей одинаков. Диаметр основания центральной конической поверхности верхнего деформирующего инструмента равен начальному диаметру заготовки.Осадку осуществляют следующим образом,Заготовку 3 устанавливают на нижний деформируюший инструмент 2, коническая поверхность которого способствует ее устойчивому положению. Со стороны верхнего деформирующего инструмента действует усилие Р, под действием которого происходит деформация. Во время деформации на заготовку со стороны поверхности А действует усилие Мь которое можно разложить на горизонтальную М и вертикальную Ф составляющие. Со стороны поверхности Б на заготовку действует усилие Мз, которое можно разложить на горизонтальную Из и вертикальную Мз составляющие. Со стороны поверхности В на заготовку действует усилие Мз, которое можно разложить на горизонтальную М, и вертикальную Нз" составляющие.Горизонтальные составляющие % и Из создают подпор течению металла в диаметральном направлении и тем самым препятствуют образованию трещин на ее боковых поверхностях. Горизонтальная составляющая Мз способствует течению металла в диаметральном направлении и тем самым снижает усилие деформации. После кантовки на 180 и последующей деформации происходит выгибание центральной зоны заготовки в противоположную сторону, т. е, получают комбинированную схему деформации сжатие-изгиб.Пример. Изготовляют бойки в соответствии с предлагаемым способом с углами при вершинах конических поверхностей 115,20, 140, 160 и 165. Испытания проводят на заготовках Я 50 мм и высотой 100 мм из стали ЖС 6-К. Величина обжатия заготовки между кантовками составляет: 0,04, 0,05, 0,10, 0,15, 0,16 и 0,20 ее текущей высоты.Выравнивание торцовых поверхностей производят на плоских бокках. Общая вели 5 1 О 15 20 25 30 35 40 45 чина относительной деформации составляет 0,60.В результате осмотра осаженных заготовок и анализа макро- и микроструктуры установлено, что прк осадке с величиной обжатия заготовки между кантовками 0,04 ее текущей высоты происходит резкий рост зерна; при осадке с величиной обжаткя заготовки между кантовками 0,05, 0,10, 0,15 ее текущей высоты достигаются хорошее качество поверхности и равномерная проработка структуры прк деформации инструментом с углами при вершинах конических поверхностей 120, 140 и 160; при осадке с величиной обжатия заготовки между кантовками 0,16 и 0,20 ее текущей высоты резко возрастает усилие в конце единичного обжатия; при осадке с углом при вершине конической поверхности 165 на боковых поверхностях заготовок имеются трещины; прк осадке в бойках с углом при вершинах конической поверхности 15 резко возрастает усилие деформирования, которое определяют с помощью манометра, установленного на прессе; при осадке с величиной обжатия заготовки между кантовками 0,15 ее текугцей высоты инструментом с углами при вершинах конических поверхностей равными 140, достигается максимальное снижение усилкя по сравнению с прототипом (на 20 Я); нри этом осмотр осаженных заготовок показывает полное удаление окалины с их поверхностей.В результате испытаний установлено, что прк осадке инструментом с углами при вершинах конических поверхностей более 160 не достигаются улучшение качества поковок к снижение усилия деформации, а прк осадке инструментом с углами при вершинах конических поверхностей менее 120 резко возрастает усилие деформации.Кантовка заготовки кз труднодеформируемого материала после каждого обжатия на величину менее 0,05 высоты существенно снижает производительность процеса, а также приводит к резкому росту зерна, что говорит о критической степени деформации. Кантовка заготовки из труднсдеформируемого материала после каждого обжатия на величину более 0,15 высоты нс обеспечивает снижения усилия деформации. 1. Способ осадки заготовок кз труднодеформкруемых материалов, заключакзщийся в периодическом приложении деформирующего усилия к заготовке, ее обжаткк и последующем выгкбакии ее торцовых поверхностей, отличающийся тем, что, с целью повышения коэффициента использования металла к снижения усилия деформирования., после каждого обжатия заготовки на величину 0,5 - 0,15 от ее высоты, производят смену выпуклости и вогнутостк центральной1412866 Составитель В. БещековРедактор И. Касарла Техрел И. Верес Корректор В. БмтягаЗаказ 3696114 Тираж 589 ПодписноеВНИИИ Государственного комитета СССР по ледам изоорсгсни и открытий13035, Москва, Ж - 35, Раущская наб., д. 4 5Гроизводственно-полиграфическое предприятие, г. Ужгород. уд. Проектная. 4 3зоны ее торцов при постоянном боковом подпоре заготовки, производят при этом кантовку заготовки на 180. 2. Устройство для осадки заготовок из труднодеформируемых материалов, содержащее верхний и нижний деформирующие инструменты с коническими рабочими поверхностями, отличающееся тем, что, с целью повышения коэффициента использования металла и снижения усилия деформирова 4ния, вершины конических рабочих поверхностей нижнего деформирующего инструмента и периферийной части верхнего деформирующего инструмента направлены от плоскости разъема инструментов, а вершины конической поверхности центральной части верхнего деформирующего инструмента направлены к плоскости разъема инструментов, при этом все конические пове 1)хности выполнены с углом при вершинах равным 120 в 160.
СмотретьЗаявка
4055999, 18.04.1986
ПРЕДПРИЯТИЕ ПЯ Р-6762
ЗАЙЦЕВ ЕВГЕНИЙ ВИКТОРОВИЧ, МАКСИМОВ АЛЕКСАНДР ПАНТЕЛЕЕВИЧ, ФОКИНА ТАТЬЯНА ИВАНОВНА, ШИРЯЕВ АЛЕКСАНДР ВАСИЛЬЕВИЧ, ГУСАРОВ АНАТОЛИЙ НИКОЛАЕВИЧ, ГЕДГАФОВ БОРИС ХАЖБИЕВИЧ, ЯЙЛЕНКО ФРИДРИХ ГРИГОРЬЕВИЧ, КОСМАЧЕВ ВИКТОР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B21J 5/00
Метки: заготовок, осадки, труднодеформируемых
Опубликовано: 30.07.1988
Код ссылки
<a href="https://patents.su/3-1412866-sposob-osadki-zagotovok-iz-trudnodeformiruemykh-materialov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ осадки заготовок из труднодеформируемых материалов и устройство для его осуществления</a>
Прокладка для осадки цилиндрических металлических заготовок

Номер патента: 774747
Опубликовано: 30.10.1980
Автор: Харебава
МПК: B21J 5/00
Метки: заготовок, металлических, осадки, прокладка, цилиндрических
...сопротивлению деформированию материала осаживаемой заготовки. Внутренняя сплошная часть 1 прокладки выполнена иэ материала с минимальным сопротивлением деформированию и может быть изготовлена как иэ металла, так и иэ вязкого или порош- кообразного материала. В качестве вязкого материала может быть взят, например, вазелин,а в качестве порош-, кообразного - графит. Толщина обеих частей одинаковая.Наружный диаметр внутренней частиравен внутреннему диаметру кольцевойчасти.774747 Формула изобретения НИИПИ Заказ 7600/13 Тираж 986 исное илиал ППП Патент", Г. Ужгород, ул,Проектна Размеры поперечного сечения кольцевой части выбираются в соответствии с размерами осаживаемой заготовки.При больших диаметрах заготовки прокладка может быть...
Устройство для определения размеров волны внеконтактной деформации при деформирующем протягивании отверстий

Номер патента: 1579667
Опубликовано: 23.07.1990
Авторы: Арцыбашев, Козлов, Сулаков, Щедрин
МПК: B23D 43/00, B24B 39/00
Метки: внеконтактной, волны, деформации, деформирующем, отверстий, протягивании, размеров
...измерительные элементы 3 - 5, первый измерительный стержень 6 расположен перед деформирующим 35 элементом, последний (и+2)-й измерительный стержень 7 расположен после деформирующего элемента на расстоянии, равном ., от элемента 6. Внутри полой оправки закреплены стержни 8 и 9, на которых уста новлены упругие пластины 10 - 13, на упругих пластинах наклеены тензометрические датчики 14 в 19, на полой оправке закреплена цилиндрическая обойма на аналогичных осевом Х и угловом р шагах, в тех же точках соосно установлены измерительные ч 5 стержни 21 и 22 и упругие пластины 23 - 26,на которых также наклеены тензодатчики 27 - 30, обрабатываемая заготовка или образец 31 устанавливается на опорный элемент 32. Контакты тензометрических датчиков...
Способ радиального обжатия заготовок с вытянутой осью

Номер патента: 2000160
Опубликовано: 07.09.1993
Авторы: Володин, Куролес, Лазоркин, Тюрин
Метки: вытянутой, заготовок, обжатия, осью, радиального
...(поковку) круглого или многогранного сечения, которая может быть предварительно нагрета, зажимают в патроне или каком- либо устройстве аналогичного назначения, которое осуществляет медленное вращение заготовки и ее осевую подачу в механизм обжатия, включающий в себя радиально подвижные бойки, где заготовка обжимается по периметру, В результате рабочего хода бойков на заготовке формируются участки с шириной контактной поверхности не более 1,123 от исходного размера обжимаемого поперечного сечения, Форма этих участков (плоская или криволинейная) определяется формой рабочей поверхности бойков.Осевое перемещение заготовки может быть как непрерывным, так и прерывистым. При прерывистом перемещении заготовки каждое ее сечение обжимается в...
Способ изготовления заготовок из порошков быстрорежущей стали для определения деформаций

Номер патента: 1397176
Опубликовано: 23.05.1988
Авторы: Куратченко, Кучеренко, Лазоркин, Макогон, Осадчий
Метки: быстрорежущей, деформаций, заготовок, порошков, стали
...заготовки. Кроме этого, исследуемая заготовка в процессе ее деформации является Физически и геометрически однородной, поскольку в процессе горячего газостатического прессования контейнера с помещеннными в нем элементами происходит диффузионная сварка элементов по пло костям сопряжения. А для образования координатной сетки контейнер вместе с элементами перед горячим изостатическим прессованием подвергают длительному высокотемпературному нагреву до выделения сульФидов по границам раздела. После горячего изостатического прессования и удаления материала контейнера заготовка готова для проведения исследований.После деформационного передела заготовку разрезают по требуемым плоскостям и подвергают травлению, На макрошлифе появляются линии...
Способ шагового обжатия заготовок в валках переменного радиуса

Номер патента: 1488039
Опубликовано: 23.06.1989
МПК: B21B 1/42, B21B 13/18
Метки: валках, заготовок, обжатия, переменного, радиуса, шагового
...и может быть использовано при получении заготовок и изделий с большими вытяжками за проход.Цель изобретения - повышение надежности работы стана и уменьшение расхода энергии за счет снижения осе - вых усилий на задающее и приемное устройства. 10На чертеже приведена схема, поясняющая способ обжатия.Способ осуществляют следующим образом.Шаговое обжатие заготовки 1 по 15 конусу деформации производится валками 2 переменного радиуса с принудительным поворотом вокруг осей О штангами 3, поворотными вокруг шарниров 4, и возвратно-поступательным 20 перемещением осей поворота О. Для уменьшения осевых усилий на задающее и приемное устройства первоначально устанавливают оси поворота валков в начале холостого хода или в конце 25 рабочего хода...
Предыдущий патент: Устройство для смазки рабочих поверхностей штампов
Следующий патент: Способ изготовления штампованных изделий
Случайный патент: Дозатор сыпучих материалов