Способ изготовления быстрорежущего инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
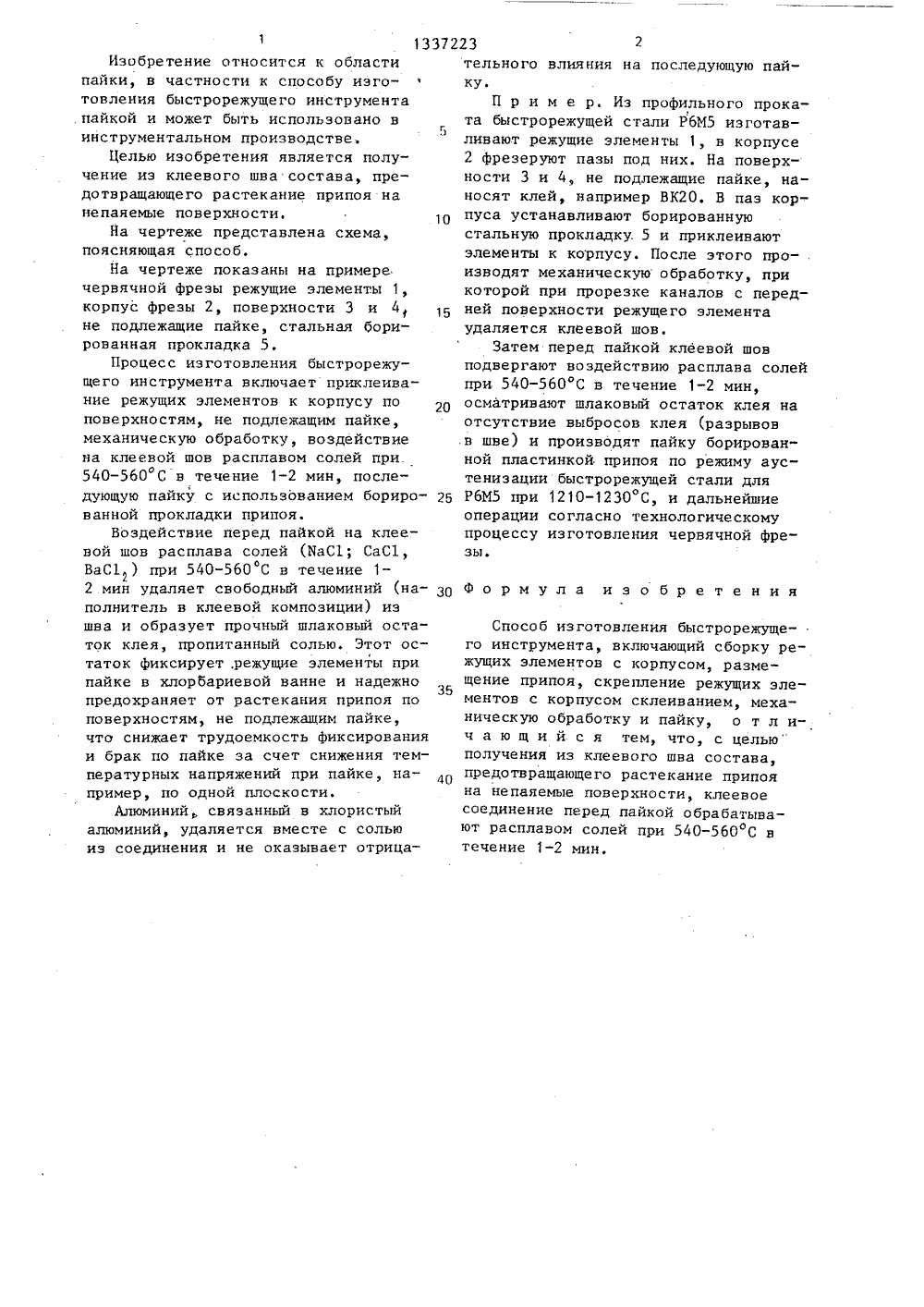
, 3 (088. 8)Н.А. Основыообработки тента, М.: Ме ехноло рдоспл ллургия 1 СТРО я к техникеобу пайкиа. Целью по ен ие и полу ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ АВТОРСКОМУ СВИ(57) Изобретение отн пайки, в частности к быстрорежущего инстр изобретения является 51)4 В 23 К 31/04 1 клеевого шва состава, предотвращающего растекание припоя на непаяемые поверхности. Собранный под пайку многолезвийный инструмент, у которого две поверхности приклеены к корпусу, перед пайкой после механической обработки подвергается обработке в расплаве солей при температуре 540-560 С в течение 1-2 мин. Эта операция удаляет наполнитель в клеевой композиции (свободный алюминий) из шва и образует прочный шлаковый остаток клея, пропитанный солью.Этот остаток фиксирует режущие. элементы при пайке в хлорбариевой ване и надежно предохраняет от затекания припоя на поверхности, не подлежащие пайке. 1 ил.13372 Изобретение относится к области пайки, в частности к способу изготовления быстрорежущего инструмента пайкой и может быть использовано в инструментальном производстве,Целью изобретения является получение из клеевого шва состава, предотвращающего растекание припоя нанепаяемые поверхности. 10На чертеже представлена схема,поясняющая способ.На чертеже показаны на примеречервячной фрезы режущие элементы 1,корпус фрезы 2, поверхности 3 и 4не подлежащие пайке, стальная борированная прокладка 5.Процесс изготовления быстрорежущего инструмента включает приклеивание режущих элементов к корпусу поповерхностям, не подлежащим пайке,механическую обработку, воздействиена клеевой шов расплавом солей при.540-560 С в течение 1-2 мин, последующую пайку с использованием борированной прокладки припоя.Воздействие перед пайкой на клеевой шов расплава солей (НаС 1; СаС 1,ВаС 1 ) при 540-560 С в течение 12 мин удаляет свободный алюминий (на- Зополнитель в клеевой композиции) изшва и образует прочный шлаковый остаток клея, пропитанный солью. Этот остаток фиксирует, режущие элементы нрипайке в хлорбариевой ванне и надежнопредохраняет от растекания припоя поповерхностям, не подлежащим пайке,что снижает трудоемкость фиксированияи брак по пайке за счет снижения температурных напряжений при пайке, например, по одной плоскости.Алюминий, связанный в хлористыйалюминий, удаляется вместе с сольюиз соединения и не оказывает отрица 23 2тельного влияния на последующую пайкуеП р и м е р, Из профильного проката быстрорежущей стали Р 6 М 5 изготавливают режущие элементы 1, в корпусе 2 фрезеруют пазы под них. На поверхности 3 и 4, не подлежащие пайке, наносят клей, например ВК 20, В паз корпуса устанавливают борированную стальную прокладку. 5 и приклеивают элементы к корпусу. После этого производят механическую обработку, при которой при прорезке каналов с передней поверхности режущего элемента удаляется клеевой шов.Затем перед пайкой клеевой шов подвергают воздействию расплава солей при 540-560 С в течение 1-2 мин, осматривают шлаковый остаток клея на отсутствие выбросов клея (разрывов ,в шве) и производят пайку борированной пластинкой припоя по режиму аустенизации быстрорежущей стали для Р 6 М 5 при 1210-1230 С, и дальнейшие операции согласно технологическому процессу изготовления червячной фрезы. Формула изобретения Способ изготовления быстрорежущего инструмента, включающий сборку режущих элементов с корпусом, размещение припоя, скрепление режущих элементов с корпусом склеиванием, механическую обработку и пайку, о т л и- чающий ся тем, что, с целью" получения из клеевого шва состава, предотвращающего растекание припоя на непаяемые поверхности, клеевое соединение перед пайкой обрабатывают расплавом солей при 540-560 С в течение 1-2 мин.1337223 аказ 4081/14 Тираж ВНИИПИ Государственног по делам изобретении 113035, Москва, Ж, Ра974комитета ССи открытийшская наб писное 5 оизводственно-полиграфическо д, ул. Проектная, 4 риятие,г Составитель Л. Абросимоваедактор Э. Слиган Техред МеДИДык Корректор С. Шекма
СмотретьЗаявка
3842680, 11.01.1985
ПРЕДПРИЯТИЕ ПЯ Р-6930
ДОЛОТОВ БОРИС АЛЕКСАНДРОВИЧ, СИДОРОВ ВАДИМ ДМИТРИЕВИЧ, СМОТРОВ ВИКТОР ЕФИМОВИЧ
МПК / Метки
МПК: B23K 1/20, B23K 31/04
Метки: быстрорежущего, инструмента
Опубликовано: 15.09.1987
Код ссылки
<a href="https://patents.su/3-1337223-sposob-izgotovleniya-bystrorezhushhego-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления быстрорежущего инструмента</a>
Устройство для пайки припоем с защитной жидкостью

Номер патента: 1194618
Опубликовано: 30.11.1985
МПК: B23K 3/06
Метки: жидкостью, защитной, пайки, припоем
...Зо щий .экран 15, изготовленный, например, из асбоцемента. Над поверхностью припоя в слое защитной жидкости 16 установлен узел охлаждения 17, выполненный в виде змеевика, закренленного в стенках ванны 1. Холодильник 14 в емкости 11 и узел охлаждения 17 в слое защитной жидкости 16 подсоединены к сети сжатого воздуха.Устройство имеет четыре датчика температуры, например термопары, Датчик температуры 18 установлен в камере для пайки ваящю 1. Датчик температуры 19 устмйЬвлея на стенке сопла 8 в верхней его части 10. Датчик температуры 20 установлен внутри емкости 11 в зоне охлаждения припоя до температуры, близкой к температуре припоя в ванне 1, Датчик температуры 21 установлен над поверхностью припоя в слое защитной жидкости 16,...
Способ обработки припоя перед пайкой

Номер патента: 1433714
Опубликовано: 30.10.1988
Авторы: Кержнер, Пугач, Струнец, Шапиро
МПК: B23K 35/40
...компонента, испаряющегося из припоя во время нагрева, в частности парциальное давле" ние цинка при нагреве латунного при поя Л 63, составляет от 24 до 38 кПа при температурах рекристаллизации 740-850 С и выдержке до 5 мин. Посте" пенным повышением давления защитной газовой среды (аргона) удалось в значительной степени подавить испарение цинка при давлении около 78 кПа (0,8 атм), Потери цинка при рекристаллизации под давлением ,78 кПа (т,е, на 40 кПа больше парциального давления) составили всего 0,4 Е, тогда как при различии в давлениях 36 кПа - 0,9 , /30 кПа - 1,13, 20 кПа - 1,7 Х.Таким образом, нижним пределом давления защитной газовой среды,при котором можно проводить рекристаллизацию без изменения состава припоя, является...
Паста для ограничения растекания припоя при пайке и облуживании

Номер патента: 241955
Опубликовано: 01.01.1969
Авторы: Катковска, Коль, Лымарь
МПК: B23K 35/14, B23K 35/365
Метки: облуживании, ограничения, пайке, паста, припоя, растекания
...содержащего акриловую смолу ц растворитель (ацетон 30%, бутилацетат 30%, ксилол 40%), взятые в соотношении 1: 2.Известная паста неприемлема прц газопламенной пайке.Для лучшего ограничения растекания припоя при облуживании и пайке паяльником ц газовой горелкой в состав пасты вводят отходы органического стекла в количестве 0,9 - 1,1 вес. ч. Остальные компоненты взяты в следующем количестве, вес. ч,: порошок окиси алюминия 15 - 20, ацетон 90 - 100.Предложенная паста образует на непаяемой поверхности пленки, препятствующие растеканию припоя. Паста быстро сохнет в результате испарения ацетона и не требует специальных устройств для ее нанесения и сушки.Пасту приготовляют следующим образом.В ацетон засыпают отходы оргстекла (стружки). и...
Флюс для пайки припоями на основе свинца

Номер патента: 500952
Опубликовано: 30.01.1976
Авторы: Гридин, Пинчук, Рюмшин
МПК: B23K 35/36
Метки: основе, пайки, припоями, свинца, флюс
...фаем юс не обе:цечивае и и смачиванив кремниевых стру н бретенями на осно рмулв ванных Флюс для пайки при ца, содержащий хлорист кислоту и дистиллировв ч а ю щ и й с я тем, щения активности флюс ден уксуснокислый сви соотношении компонент св т б ый цинк, с яется разработка точной активностью кремниевых струк- инца и обеспечи венного паяного ее:л Уксуснокислый свинХлористый цинкСоляная кислотаДистиллированная во Зт да Остальное мый сос(61) Дополнительное к ав (22) Заявлено 29,07,74(2 45) Дата опубликовани Изобретение относится к области пайки, в частности к флюсам для пайки припоями на осное(е свинца, преимущественно никелиороввнных элементов силовых полупроводни ковых приборов. для пайки припоями наержвший 10-50% хлори 5% соляной...
Устройство для введения припоя в зону пайки

Номер патента: 638638
Опубликовано: 25.12.1978
МПК: B23K 3/06
Метки: введения, зону, пайки, припоя
...в зависимости от вязкостизащитного покрытия 0,5+1,5 мм, В другой форме исполнения секторы, образованные проемами, обжимаются вверх ввиде лапок, Для крепления устройствастержень имеет радиальное отверстие,расположенное примерно на серединестержня, Нижний конец стержня выполнен в виде конуса,Устройство может использоваться дляприпоя различного состава,.Э П р и м е р 1. Устройство состоит из цилиндрического стержня 1 диаметром 10 мм, верхний конец которого на длине около 10 мм имеет диаметр 12 мм,40 На верхней торцовой поверхности находится конусное углубление 2, боковая поверхность которого образует угол примерноо90, На краю расположены в виде бойницы проемы 3 шириной 1 мм, которые переходят на боковой поверхности в вертикальные...
Предыдущий патент: Способ термического удаления заусенцев с изделий
Следующий патент: Цепной кантователь
Случайный патент: Устройство для магнитно-импульсной обработки трубчатых заготовок