Способ определения допустимой величины износа режущего инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1285348
Авторы: Воеводин, Кормилицин, Курченко, Талантов
Текст
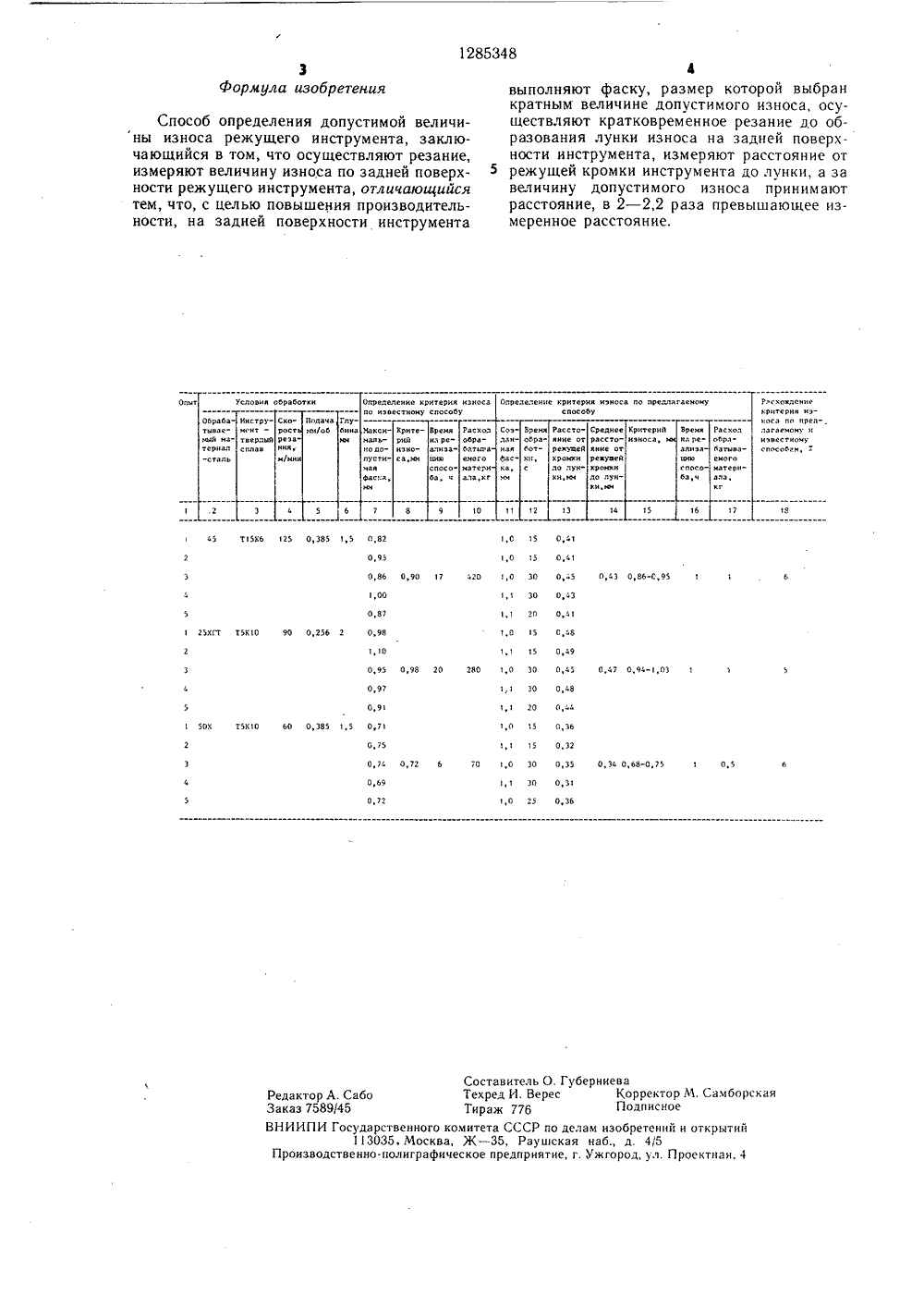
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 4 6 01 Х 3/58 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ ОПИСАНИЕ ИЗОБРЕТЕНН А ВТОРСКОМУ СВИДЕТЕЛЬСТВУ 25-2 Талантов, А. И ин и С. И. КоКурченко,милициитеории резания ние, 1975, с. 179 -С- Е(54) СПОСОБ ОПРЕДЕЛЕНИЯ ДО ТИМОЙ ВЕЛИЧИНЫ ИЗНОСА РЕЖУ ГО ИНСТРУМЕНТА(57) Изобретение относится к металлов резанием и может бь обработкеть исполь(21) 367810. Бюл. 3радский политехнический ин 80128 Ы 48 зовано для определения допустимой величины износа режущего инструмента по задней поверхности. Цель изобретения - повышение производительности за счет измерения расстояния от режущей кромки инструмента до лунки на задней поверхности инструмента, На токарном станке осуществляют обработку резанием, предварительно перед резанием на задней поверхности инструмента создают фаску размером 1 - 1,1 мм, имитирующую фаску износа. Обрабатывают образец в течение 15 с, до образования лунки на задней поверхности определяют расстояние от режущей кромки до лунки. За допустимую величину износа принимают расстояние, в 2 - 2,2 раза превышающее измеренное расстояние. 1 табл.1Изобретение относится к обработке металлов резанием и может быть использовано для определения допустимой величины износа режущего инструмента по задней поверхности, т. е. износа, при котором суммарный период стойкости инструмента достигает максимальной величины.Цель изобретения - повышение производительности.При обработке металлов резанием на задней поверхности инструмента формируются различные виды контактного взаимодействия, определяющие интенсивность износа инструмента, которые зависят от размеров площадки износа. При точении твердосплавным инструментом с промышленно применяемыми скоростями резания по, задней поверхности инструмента первоначально формируется взаимодействие с участком пластического контакта, При этом инструмент изнашивается с определенной интенсивностью, соответствующей нормальному износу. С ростом фаски износа инструмента размеры площадки контакта по задней поверхности увеличиваются, При достижении площадкой контакта определенных размеров во взаимодействие включается участок упругого контакта. При этом наблюдается рост температур на контактной поверхности формирующейся лунки, что аналогично с процессами по передней грани, связано с увеличением градиента скоростей деформации в приконтактных слоях. Это ведет к образованию лунки на участке упругого контакта, Протяженность лунки (длина участка упругого контакта) мала, чтобы играть решающую роль в общем износе задней поверхности, С дальнейшим ростом площадки износа увеличиваются размеры лунки - интенсивного источника теплообразования и, когда лунка займет 50 - 60 Я длины контакта по задней поверхности инструмента, интенсивность общего износа задней поверхности резко возрастает. Дальнейшее использование твердосплавного инструмента нецелесообразно. Величина фаски износа при этом равна 2,0 - 2,2 первоначальной длины участка пластического контакта, т. е. расстояния от режущей кромки до лунки.Уменьшение критерия износа ниже размера, в 2,0 раза превышающего расстояние от режущей кромки до лунки, приводит к недоиспользованию времени работы режущего инструмента и снижению суммарного периода стойкости режущего инструмента.Увеличение критерия износа свыше размера, в 2,2 раза превышающего расстояние от режущей кромки до лунки, приводит к резкому увеличению температуры, сил резания и сколу режущей части инструмента, Скол значительно увеличивает объем твердого сплава, который необходимо снять при переточке, при использовании перетачиваемого твердосплавного инструмента или О 15 20 25 30 35 40 45 50 55 2к невозможности дальнейшего использования инструмента.Способ реализуют следующим образом, Предварительно создают на задней поверхности инструмента фаску размером 1,0 - 1,1 мм, имитирующую фаску износа, например, путем заточки задней грани с нулевым задним углом на универсальном заточном станке, размер фаски контролируют, например, путем измерения на инструментальном микроскопе. Обрабатывают образец резанием, например, на токарном станке на заданных режимах (режимы задаются, исходя из реальных условий обработки) в течение 15 - 30 с, измеряют расстояние от режущей кромки до лунки, образовавшейся на задней поверхности инструмента, например по профилограмме задней поверхности инструмента. За величину допустимого износа принимают размер, в 2,0 - 2,2 раза превышающий измеренное расстояние. Для повышения достоверности возможно проведение серии испытаний и статической обра- ботки полученных результатов.Пример. Определяют величину допустимого износа при обработке стали 45 инструментом из твердого сплава Т 15 К 6 на следующих режимах резания: подача р = = 0,385 мм/об, глубина резания 1 = 1,5 мм, скорость резания= 115 м/мин, без охлаждения. Геометрия режущей части: передний угол у = 0, главный и вспомогательный задние углы .а = а = 10, углы в плане ср= 45 и р = 25, радиус при вершине г = 0,2 мм. Обработка резанием осуществляется на токарном станке с бесступенчатым регулированием скорости резания. Предварительно перед резанием на задней поверхности инструмента создают фаску размером 1,0 мм, имитирующую фаску износа, путем заточки задней грани с нулевым задним углом на универсальном заточном станке алмазным кругом.Размер созданной фаски контролируют путем измерения на микроскопе. Обрабатывают образец резанием 15 с. Записывают профилограм му задней поерхи ости резца в нормальном сечении на профилографепрофилометре, измеряют расстояние от режущей кромки до лунки, образовавшейся на задней поверхности резца,Меняя размер предварительно создаваемой фаски и время обработки образца резанием; повторяют опыт. Определяют среднее расстояние от режущей кромки до лунки, оно равно 0,43 мм. За критерий износа принимают размер 0,86 - 0,95 мм, который в 2,0 - 2,2 раза превышает измеренное расстояние.Аналогично определяют величину допустимого износа при обработке стали 25 ХГТ и стали 50 Х, Условия обработки, все промежуточные значения и значения критерия износа приведены в таблице,Рггхохденне Условия обработки Опрелеление критерия износоо известноиу способу Опыт критерия износа по пред-.лагаемому иизвестномуспособен,Инструмент -Глу- бина Обрабатываеонана и/об Скорост реза ния,Расходобре"батываемогоматериала,кг емя Расстора- ание от т- ренуиейкромки Соз ритернйзноса,емя Расхо ре- обраиза- батьп ю емого сирнт твердыйсплав мал ьно долан ная тернал -сталь ание о реауие хронхи ба пустичаябаск лунин осо- матеря ч ала,кг 2 13 15 16 9 1 О О,5 Т 15 КЬ 125 0,385 1,5 0 1,0 15 0,411,0 ЗО 0,45,72 О,ставитель Охред И. Верераж 776 ета СССР п - 35, Рауш е предприят Губерниевас Корректор МПодписное Самборск о делам изобретенииская наб., д. 4/5Зе, г. Ужгород, ул. П ткрытии ктная, 4 Способ определения допустимой величины износа режущего инструмента, заключающийся в том, что осуществляют резание, измеряют величину износа по задней поверхности режущего инструмента, отличающийся тем, что, с целью повышения производительности, на задней поверхности инструмента Редактор А. Сабо ТЗаказ 7589/45 ТВНИИПИ Государственного коми113035, Москва, ЖПроизводственно-полиграфическ авыполняют фаску, размер которой выбран кратным величине допустимого износа, осуществляют кратковременное резание до образования лунки износа на задней поверхности инструмента, измеряют расстояние от 5 режущей кромки инструмента до лунки, а завеличину допустимого износа принимают расстояние, в 2 - 2,2 раза превышающее измеренное расстояние. Определение критерия износа по предлагаенону способу
СмотретьЗаявка
3678103, 27.10.1983
ВОЛГОГРАДСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ТАЛАНТОВ НИКОЛАЙ ВАСИЛЬЕВИЧ, КУРЧЕНКО АЛЕКСАНДР ИВАНОВИЧ, ВОЕВОДИН ГЕННАДИЙ АРКАДЬЕВИЧ, КОРМИЛИЦИН СЕРГЕЙ ИВАНОВИЧ
МПК / Метки
МПК: G01N 3/58
Метки: величины, допустимой, износа, инструмента, режущего
Опубликовано: 23.01.1987
Код ссылки
<a href="https://patents.su/3-1285348-sposob-opredeleniya-dopustimojj-velichiny-iznosa-rezhushhego-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения допустимой величины износа режущего инструмента</a>
Устройство для заточки задних поверхностей режущего инструмента

Номер патента: 167444
Опубликовано: 01.01.1965
МПК: B24B 3/24
Метки: задних, заточки, инструмента, поверхностей, режущего
...поперечной кромки сверла 5 проворотом его относительно кулачков б и 7.Движение затылования передается на25 шпиндель 4 от кулачка б, жестко зафиксированного на валу 2, через рычаги 12 с переменными плечами, настраиваемыми с помощью винтовой пары 18, и рычажный механизм 14, взаимодействующий с торцом шес терни 10.Кулачок 7 сидит па валу 2 свободно и может смещаться под углом относительно кулачка б,Движение осциллирования передается через рычажный механизм 15, регулируемый с помощью винтовой пары и рычага с переменнымии плечами.Кулачки затылования и осциллирования профилируются или по закону архимедовой спирали, или по закону эксцентрика.В первом случае при заточке получают сверла с резко выпуклой центрирующей поперечной кромкой, во...
Способ заточки по задней поверхности винтовых зубьев фасонного инструмента

Номер патента: 768604
Опубликовано: 07.10.1980
МПК: B24B 3/12
Метки: винтовых, задней, заточки, зубьев, инструмента, поверхности, фасонного
...круга 1 относительно затачнваемого инструмента 2 под углом скрещивания их осей, равным расчетному зна, чению Х 0, расстояние от базового торца круга до точки 0 скрещивания этих осей равно Т, а расстояние между осями в исходном положении - а 0 (фиг, 1, 2). Значения параметров 20, а 0 и Т назначают в зависимости от профиля и шага обрабатываемой поверхности затачиваемого инструмента. Шлифовальному кругу сообщают вращательное движение М вокруг своей оси - движение резания. Инструменту 1 сообщают одновременно вращательное движение У вокруг своей оси и поступательное движение 1. вдоль этой же оси. Оба эти движения в сумме дают винтовое движение - движение подачи - с шагом, соответствующим шагу винтовых зубьев. Одновременно...
Устройство для измерения следа износа инструмента при механической обработкедеталей12

Номер патента: 427507
Опубликовано: 05.05.1974
Авторы: Иностранец, Иностранное
МПК: B23B 25/06, B23Q 17/00
Метки: износа, инструмента, механической, обработкедеталей12, следа
...устройство отличается высокой функциональной, надежностью,и требует незначительных расходов на изготовление.На фиг. 1 приведено пространственное изображение поворотной режущей пластины с нанесенным на нее изолирующим слоем, обладающим электрическим сопротивлением, и проходящей по середине контактной дорожкой; на фиг. 2 - сечение по А - А ,на фиг. 1; на фиг. 3 - сечение поворотной режущей пластины и инструмента с образующимся следом износа, а также снятие слоя, обладающего электрическим сопротивлением; на фиг.4 - пространственное изображение поворотной режущей пластины с ограниченным сверху и снизу, окружающим, изолированным слоем, обладающим сопротивлением; на фиг.5 - сече,ние по Б - Б на фиг. 4.У задней поверхности режущего...
Способ изготовления режущего инструмента

Номер патента: 1033267
Опубликовано: 07.08.1983
Авторы: Бакиров, Пекшев, Стрельцова
МПК: B23B 27/18
Метки: инструмента, режущего
...стойкостные испытания инструментов с различной величиной подточки. Величина подточкидля инструмента, показывающего наФ-большую стойкость, считается опти-. 30мальной 1,1.Недостатками этого способа являются малая точность определения оптимальной величины подточки и вследствие этого пониженная стойкость 15режущего инструМента.Цель изобретенйя - повышение стойкости режущего инструмента.Поставленная цель достигаетсятем, что в способе изготовления ре"жущего инструмента, заключающемся20в определении оптимальной величиныподточки задней поверхности на основании стойкостных испытаний, предварительно проводят стойкостныеиспытания неподточенного инструмента, затем по результатам испытаний"строят зависимость износа по заднейповерхности от времени...
Способ определения износа инструмента

Номер патента: 1189654
Опубликовано: 07.11.1985
Авторы: Александров, Кокаровцев, Остафьев, Шевченко
МПК: B23Q 15/00
Метки: износа, инструмента
...электрических параметров зоны контакта (емкость и сопротивление). При острозаточенном инструменте величина . глового ускорения 50 больше, чем при изношенном, в результате чего ЭДС переходного процесса превышает ЭДС стационарного процесса при резании неизношенным инструментом. По отношению ЭДС стационар ного и переходного процессов можно судить о протекании процессов металлообработки (фиг.1), причем 54 2для затупления инструмента величина Е /Естремится к единице. Начальная величина характеризует износостойкость режущего инструмента.Чем меньше Е /Е , тем большемакс кизносостойкость.Способ осуществляется следующим образом.В процессе резания текущий сигнал ЭДС Е(С) подают на вход усилителя 1. С выхода усилителя 1 сигнал поступает на...
Предыдущий патент: Способ контроля изнашивания материалов при граничном трении
Следующий патент: Способ изготовления образца для испытания прорезных инструментов
Случайный патент: Судовой цепной ящик