Литниковая система для модифицирования металла в форме
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1178532
Автор: Галдин

Текст
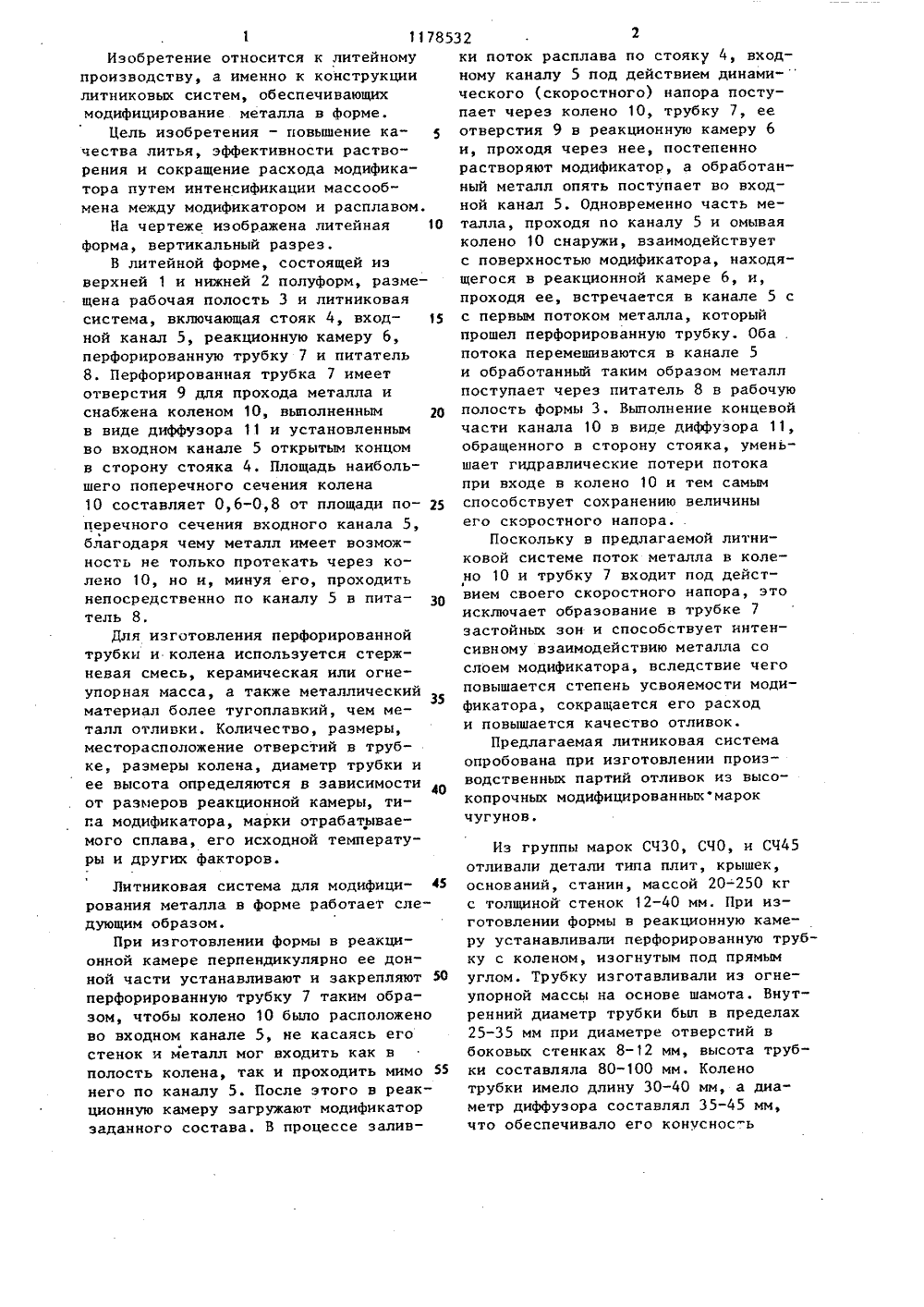
(51)4 В 22 С 9/08 ОПИСАНИЕ ИЗОБРЕТЕНИ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 7 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(54)(57) 1. ЛИТНИКОВАЯ СИСТЕМАДЛЯ МОДИФИЦИРОВАНИЯ МЕТАЛЛА В ФОРМЕ,включающая стояк, входной канал,реакционную камеру и установленнуюв ней перпендикулярно ее доннойчасти перфорированную трубку, о тл и ч а ю щ а я с я тем, что, с11,лЯОп, 1 1 85 2 А целью повышения качества литья, эффективности растворения и сокращениярасхода модификатора путем интенсификации массообмена между моцификатором и расплавом, перфорированнаятрубка снабжена коленом, изогнутымпод прямым углом и установленнымво входном канале открытым концомв сторону стояка,2, Литниковая система по и. 1,о т л и ч а ю щ а я с я тем, что,с целью уменьшения гидравлическихпотерь при входе металла в перфорированную трубку, концевая частьколена выполнена в виде диффузора,обращенного в сторону стояка.8 31 11785Изобретение относится к литейномупроизводству, а именно к конструкциилитниковых систем, обеспечивающихмодифицирование металла в форме.Цель изобретения - повышение качества литья, эффективности растворения и сокращение расхода модификатора путем интенсификации массообмена между модификатором и расплавом.На чертеже изображена литейная Оформа, вертикальный разрез,В литейной форме, состоящей изверхней 1 и нижней 2 полуформ, размещена рабочая полость 3 и литниковаясистема, включающая стояк 4, входной канал 5, реакционную камеру 6,перфорированную трубку 7 и питатель8. Перфорированная трубка 7 имеетотверстия 9 для прохода металла иснабжена коленом 10, выполненным 2 Ов виде диффузора 11 и установленнымво входном канале 5 открытым концомв сторону стояка 4. Площадь наибольшего поперечного сечения колена10 составляет 0,6-0,8 от площади поперечного сечения входного канала 5,благодаря чему металл имеет возможность не только протекать через колено 10, но и, минуя его, проходитьнепосредственно по каналу 5 в пита- ЗОтель 8.Для изготовления перфорированнойтрубки и колена используется стержневая смесь, керамическая или огнеупорная масса, а также металлическийматериал более тугоплавкий, чем металл отливки, Количество, размеры,месторасположение отверстий в трубке, размеры колена, диаметр трубки иее высота определяются в зависимостиот размеров реакционной камеры, тига модификатора, марки отрабатываемого сплава, его исходной температуры и других факторов. Литниковая система для модифици рования металла в форме работает следующим образом,При изготовлении формы в реакционной камере перпендикулярно ее донной части устанавливают и закрепляют 50 перфорированную трубку 7 таким образом, чтобы колено 10 было расположеново входном канале 5, не касаясь его стенок и металл мог входить как в полость колена, так и проходить мимо 55 него по каналу 5. После этого в реакционную камеру загружают модификатор заданного состава. В процессе залив 32 2ки поток расплава по стояку 4, входному каналу 5 под действием динами-ческого (скоростного) напора поступает через колено 10, трубку 7, ее отверстия 9 в реакционную камеру 6 и, проходя через нее, постепенно растворяют модификатор, а обработанный металл опять поступает во входной канал 5. Одновременно часть металла, проходя по каналу 5 и омывая колено 10 снаружи, взаимодействует с поверхностью модификатора, находящегося в реакционной камере 6, и, проходя ее, встречается в канале 5 с с первым потоком металла, который прошел перфорированную трубку. Оба . потока перемешиваются в канале 5 и обработанный таким образом металл поступает через питатель 8 в рабочую полость формы 3, Выполнение концевой части канала 10 в виде диффузора 11, обращенного в сторону стояка, уменьшает гидравлические потери потока при входе в колено 10 и тем самым способствует сохранению величины его скоростного напора.Поскольку в предлагаемой литниковой системе поток металла в колено 10 и трубку 7 входит под действием своего скоростного напора, это исключает образование в трубке 7 застойных зон и способствует интенсивному взаимодействию металла со слоем модификатора, вследствие чего повышается степень усвояемости модификатора, сокращается его расход и повышается качество отливок.Предлагаемая литниковая система опробована при изготовлении производственных партий отливок из высокопрочных модифицированныхмарок чугунов. Из группы марок СЧЗО, СЧО, и СЧ 45 отливали детали типа плит, крышек, оснований, станин, массой 20-250 кг с толщиной стенок 12-40 мм. При изготовлении формы в реакционную камеру устанавливали перфорированную трубку с коленом, изогнутым под прямым углом. Трубку изготавливали из огнеупорной массы на основе шамота. Внутренний диаметр трубки был в пределах 25-35 мм при диаметре отверстий в боковых стенках 8-12 мм, высота трубки составляла 80-100 мм. Колено трубки имело длину 30-40 мм, а диаметр диффузора составлял 35-45 мм, что обеспечивало его конуснос-.ь178532 Составитель Е.НоткинРедактор Т.Парфенова Техред А.Бабинец Корректор О.Луговая Тираж 747 ПодписноеВНИИПИ Государственного комитета СССР.по делам изобретений и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Заказ 5587/10 Филиал ППП "Патент", г. Ужгород, ул, Проектная, 4 3 1 в пределах 5-10. Наибольшее поперечное сечение изогнутой части трубки, т.е. диффузора, составляло примерно 0,7 от площади поперечного сечения входного канала. После установки трубки с коленом в реакционную камеру засыпали кусочки модификатора ФС 75 размером 5-12 мм в количестве 0,1-0,12 от массы жидкого металла, Заливку форм производили из печи ИСТ,4 при температуре чугуна 1340- 1370 С.Исследования отливок показали, что структура чугуна хорошо модифицированная, перлитная, механические свойства и твердость соответствуют нормам ТУ.Предлагаемая литниковая система, позволяет уменьшить отбел на технологической пробе в 1,5-2,0 раза,снизить расход модификатора на30-40 по сравнению с базовым вариантом и получить стабильную перлитную основу чугуна ( 96-98 перлита)чего не было достигнуто прилитье днталей по базовой технологии,10 Применение предлагаемой литниковой системы целесообразно во всехлитейных цехах при вводе в жидкийметалл легирующих и модифицирующихдобавок, особенно при получении 15 модифицированных марок чугуна, а
СмотретьЗаявка
3729619, 21.04.1984
ПРЕДПРИЯТИЕ ПЯ В-8495
ГАЛДИН НИКОЛАЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B22C 9/08
Метки: литниковая, металла, модифицирования, форме
Опубликовано: 15.09.1985
Код ссылки
<a href="https://patents.su/3-1178532-litnikovaya-sistema-dlya-modificirovaniya-metalla-v-forme.html" target="_blank" rel="follow" title="База патентов СССР">Литниковая система для модифицирования металла в форме</a>
Способ обработки металла в литейной форме

Номер патента: 727325
Опубликовано: 15.04.1980
Авторы: Горенко, Дурандин, Пухальский, Раздобарин
МПК: B22D 27/20
Метки: литейной, металла, форме
...металла необходимо производить нагрев поверхности кусков дотемпературы, равной 0,7 температурыплавления используемого для обработкисплввае Если учесть, что нагрев производится с поверхности присадки, то количество сплава, подвергаемое нагреву, составляет и среднем 10-60% от общего количества сплава, используемого дпя обра.ботки всего металла, заливаемого в форму,П р и м е р . Специальную литниковуюсистему формуют в парных опоках, Чугунзапивают в воронку. Через стояк и промежуточный канал он попадает в реакционную камеру, в которую помещают порцию исследуемого модификатора. После заполнения камеры через тангенцивльно расположенный в камере канал, шлаковик икварцевую трубку чугун выходит иэ формы и выливается в стержни, установленныенв...
Способ модифицирования чугуна в литейной форме

Номер патента: 1134290
Опубликовано: 15.01.1985
Авторы: Бельский, Гурин, Клещенок, Мамчиц, Потапнев
МПК: B22D 27/20
Метки: литейной, модифицирования, форме, чугуна
...по всему сечению камеры и задерживают куски модификатора и шлаковые включения, чугун попадает в отделениеП, где размещается мелко 25 кусковой модификатор с новышенньаа содержанием магния, Более мелкие частицы модификатора хорошо всплы" вают и равномерно распределяются по всему обьеиу жидкого чугуна, что З 0 обеспечивает ускорейный их прогрев и эффективное растворение модификатора с первых моментов заливки. Изэабольшой скорости растворения моди 4 июкатора значительно сокращается промежуток времени от начала залив-, ки до достижения максимальной растворимости компонентов модификатора (фиг. 3), а также наблюдается наиболее полное растворение модификато 40 ра. Из отделения П модифицированный чугун также через щелевые отверстия ,в...
Способ модифицирования металла в литейной форме

Номер патента: 749563
Опубликовано: 23.07.1980
Автор: Горенко
МПК: B22D 27/00
Метки: литейной, металла, модифицирования, форме
...давление воздуха в тигле ( Рр ) по мере заполнения формы под низким давлением, увеличивается. При этом секундный расход (з ) оста- ср ется неизменным или увеличивается на большую величину. При этом следует отметить, что характер кинетики растворения модификатора п 1: т ( с ) остается подобным случаю, когда форма заливается, обычным металлом. Аналогичным остается также и расход модификатора.Преимушеством модифицирования металла в форме при использовании для ее заливки низкого давления является воэможность регулирования в процессе заливки избыточного давления в тигле в довольно широких пределах. Как показали исследования, для сокращения расхода модификатора, повышения его растворения7495 5в первой порции металла, стабилизации...
Литниковая система

Номер патента: 846063
Опубликовано: 15.07.1981
Авторы: Бакулев, Бессчетнов, Прохода, Таран, Шамес
МПК: B22C 9/08
Метки: литниковая
...нагреватели 6.Модифицирование чугуна в литейной форме с использованием предлагаемой конструкции литниковой системы осуществляется следуюгцим ооразом.В полости реакционной камеры 3 укрепляют трубку 4. После этого, в реакционную камеру 3 загружают модификатор заданного состава. После установки трубки и заполнения реакционной камеры 3 модификатором форму собирают, и начинают заливку. В процессе заливки расплав по стояку 1 и входному каналу 2 поступает в реакционную камеру и, проходя через нее, постепенно растворяет модификатор, а обработанный металл заполняет полость формы. В отличие от известных конструкций литниковой системы растворение лигатуры осуществляется не только основным горизонтальным потоком расплава, но также и...
Способ автоматического регулирования процесса предотвращения выброса пены из закрытой реакционной камеры

Номер патента: 640639
Опубликовано: 30.12.1978
Авторы: Герхард, Дитер, Ейтель, Курт
МПК: B01J 1/00
Метки: выброса, закрытой, камеры, пены, предотвращения, процесса, реакционной
...регулирования процесса предотвращения выброса пены из закрытой реакционной камеры осуществляется следующим образом.Реактор 1 для обработки газом снабжен подающим трубопроводом 2 и отводящим трубопроводом 3 для жидкой фазы. В указанные трубопроводы 2 и 3 вмонтированы соответственно автоматические вентили 4 и 5. Сверху в реактор 1 для обработки газом введена труба 6 для подачи газа, В верхней части реактора 1 для обработки газом расположено механическое устройство 7 для удаления пены, связанное с газоотводной трубой 8.Б верхней части реактора 1 для обработки газом выше максимального значения уровня жидкости размещено устройство 9 для измерения давления. С помощью устройства 10 для измерения уровня непрерывно определяют уровень...
Предыдущий патент: Оснастка для изготовления вакуумно-пленочных литейных форм
Следующий патент: Вертикально щелевая литниковая система
Случайный патент: Способ химико-термической обработки