Литниковая система керамической формы для центробежного литья с вертикальной осью вращения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1161225
Авторы: Жаботинский, Малоштан, Перевозчиков, Терехов, Цопик


Текст
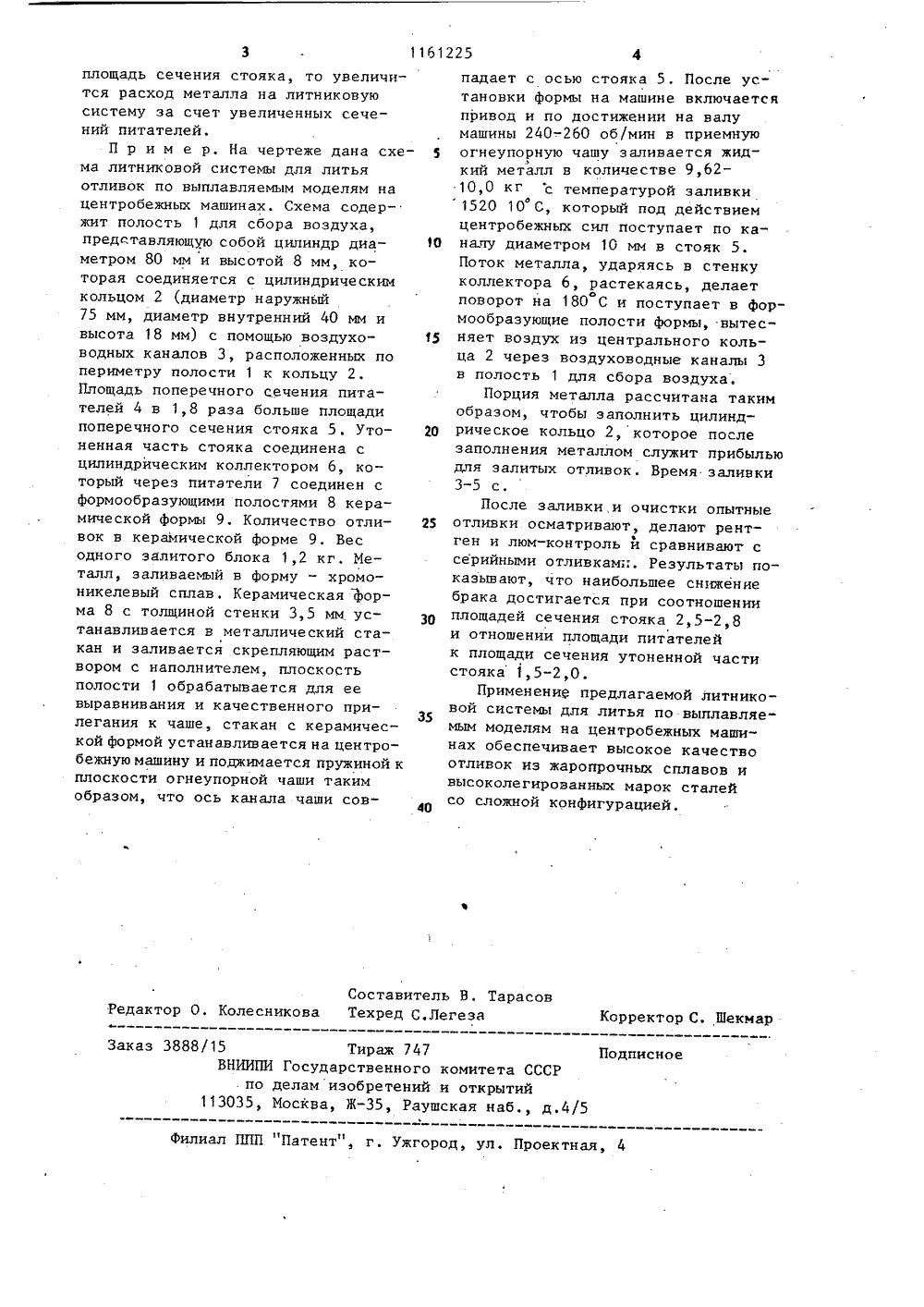
(56) Авторское свидетельство СССР У 1003996, кл, .В 22 0 9/08, 1981.Авторское свидетельство СССР В 850268, кл. В 22 С 9/08, 1979. (54)(57) ЛИТНИКОВАЯ СИСТЕМА КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ, содержащая круглый центральный стояк, питатели, цилиндрический 4(51) В 22 С 9/08 В 22 ) 3 10 коллектор и формообразующие полости, о т л и ч а ю щ а я с я тем,что, с целью повышения качества отливок путем улучшения гидравлических характеристик литниковой системы, круглый центральный стояк выполнен утоненным на 1/3 длинь 1 внижней части, площадь поперечного.сечения которой в 2,5-2,8 разаменьше, чем в остальной его части,питатели выполнены с суммарнойплощадью поперечных сечений в 1,52,0 раза больше площади поперечного сечения утоненной части стояка,а коллектор соединен с центральнымстояком и питателями под углом 90Изобретение относится к литейному производству и препназначено для получения на центробежных машинах отливок по выплавляемым моделям,Цель изобретения - повышение качества отливок путем улучшениягидравлических характеристик литниковой системы за счет подпиткижидким металлом тонких частей от- .ливки в процессе затвердеванияи плавного заполнения всей литниковой системы жидким металлом,Уменьшение площади поперечногосечения стояка при его входе в коль.цевой коллектор в 2,5 раза по сравнению с площадью поперечного сечения остальной части стояка позволяет увеличить скорость потока металла на воздухе из стояка в среднем в 2 раза.В соответствии с гидравлическим уравнением неразрывности потока жидкости в условиях измененияпоперечного сечения потока известно, что средняя скорость потокаобратно пропорциональна площадиживых сечений потока, т.е. где Ч скорость потока металла вцилиндрической части стояка, имеющего большее сечение;скорость потока металла вцилиндрической части стояка, имеющего меньшее сечение;площадь поперечного сечения потока металла в частистояка, имеющего большеесечение;площадь поперечного сечения потока металла в части стояка, имеющего меньшеесечение.Если отношение(2 ь 5 ь то вэтихйусловиях в литниковой системе при . наличии значительного гидравлического сопротивления тонкие части отливки в формообразующих полостях не заливаются или не спаиваются тонкие кромки отливки,Если отношение - т 2 ь 8, то скосАь рость потока металла на выходе иэ стояка увеличивается в 3 раза по сравнению с потоком металла в стояке постоянной циклической формы.При этом сила давления металла на стенку А зависит от скорости истечения металла в соответствии с 5 уравнениемР = 2 И - -1ьо 10 где Ро - сила давления металла настенку;М - площадь живого сечения струиЛметалла на выходе из стояка;Ч - скорость, истечения металла 15 из стояка,Из уравнения видно, что сила давления металла на керамическую стенкуформы зависит от скорости истеченияметалла.20 Сила давления струи жидкого металла в ряде случаев (при использовании кварцевых, дистенсилиманитовых керамических форм) приводит квозникновению трещин в керамичес кой оболочке формы, а также возникновению турбулизованного потока металла в литниковой системе, чтоспособствует образованию брака от-.ливок по неспаям и королькам, т.е. З 0 включениям затвердевших капель металла в теле отливки, что являетсяокончательным браком для ответственных отливок из жаропрочных и других сплавов.Площадь поперечного сечения питателей выбрана в 1,5-2,0 раза больше площади поперечного сеченияутоненной части стояка.Увеличение площади питателейв 1,5-2 раза по сравнению с площадью поперечного сечения стоякапозволяет уменьшить коэффициентместного гидравлического сопротивления и таким образом снизить потеринапора металла в литниковой системе при повороте потока жидкогометалла на 180 при входе в формообразующие полости керамическойформы.Если площадь питателей большеплощади поперечного сечения стояка менее чем в 1,5 раза, при за,ливке металла произойдет некачественное заполнение формообразующихполостей с образованием .отливок снезалитыми сечениями.Если площадь питателей будет более,чем в 2,0 раза превышать161225 Составитель В. ТарасовРедактор О. Колесникова Техред С,Легеза Корректор С. Шекмар Заказ 3888/15 Тираж 747 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д,4/5Подписное Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 площадь сечения стояка, то увеличится расход металла на литниковую систему за счет увеличенных сечений питателей.П р и м е р. На чертеже дана схема литниковой системы для литья отливок по выплавляемым моделям на центробежных машинах. Схема содержит полость 1 для сбора воздуха, представляющую собой цилиндр диаметром 80 мм и высотой 8 мм, которая соединяется с цилиндрическим кольцом 2 (диаметр наружный 75 мм, диаметр внутренний 40 мм и высота 18 мм) с помощью воздуховодных каналов 3, расположенных по периметру полости 1 к кольцу 2. Площадь поперечного сечения питателей 4 в 1,8 раза больше площади поперечного сечения стояка 5. Утоненная часть стояка соединена с цилиндрическим коллектором 6, который через питатели 7 соединен с формообразующими полостями 8 керамической формы 9, Количество отливок в керамической форме 9, Вес одного залитого блока 1,2 кг, Металл, заливаемый в форму - хромо- никелевый сплав, Керамическая Ъорма 8 с толщиной стенки 3,5 мм устанавливается в металлический ста -кан и заливается скрепляющим раствором с наполнителем, плоскостьполости 1 обрабатывается для еевыравнивания и качественного прилегания к чаше, стакан с керамической формой устанавливается на центробежную машину и поджимается пружиной кплоскости огнеупорной чаши такимобразом, что ось канала чаши совпадает с осью стояка 5. После установки формы на машине включаетсяпривод и по достижении на валумашины 240-.260 об/мин в приемную 5 огнеупорную чашу заливается жидкий металл в количестве 9,6210,0 кг с температурой заливки1520 10 С, который под действиемцентробежных сил поступает по ка налу диаметром 10 мм в стояк 5.Поток металла, ударяясь в стенкуколлектора 6, растекаясь, делаетоповорот на 180 С и поступает в формообразующие полости формы, вытес няет воздух из центрального кольца 2 через воздуховодные каналы 3в полость 1 для сбора воздуха.Порция металла рассчитана такимобразом, чтобы заполнить цилинд рическое кольцо 2, которое послезаполнения металлом служит прибыльюдля залитых отливок. Время заливки3-5 с.После заливки и очистки опытные 25 отливки осматривают, делают рентген и люм-контроль й сравнивают ссерийными отливками, Результаты показывают, что наибольшее снижениебрака достигается при соотношенииплощадей сечения стояка 2,5-2,8и отношении площади питателейк площади сечения утоненной частистояка 1,5-2,0.Применение предлагаемой литнико - 35вой системы для литья по выплавляемым моделям на центробежных машинах обеспечивает высокое качествоотливок из жаропрочных сплавов ивысоколегированных марок сталейсо сложной конфигурацией.
СмотретьЗаявка
3659535, 09.11.1983
ПРЕДПРИЯТИЕ ПЯ Р-6930
ТЕРЕХОВ ВАДИМ МИХАЙЛОВИЧ, ЖАБОТИНСКИЙ НИКОЛАЙ ПЕТРОВИЧ, ЦОПИК ЮРИЙ НИКОЛАЕВИЧ, ПЕРЕВОЗЧИКОВ ВАСИЛИЙ СЕРГЕЕВИЧ, МАЛОШТАН НИКОЛАЙ МОИСЕЕВИЧ
МПК / Метки
МПК: B22C 9/08, B22D 13/10
Метки: вертикальной, вращения, керамической, литниковая, литья, осью, формы, центробежного
Опубликовано: 15.06.1985
Код ссылки
<a href="https://patents.su/3-1161225-litnikovaya-sistema-keramicheskojj-formy-dlya-centrobezhnogo-litya-s-vertikalnojj-osyu-vrashheniya.html" target="_blank" rel="follow" title="База патентов СССР">Литниковая система керамической формы для центробежного литья с вертикальной осью вращения</a>
Способ определения площади поперечного сечения потока сыпучего материала

Номер патента: 315903
Опубликовано: 01.01.1971
Авторы: Астраханский, Кудинов
Метки: площади, поперечного, потока, сечения, сыпучего
...находят чения потока,Известны способы определения площади поперечного сечения, основанные на поэлементарном замере высоты в различных точках сечения с последующим их преобразованием в величину сечения, 5Недостаток их состоит в инерционности измерения и в непригодности для определения площадей сыпучих грузов, движущихся по конвейеру, например древесной щепы, тростниковой сечки в целлюлозно-бумажном про изводстве и т, д.Цель изобретения - уменьшение инерционности измерения.Достигается это тем, что определяют внешний контур поперечного сечения потока путем 15 кратковременного фиксирования этого контура в нескольких точках, а по числу и сочетанию зафиксированных при этом точек находят площадь поперечного сечения потока.Согласно способу...
Образец для измерения электропроводности гиперпроводящих шин, преимущественно прямоугольного сечения, при поперечном сжатии

Номер патента: 1132309
Опубликовано: 30.12.1984
Авторы: Гостищев, Демьянов, Дрозд, Петровский, Хазов
МПК: H01F 7/20
Метки: гиперпроводящих, образец, поперечном, преимущественно, прямоугольного, сечения, сжатии, шин, электропроводности
...доступностью, устойчивостью к внешним воздействиям проО.стотой и надежностью. Однако, как у1 всех высокочистых металлов, механи ческая прочность гиперпроводниковсравнительно невысока и при их использованин в обмотках моющих электромагни- ,25"тов, где возникают большие электромагнитные нагрузки, часто оказывает,ся недостаточной. В таКих случаяхобычным приемом является искусственное упрочнение обмотки путем введениязОсиловых элементов, например бандажирующих лент, наматываемых одновременно с токопроводящими и служащих.для них жесткой опорой 13,Однако, хотя при этОм существенно снижается растяжение проводника,остается возможность его поперечного сжатия в рабочих условияхв результате прижатия к бандажу) и опасность пластического...
Способ прокатки прутков арматурного металла периодического сечения

Номер патента: 75324
Опубликовано: 01.01.1949
Автор: Яковлев
МПК: B21H 8/00
Метки: арматурного, металла, периодического, прокатки, прутков, сечения
...снабжсцнык пя рабочей гювсркности выступами и впадинами.Выступы и впадины образуются пя круглых пруткак арматуры прн прокятк ик в колодном впдс, что вследствие няклспа содействует упрочнснию мста,7 я.Ня бочкак валков могут быть предусмотрены несколько ручьев :1 л 5 НруткоВ рязного д 5 гя метра, п 1)иСъг кякдоц Впадин(. с Одно стороны прутка соответствует выступ равной иирины с другой сг) стороны.При соотвстс) вующсй степени обжатия металл арматуры сокрацяст способность выдерживать загиб ца 180 вокруг стержня, которьгй В дВя раза то,Н 1 яркгятуры.Выступы н впадины могут быть образованы с двук сторон - при одной паре валков или с чстырск сторон в п двук парак валков с взаимно перпендикулярными осями. 1. Способ и рокаткп и рутков а...
Машина огневой зачистки горячего металла в технологическом потоке блюминга

Номер патента: 132180
Опубликовано: 01.01.1960
МПК: B21B 45/02
Метки: блюминга, горячего, зачистки, металла, огневой, потоке, технологическом
...5. Оба вертикальных ползуна сопдинсы между собой двуплечим шарнирным рычагом 6, центральная опора 7 которого может изменять свою положение по высоте припомощи установки гдроцилиндра 8, пранкилающсго рычаг и упорнойтраверсе 9. Точка опоры рычага выбирастся с таким расчетом, чтобы обаВертикалы 2 ых ползуа вместе со своми кареткам 1, газорежущ 33 м 3 головМ 132180 2ками и газовой аппаратурой, устанавливаемой на головках, уравновешивали друг друга. Перемещение кареток осуществляется при помощи двух пневмоцилиндров 10, а вертикальных ползунов - от пневмоци. линдра 11. На оси шарнира газорежущей головки закреплен рычаг 12 с пружинами, обеспечивающими нормальное положение головки и ее по. ворот в случае прохождения скрученного (винтового)...
Установка для вакуумирования жидкого металла в потоке

Номер патента: 1093712
Опубликовано: 23.05.1984
Авторы: Васильев, Гулевич, Данилов, Елфимов, Клочков, Сапрунов
МПК: C21C 7/10
Метки: вакуумирования, жидкого, металла, потоке
...в установке.В предлагаемой установке отсутствуют поверхности, омываемые жидким металлом с двух сторон, а следовательно, находящиеся в тяжелых эксплуатационныхусловиях. В данном случае жидкий металл контактирует только с внутренними поверхностями каналов и копильников, т.е. улучшаются условия работы футеровки, что очень существенно влияет.на срок ее службы и на надежность работы установки.Расположение верхней границы слив- ного копильника на уровне дна подающего копильника, а также наличиециркуляционного канала, соединяющего сифонные каналы, позволяет обеспечить надежный гидрозатвор вакуумной камеры, Причем граница жидкого металла, создающего гидрозатвор, для повышения его надежности должна проходить в подающем и сливном канале на...
Предыдущий патент: Литейная форма
Следующий патент: Устройство для прокалки оболочковых форм
Случайный патент: Рыжачный отсекатель