Система автоматического сбора, обработки и регистрации информации о технологических параметрах прокатанной полосы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
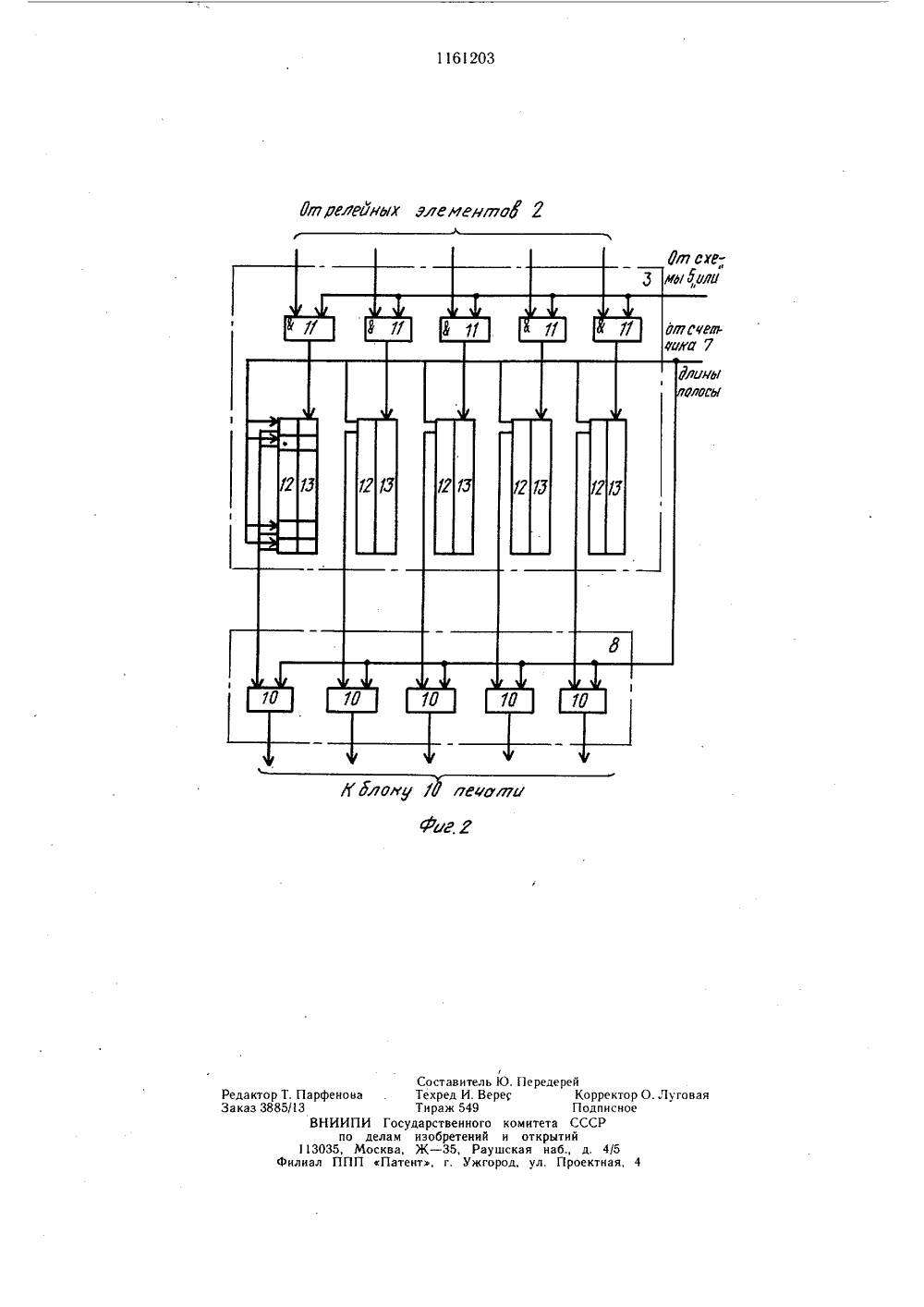
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК О 1) В 21 В 37/00 л ИОАН БРЕТЕНИ СУДАРСТВЕННЫЙ НОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ВТОРСКОМУ СВИДЕТЕЛЬСТ(54) (57) УСТРОЙСТВО АВТОМАТИЧЕСКОГО СБОРА, ОБРАБОТКИ И РЕГИСТРАЦИИ ИНФОРМАЦИИ О ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРАХ ПРОКАТАННОЙПОЛОСЫ, содержащее датчик контролятехнологического параметра, соединенныйчерез релейные элементы с заданной зонойнечувствительности с импульсными ячейками, выходы которых соединены с входами схемы ИЛИ, датчик импульсов, выход которого соединен с входом счетчика длины полосы, и блок печати, отличающееся тем, что, с целью повышения качества информации и производительности труда, оно дополнительно содержит блок памяти и блок пересчета, причем выходы блока пересчета соединены с входами блока печати, а первые входы - с выходами блока памяти, первые входы которого соединены с выходами релейных элементов с заданной зоной нечувствительности, а второй вход - с выходом счетчика длины полосы, выход схемы ИЛИ подсоединен к управляющему входу блока памяти, а второй вход блока пересчета соединен с выходом счетчика длины полосы.Изобретение относится к автоматизации прокатного производства и может быть применено на реверсивных станах холодной прокатки в черной и цветной металлургии.Цель изобретения - повышение качества информации о технологических параметрах прокатанной полосы и и повышение производительности труда.На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 - структурная схема блока памяти и блока пересчета.Блок схема предлагаемого устройства (фиг. 1) содержит датчик 1 контроля технологического параметра, например толшины полосы. Выход датчика 1 подключен к входам релейных элементов 2 с заданными зонами нечувствительности. Выходы релейных элементов 2 включены на первые входы блока 3 памяти и через импульсные ячейки 4 подключены к входам схемы 5 ИЛИ. Датчик 6 импульсов подключен к входу счетчика 7 длины полосы, выходы которого подключены к вторым входам блока 3 памяти. Управляющий вход блока 3 памяти соединен с выходом схемы 5 ИЛИ.Выходы блока 3 памяти подключены к первым входам узла 8 пересчета, второй вход которого соединен с выходом счетчика 7 длины полосы. Выход узла 8 пересчета подключен к входу блока 9 печати.Структурная схема блока 3 памяти и узел 8 пересчета (фиг. 2), состоят из сумматоров 1 О, схем 11 И, блоков 12 стековой памяти с регистрами 13, причем количество элементов по позициям 11 - 13 равно количеству релейных элементов 2.Первые входы схемы 11 И подключены к выходам релейных элементов 2, вторые входы соединены со схемой 5 ИЛИ, а выходы соединены с входами регистров 13.Входы блоков 12 стековой памяти соединены с счетчиком 7 длины полосы.Первые входы сумматоров 10 соединены с выходами блоков 12 стековой памяти, вторые входы подключены к выходу счетчика 7 длины полосы, а выходы соединены с входом блока 9 печати.Устройство работает следующим образом.Входное напряжение от датчика 1 технологического параметра поступает на релейные элементы 2 с заданными зонами нечувствительности. Число релейных элементов определяется количеством зон, на которые разбивается поле возможных значений измеряемого технологического параметра. Например, количество релейных элементов 2 может быть принято равным пяти, со сле 5 О 15 20 25 30 35 40 45 50 дующей настройкой: первый релейный элемент - на номинальное значение технологического параметра, два других - на отклонение параметра в поле допустимых значений и два последних - на отклонение параметра за пределы поля допустимых значений. Сигналы с выходов релейных элементов 2 поступают на входы блока 3 памяти.После появления полосы в зоне измерения импульсы с датчика импульсов поступают на вход счетчика 7 длины полосы.Записанное в счетчике число в каждый момент времени характеризует текущее значение длины проката, отсчитанное от переднего конца полосы.Срабатывание любого из релейных элементов 2 приводит к появлению сигнала определенной длительности на выходе соответствующей импульсной ячейки 4, а следовательно, и на выходе схемы 5 ИЛИ. По этому сигналу содержимое на данный момент счетчика 7 длины полосы записывается в соответствующую ячейку блока 3 памяти. Причем адрес ячейки блоков 12 стековой памяти определяется соответствующим сигналом на выходе, схем 11 И и содержимым регистра 13. Сигнал на выходе соответствующей схемы 11 И определяется сработавшим в данный момент релейным элементом 2.По окончании действия импульса на выходе схемы 5 ИЛИ регисгр 13 наращивается на единицу и тем самым определяет адрес следующей свободной ячейки в блоке 12 стековой памяти.Таким образом в процессе прокатки в блоке 3 памяти формируется массив информации со значениями текущих длин полосы, зафиксированных при каждом срабатывании того или иного релейного элемента 2. По окончании прокатки информация в счетчике 7 длины полосы соответствует ее общей длине. По окончании прокатки рулона в узле 8 пересчета на сумматорах 10 осуществляется пересчет координат полосы, зафиксированных в ячейках блока 3 памяти и вывод этих координат на блок 9 печати. Расчет новых координат осуществляется путем вычитания зафиксированных координат участков полосы, прокатанных с различным отклонением по толщине в ячейках блока 3 памяти, от обшей длины полосы, поступающей на сумматоры 1 О из счетчика 7.Получаемая с помощью предлагаемого устройства информация о параметрах прокатанной полосы позволяет повысить производительность труда при раскрое и разбраковке полосы.
СмотретьЗаявка
3626735, 27.07.1983
РОСТОВСКОЕ ОТДЕЛЕНИЕ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО И ПРОЕКТНОГО ИНСТИТУТА "ТЯЖПРОМЭЛЕКТРОПРОЕКТ" ИМ. Ф. Б. ЯКУБОВСКОГО, ПРЕДПРИЯТИЕ ПЯ В-8601
КУРЗЫКИН АНАТОЛИЙ АЛЕКСЕЕВИЧ, КОЧЕТКОВ ЮРИЙ ПЕТРОВИЧ, КАРПУХИН НИКОЛАЙ ВЛАДИМИРОВИЧ, МАНУЙЛОВ АЛЕКСАНДР ИВАНОВИЧ, МИХАЛКИН ВИТАЛИЙ ПЕТРОВИЧ, ЛУЧИН НИКОЛАЙ АЛЕКСЕЕВИЧ, СРИБНЫЙ ГРИГОРИЙ ЕМЕЛЬЯНОВИЧ
МПК / Метки
МПК: B21B 38/00
Метки: информации, параметрах, полосы, прокатанной, регистрации, сбора, технологических
Опубликовано: 15.06.1985
Код ссылки
<a href="https://patents.su/3-1161203-sistema-avtomaticheskogo-sbora-obrabotki-i-registracii-informacii-o-tekhnologicheskikh-parametrakh-prokatannojj-polosy.html" target="_blank" rel="follow" title="База патентов СССР">Система автоматического сбора, обработки и регистрации информации о технологических параметрах прокатанной полосы</a>
Устройство для контроля блоков памяти

Номер патента: 1270799
Опубликовано: 15.11.1986
Авторы: Безручко, Мироненко, Фаткулин, Цепляев
МПК: G11C 11/14, G11C 29/00
...информация,Кнопочным переключателем 15 запускается задающий генератор 16 и синхросигналы с дешифратора 21 поступают на счетчик 18, который производитперебор адресов ЗУ 27.Первоначально информация, содержащая сведения о дефектах контролируемого блока, из ЗУ 27 переписывается в регистр 26, откуда она пересылается в запоминающий блок 9. Еслитакая информация отсутствует, то вЗУ 27 заносится предварительно нуле-вая информация, которая затем через3 12707регистр 26 переписывается в заломи.;ающий блок 9, Эта перепись производ. тся следующим образом, 3 регистрс25 на выходе 5 ч устанавливается сиг нал, разрешающий работать элементамИ 29, 31. Сигналы с дешифратора 21поступают на счетчик 7, который перебирает адреса блока 9, а сигналы,проходящие...
Устройство поиска неисправных блоков и элементов

Номер патента: 1709351
Опубликовано: 30.01.1992
Авторы: Буинов, Ламбаева, Мухопад, Скибинский
МПК: G06F 11/14
Метки: блоков, неисправных, поиска, элементов
...и выход блока управления со входами первого блока элементов ИЛИ, а также соединения выхода первого блока элементов ИЛИ с входом регистра оценки и выхода регистраоценки с входами второгоблока элементов И и блока оценки кода исправности, соединения выхода регистра результата с входом блока контроля результата и выхода блока контроля с входами первого блока элементов И и блока управления, а также выхода блока управления с входом блока контроля результата, выхода второго счетчика с входом блока контроля результата. Все новые связи вместе с вновь введенными блоками обеспечивают расширение области применения устройства путем одновременного контроля разнородных типовых блоков вичислительной техники.На фиг.1 представлена структурная схема...
Устройство для диагностики релейно-контактных схем

Номер патента: 734626
Опубликовано: 15.05.1980
Автор: Поташник
МПК: G05B 23/02
Метки: диагностики, релейно-контактных, схем
...До истечения времени задержки на выходе блока 7, а значит на входе инвертора 13 и на управляющих входах элементов 18, находится сигнал О", следовательно, элементы 18 закрыты, в то время как элементы 15 открыты, нескольку на выходе элемента 13 НЕ, а значит и на управляющих входах элементов 15, находится сигнал "1. Информационные сигналы с выходов объекта 11 РКС через элементы 14, обеспечивающие помехоустойчивость устройства, элементы 15 и повторители 17 поступают на вторые входы элементов 4. Если по истечение заданного времени комбинации сигналов на обоих группах входов блока 3 не совпадают, т.е, действительно состояние РКС 11 не совпадает с требуемым состо. янием, записанным в блоке 1, что яви- ется свидетельством неисправности...
Система управления раскроем мелкосортного раската на полосы

Номер патента: 1426789
Опубликовано: 30.09.1988
Авторы: Диниц, Клочковский, Полушин, Сухой, Шикерин
Метки: мелкосортного, полосы, раската, раскроем
...делитель 32 частоты установится в нулевое состояние, При этом открывается элемент И 36, включается программный блок 10 на выходах 13, 24, 27, 28 и 16 последовательно возникают разрешающие сигналы. Первый сигнал (выход 13) отключает триггеры 11 и 34, второй (выход 24) разрешает перенос состояния делителя 39 частоты и счетчика 8 в регистры 18 и 19 соответственно (в(4) Если значение х; кратно и, тол, =О;,если х,кратно и, тоА;=О, 50Подготовка элементов системы к прогнозированию длины полос начинается в период прокатки 1-го раската, а непосредственное управление ножницами по программе равномерного раскроя осуществляется при порезке последующих раскатов. Порезка 1-го раската осуществляется вручную, по команде оператора.50 данном случае на...
Устройство для моделирования канала передачи дискретной информации

Номер патента: 1088006
Опубликовано: 23.04.1984
МПК: G06N 7/08
Метки: дискретной, информации, канала, моделирования, передачи
...ИЛИ и выходам генератора сообщений, второй вход первого элементаИ и входы третьего и четвертого элементов ИЛИ соединены соответственнос выходами блока памяти, и блока за"дания матриц переходных вероятностей,состоящий из группы узлов памяти икоммутатора, информационные входыкоторого подключены соответственно квыходам узлов памяти, группа управляющих входов коммутатора подключенасоответственно к выходам генераторасообщений, группа выходов коммутатора блока задания матриц переходныхвероятностей соединена соответственно с выходами регистров группы блоказадания закона распределения. На фиг. 1 приведена структурная схема устройства; на фиг, 2 - функциональная схема блока задания времени ожидания; на фиг, 3 - структурная схема блока...
Предыдущий патент: Устройство для испытаний шпинделя прокатного стана
Следующий патент: Устройство управления электродвигателями транспортных средств кольцевой слиткоподачи
Случайный патент: Способ получения 5, 5-бис-(фекилсалицилат)-