Способ изготовления изделий типа стаканов из труднодеформируемых жаропрочных сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
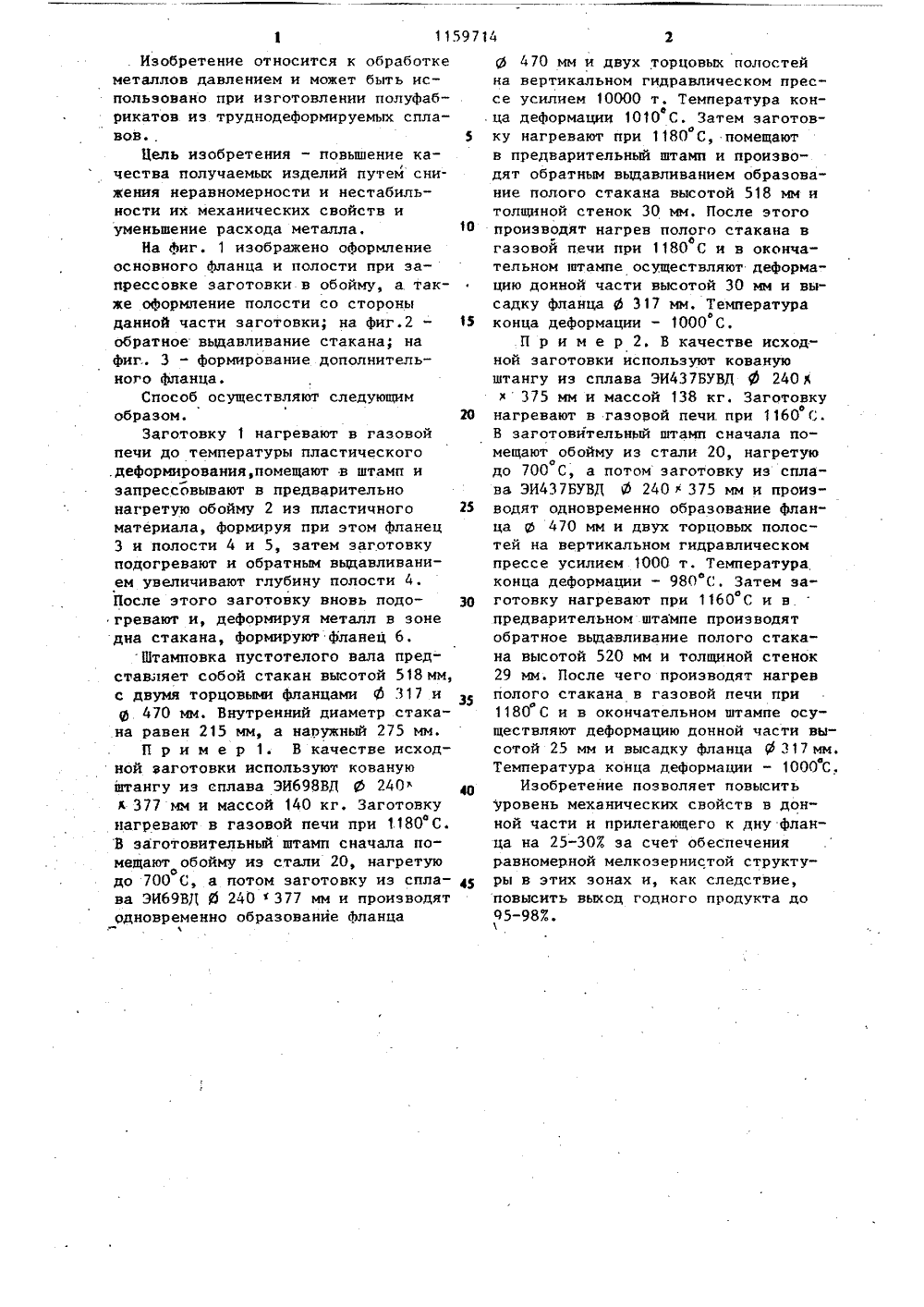
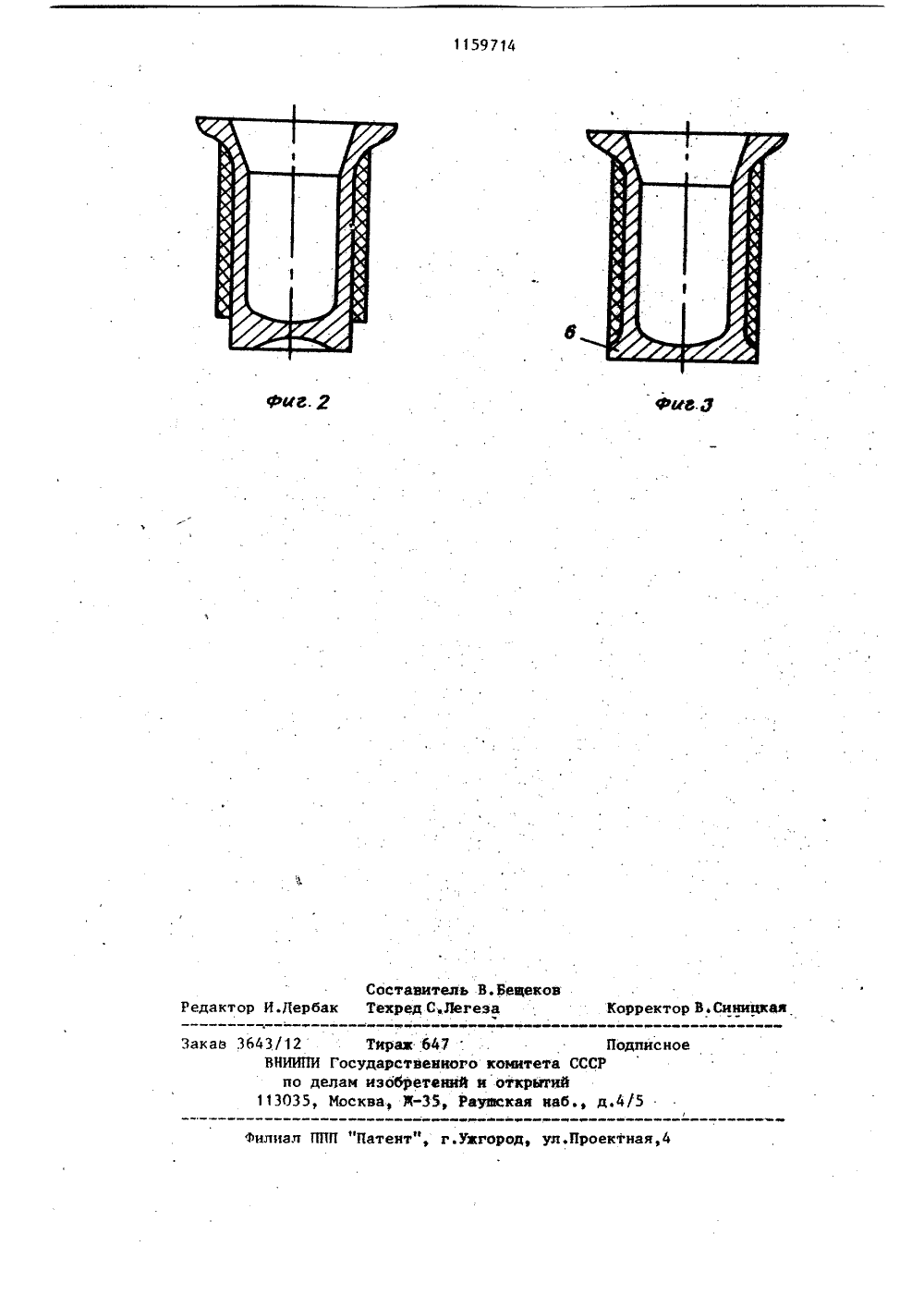
ОЮЗ СОВЕТСНИХ ЦИДЛИСТИЧЯСНИХСПУБЛИН 9) ( А 4 (5 Т СССР ОТНРЬГИ(54)(57) СП ТИПА СТАКАНЖАРОПРОЧНЫХ в нагреве зФней основно стороны, зап готовки в, об С: ОСУДАРСТВЕННЫЙ НОМИ О делам ИЭОБРет 1.:нии 3688495/25-2713.01.8407.06.85. Бюл. УФ.В.Тулянкин, И.айсблит, А.А,Сававлов, В.П.Арбин621.777 (088.8)Авторское свидет152, кл. В 21 К ОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ ОВ ИЗ .ТРУДНОДЕФОРИИРУЕИЫХ СПЛАВОВ, заключающийся готовки, образовании на о фланца и полости с его рессовке полученной заойму из пластичного мате. риала и оформлении со стороны.ее дной части дополнительного фланца,также в последующем обратном выдаванин стакана, о т л и ч а ю щ и й -с я тем, что, с целью повышениякачества получаемых изделий путемснижения неравномерности и нестабильности ихмеханических свойств, атакже уменьшения расхода металла,формирование основного фланца и .полости в заготовке производят призапрессовке ее .в обойму, осуществляяпри зтом формирование полости состороны донной части заготовки, аформирование дополнительного фланцаосуществляют после обратного выдавливания деформированием донной части.. Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полуфабрикатов из труднодеформируемых сплавов., 5Цель изобретения - повышение качества получаемых изделий путем снижения неравномерности и нестабильности их механических свойств и уменьшение расхода металла, 10На Фиг. 1 изображено оформление основного Фланца и полости при запрессовке заготовки в обойму, а также оформление полости со стороны данной части заготовки; на фиг.2 - 15 обратное выдавливание стакана; на Фиг,. 3 " формирование дополнительного Фланца.Способ осуществляют следующим образом. 20Заготовку 1 нагревают в газовой печи до температуры пластического .деформирования,помещают в штамп и запрессовывают в предварительно нагретую обойму 2 из пластичного 25 материала, формируя при этом фланец 3 и полости 4 и 5, затем заготовку подогревают и обратным выдавливанием увеличивают глубину полости 4. После этого заготовку вновь подо- З 0 гревают и, деформируя металл в зоне дна стакана, Формируют фланец 6.Штамповка пустотелого вала представляет собой стакан высотой 518 мм, с двумя торцовыми Фланцами ф 317 и 35 у 470 мм. Внутренний диаметр стака.на равен 215 мм, а наружный 275 мм.П р и м е р 1. В качестве исходной заготовки используют кованую штангу из сплава ЭИ 698 ВД 6 240" к 377 мм н массой 140 кг. Заготовку нагревают в газовой печи при 1180 С. В заготовительный штамп сначала помещают обойму из стали 20, нагретуюодо 700 С, а потом заготовку из спла ва ЭИ 69 ВЛ И 240377 мм и производят одновременно образование Фланца ф 470 мм и двух торцовых полостей на вертикальном гидравлическом прессе усилием 10000 т. Температура конеца деФормации 1010 С. Затем заготовку нагревают при 1180 С, помещают в предварительный штамп и производят обратным выдавливанием образование полого стакана высотой 518 мм и толщиной стенок 30 мм. После этого производят нагрев полого стакана вогазовой печи при 1180 С и в окончательном штампе осуществляют деформацию донной части высотой 30 мм и высадку фланца ю 3 17 мм. Температура конца деформации - 1000 С.П р и м е р 2. В качестве исходной заготовки используют кованую штангу из сплава ЭИ 437 БУВД Ф 240 Х х 375 мм и массой 138 кг. Заготовкуо нагревают в газовой печи при 1160 С. В заготовительный штамп сначала помещают обойму из стали 20, нагретуюодо 700 С, а потом заготовку из сплава ЭИ 437 БУВД Ф 240375 мм и производят одновременно образование фланца Ф 470 мм и двух торцовых полостей на вертикальном гидравлическом прессе усилием 1000 т. Температура конца деформации - 980 С. Затем заготовку нагревают при 1160 С и в. предварительном штампе производят обратное выдавливание полого стакана высотой 520 мм и толщиной стенок 29 мм. После чего производят нагрев полого стакана в газовой лечи при 1180 С и в окончательном штампе осуществляют деформацию донной части высотой 25 мм и высадку фланца Ф 3 17 мм, Температура конца деформации - 1000 С.Изобретение позволяет повысить уровень механических свойств в донной части и прилегающего к дну фланца на 25-307 за счет обеспечения равномерной мелкозернистой структуры в этих зонах и, как следствие, повысить выход годного продукта до 95-98 .илиал ППП "Патент", г.Ужгород, ул.Проектная,4 Составитель В Редактор И.Лербак Техред С,Леге Закай 3643/12 Тираж 647 ВНИИПИ Государственного по делам изобретений и 113035, Москва, Ж, Ра
СмотретьЗаявка
3688495, 13.01.1984
ПРЕДПРИЯТИЕ ПЯ Г-4361
ТУЛЯНКИН ФЕДОР ВАСИЛЬЕВИЧ, ПОДОЛЬСКИЙ МИХАИЛ СЕМЕНОВИЧ, ВАЙСБЛИТ ВИКТОР ЯКОВЛЕВИЧ, САВАТЮГИН АРКАДИЙ АЛЕКСАНДРОВИЧ, ПАВЛОВ ГЕННАДИЙ СТАНИСЛАВОВИЧ, АРБИНА ВАЛЕНТИНА ПЕТРОВНА, ПРЕСНОВА АННА ТИМОФЕЕВНА
МПК / Метки
МПК: B21K 21/08
Метки: жаропрочных, сплавов, стаканов, типа, труднодеформируемых
Опубликовано: 07.06.1985
Код ссылки
<a href="https://patents.su/3-1159714-sposob-izgotovleniya-izdelijj-tipa-stakanov-iz-trudnodeformiruemykh-zharoprochnykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления изделий типа стаканов из труднодеформируемых жаропрочных сплавов</a>
Штамп для выдавливания рельефных полостей в заготовках

Номер патента: 721231
Опубликовано: 15.03.1980
Автор: Хыбемяги
МПК: B21J 13/02
Метки: выдавливания, заготовках, полостей, рельефных, штамп
...состоит из обоймы 1 с коническим отверстием, секционной обжимной втулки 2 с конической наружной и цилиндрической внутренней поверхностями, дополнительной обжимной втулки 3 с цилиплрической наружной и обратной конической внутренней поверхностью с углом конусности 5-15, а также пуансона 4, Обе. секционные втулки 2 и 3 охвачены пружинными кольцами 5 и 6 соответственно3 72 12При выдавливании обжатием заготовка 7 устанавливается на подкладку с фланцем 8 и в.кольцевую полость между заготовкой и секционной втулкой 2 вдавливается дополнительная секционная втулка3, которая, скользя по внутренней поверхности втулки 2, обжимает заготовку 7 вокруг пуансона 4, Разгрузка заготовки и обеих секционных втулок производится снятием вилки 9 и...
Способ изготовления фасонной полости в заготовке с технологическим отверстием

Номер патента: 722645
Опубликовано: 25.03.1980
Автор: Весницкий
МПК: B21J 5/10
Метки: заготовке, отверстием, полости, технологическим, фасонной
...участков поперечного сечения, которые образо- наны относительно длинными сторонами, Меньшие стороны поперечного сечения установившегося очага интенсивной деФормации не искажаются в процессе выдавливания, если меньше стороны сте. нок отверстия при выдавливании не ограничивают их. При выдавливании прямоугольных в плане полостей с соотноСшением -) 5 и =) 2 возможно устай йновить соотношения А: (2,7 - 3,2) й,где й - меньший поперечный размерпуансона;А - меньший поперечный размер отверстия приемника. Для круглых в плане полостей А=(1,72,2)й,где й - диаметр пуансона;;Цля ступенчатых полостей размер йвыбирается по поперечным размерамнаиболее длинной ступени,Перед вдавливанием пуансон ориентируют и фиксируют относительно отверстия приемника,...
Способ а. в. весницкого изготовления фасонной полости в заготовке с технологическим осевым отверстием

Номер патента: 778889
Опубликовано: 15.11.1980
Автор: Весницкий
МПК: B21J 5/10
Метки: весницкого, заготовке, осевым, отверстием, полости, технологическим, фасонной
...2 в полости технологического отверстия заготовки 3. Подача электрода 2 в зону вытесняемого в технологическое отверстие заготовки 3 материала ведется по мере его сгорания совместно с пуансоном 1, внедряющимся в тело заготовки 3. В зазор между стенками отверстия в пуансоне 1 и электродом 2 подают сжатый воздух для удаления отходов материала через технологическое отверстие заготовки 3.Процесс выдавливания ведут при таком соотношении между диаметром электрода (или наборОм электродов) и размерами зоны деформирования, при котором формообразование стенок выдавливаемой полости осуществляется778889 формула изобретения Составитель А. Рыбалоакто В. Романенко Техред И.Табаковнч шетник тор ое о исн 986комитета СССРи открытийкая наб. .д. 4 113035,...
Способ выдавливания полости в заготовке

Номер патента: 501823
Опубликовано: 05.02.1976
Авторы: Бунатян, Гареев, Зайцева, Пьянков, Шварцман
МПК: B21G 5/12
Метки: выдавливания, заготовке, полости
...натягом, необходим лишь для исключения возможности выпадания его, вставляют со стороны, противоположной направлению приложения деформирующего усилия, на заданную глубину в отверстие, выполненное в заготовке 1. Толкателем 4, устанавливаемым соосно с заготовкой в направляющей 5, заготовку вдавливают в коническое отверстие 5 матрицы (подвергают радиальному обжатию).В результате обжатия заготовки происходит заполнение металлом бокового рельефа пуансона (образование боковой поверхности полости), а между рабочим торцом 6 пуансона 3 10 и металлом заготовки возникает зазор 7. Кмоменту завершения процесса образования боковой поверхности полости торец 8 хвостовой части пуансона 3 касается упора 9 и пуансон останавливается. Высоту этого упора...
Способ выдавливания полости в заготовке

Номер патента: 1148689
Опубликовано: 07.04.1985
Авторы: Белозеров, Егоров, Кравченко, Равин, Суходрев, Харченко, Шульга
Метки: выдавливания, заготовке, полости
...по высоте заготовки. Величина припуска в каждом из поперечных сечений заготовки благодаря выбору угла конусности по соотношениям (1) и (2) соотносится со скоростью радиального перемещения металла в этих сечениях таким образом, что в завершающей стадии процесса формообразования обжатие пуансона происходит одновременно dо всей высоте его рабочей части. При этом обжатие заготовки по пуансону осуществляется с минимально необходимым для деформации усилием, существенно меньшим, чем при использовании известного способа и вследствие этого увеличивается стойкость пуансона. Одновременно уменьшается также неравномерность деформированного и напряженного состояний деформируемой заготовки и за счет этого выравниваются упругие деформации...
Предыдущий патент: Способ изготовления звездочек цепных передач
Следующий патент: Смесь для изготовления литейных форм и стержней
Случайный патент: Способ получения окрашенных изделий из полиакрилонитрила