Способ управления шлифовальным станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1110616
Авторы: Артамонова, Гетман, Подлазов, Рюмкин, Шлейфер



Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК В 24 В 49100 ВИ ТЕЛЬСТВ К АВТОРСНО ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ПИСАНИЕ ИЗОБР(71) Московское особое конструкторскоебюро средств автоматизации и контроля иэлектроэрозионного оборудования(54) (57) СПОСОБ УПРАВЛЕНИЯ ШЛИФОВАЛЪНЪМ СТАНКОМ с периодической правкой шлифовал ьного круга, заклюцаю 801110616 гцийся в том, что задают значение могццости, затрачиваемой ца шлифование, и стабилизируют этот параметр в процессе шлифовд. ния путем изменения рабочей подачи при отклонении фактического знацеция могццости от ее заданного значения, отличающпйсч тем, что, с целью новьщения точности и производительности шлифования, залают лва допустимых значения скорости съема припуска, соответствующих залаццому знаценик мощности, измерякт скорость съема прицуска и цри ее уменьшении в процессе шлифования до первого заданного значения вьддют команд нд правку шлифовдльного круга, з цри уменьшении ло второго здддц. ного значения выддкт команду нд црскрдшецие шлифования.И,(обрцп 0 нц т 5( к летзллообр)боткс 1 москст бы Гь ис 0 ьзОВс 3 НО нз п,1 и0- валыых 1 кх.Изв( цы си)собы лрзвлсция шлифоВз.Ыым стацкОы с ц(.рцоличсскои Г)двкой плифовальцого круга, заключающийся в тол, то залают значение лоцности, ззтр. чиваемой ца шлифовзние и стабилизируют ЭтОт ПРаЫЕтР В ПРОЦЕССЕ ШЛИфОВаНИЯ ПУтЕл измсини 5( рабочеи цолзци Зри (тк.оцецип фактицеского значения мощности От ее ззлаццого зцдчения .ИЕЛОСтатКОМ таКИХ СПОСОбОВ уцраВЛЕИя ш,1 ифовзльным станком является низкая точность управления и малая производитель- НОСТЬ ШЛИфОВЗНИЯ.Цельн) изобретения является повышение точности и произволительности (ифования.Поставлсцня пель достигается тсы, цто сОГ.1 зсно спОобъ л 1 рзВ.1 еция 3.1 ифо)с 1,1 ьнсм станком 1 ериолРческой правкой плифоВзльцо( круга, заключающемуся В том, го .5173 ЗК) ЗпаЦЕЦПС МОЩНОСтц, ЗдтРЗЧИВаЕМОй цз плифоп;цие, и стдбили:пруют этот пзр- метр в процессе шлифоаия лтел 3 измснсЦИ 51 РдооСИ Цолс 1 Р ЦРИ ОГКЛОНСНИИ фдкТИ- ЧЕСКОГО З ЧС(ИЯ П)113110 тц (Г ЕС ЗаданИ( :51 ЧСР(И 51, ЗалаОТ ЛВЗ Л 0 У(ТРЧЫХ 33313 Ц.Я скорости съема припускз, си)твстствуоцих Зслс 33 ОЛ ЗсЧ(НИ К Л 10 Ц(130 И, ИЗЛсР 5 Нт скОрость сьсмз приукз и р Сс уы(ыпс. ции в прои(се;плцфовация ло ,срво 0 "- яННОГО ЗЦЗЧ(.НИЯ ВЫЛЗН)Т КОс 3 Л З 3 РНКЛ шлифовально о крл53,: прп мецьп;(и ип Ло вторно зз)11111010 зшцсцця Выдакт и) - манду нд прекращение ифовзция.С 110 об у 103 5. Е 15 01 ПЕ( 5 3 яЕТСя СГИ- дующим образом.,ДЛ 5 КОНКР(.1 ЦОО РОС(Л ПфОВЗ Ц Ц 5 опыт(ыл пут(л стзц;1; 3;Внт 1)0 ец. ;5- ОР 31 ИЗВЦИИ МОЦИ)СТ, Об(СПС 3 ИсН)ЦИР Гпис результаты по Гочшсти 5 цроизводитель - НОСТИ ОбРс(ООТКР. ДГЯ Э 1010 ЗЗЛЗЦЦО 0;ПсИ ЦИЯ МОЦЦОСТ ТсКВ ,).Ы 1 П 1 СЛ 011(- ЛС,5 ОТ ЛВа ЛОЦУСТИЛЫХ;51 с :.:3 ИЯ СКОРО(13 съема ирину(кз. 11 ер 50 с ло.,стих)ос зпд ицие скоросги съ(мз сотгвстствует Гкой степени умецьп 1 сци 51 р(жуцеЙ спОсобОст 1 шлифовальцого круг, ри кторой:315.- цейшее шлифовдци( без правки круга г;ри водит к зцдцителыому цижени 0 производительности. Второе допустимое зцзчсцис скорости съема соответствует умецьшецин режущей способцости 31,1 иОвзгьного круга до критического значения, пижс которого значительно увелццивз(тся Отнопсние ысжду радиальной и тац снпиальной силами резания, что может риест 53 к зааливзию и Осыпаник) (р(Г(3, д также Ооразов)5 И 0 большего по глуоице прижогового 053, неудаляемого полностью и последуюНих этапах цикла оордбогк .В процессе ш,ифовдция пз эае со ,- билизацией моц 05, 0 у 3(ест(лсл 0 пл те.1 З( 3( Ц 153 Р0 ОС И Ц О, Д1Р 3 0 К; О, - (ИИ (Рс 3 КИЧ(.КО О .5 нас:(1 ИЯ Ы 0133 И)СТИ (Г Зддс 13(ОГО .5 ЗИ 1351, рОИЗВО ЯТ НСП Ь, ц(к измерение ( корости съеча припуск1 о басре съем рппуска ца этом э 5(1 и(05111151 рек, п 51 сцосОб ии ть ц;1 ивдльпоо круга улс 111 ается, прицем ипт(.цсивцее, сы оольпе вегшцина припуск, 3 ято 30 пое очсрелцой правки круга. 1 ри этом звтоыз Гицсское одлержзнне мощист.3 д здлп и)ч уровнс обсс ивастся за с(с СОТВ(ТИ 1 Л НСП) Л )10 ЬПСЦИ 51 КОР(И3 ("ЬЕ Л ЗРЛ(. В:5 висимИ ; 3 ы припускд,Ц 5(ТО 0 ЦО(Л( ОЧЕРСЛНОИ РсВК, И:1)3.15 .сСр И 3 КОНКрвТ 30 0 ЭК М; 1510 рИМ(:51мого плифовзлыиц и кругз нс гуа( Г момс тако 0 уъ 3(цыция иж)1 их ( ВОЙГБ кры КПО;)ОС РВОЛИК Ц 1 ЖЦИН КОРОСТИ СЪ( )1 с,10 ПСР ВО 0 Зал 3 ННОГО РЦС.НИ 51.РИ ЭТОМ в сх(му управления станком выдают кол),) а оцсрелнук 1 рдвкл шлифовального круга.сли в процессе шлифования на этапе (О билизцц(й ыоццости скорость съем црипускз уменьшается до строго заданно 0 значения, то в схему управления станко :)5 Вылнп комИлу цз аварийый останов станк. 1 рицицзми уы(цьп.ения режущей способшсти круга ло критического значения и н)01 В(тственно улеь 13 е(ия скорости с 3 е.Л,10 1)ТСРО О ЗДЛЗЦ 0 0 ЗНсЧЕНР 1 Я МО Л явцтьс, н 5 р(лср, неисправности в меха ц цпзмс:рзвки:плиф(цального круга. Знзч 1 -,ыос уменыдение количества (,ОЖ и ВилОЙ В 5011) резаН(1, ци;5 кое кач;К 013 иИТНО 0 ЭКЗЕМ П,ЯР П ЛИфовдЬНО КР 1 с.11 чертеке представлена функционал,Вя схема устройства лля реализации прел- .зелиго способа.У тройство содержит датчикМощности,л;1 т ц(к 2 прцпускз, латцпк 3 скоростивемарипл ска, выполненный, например, в Виде ,пфферсппируюцего звена, элслС 114 рдв,ения, пороговые -.лементы 5 и 6, залатцики 79 и сх( му О у 1 рдв 1 с 11 И 5 станком 1 В устройтно также вхоляг блок кол 3 Сзции мощное)и и)терь холосто 0 хода и блок с л 1(. щения ровня настрОЙки зздзтчик В зависимости от фзктицеского знацеция ;пзме Гра цлифовдльцого кругаНе поКДЗЗ Ц 1 ) .Датчикмоцнсти соединен с элемецзол 4 сравсия, связанным по второлу Вхо,0 ззлатчиком 9, з по Вхолл - со схе- ОЙ 1 управления (.танко 3 1. Вход датчика 3 скорости соединен с датчиком 2 припуси, а выил с пороговыми элементами 5 ц 6, связанными Вгорыми входами с задзтчикзми 8 и 7 оотвегствецно. Выходы пороГовых эгсле 015 5 и 6 соелинецы со Немой110616 Составитель В.латонов Редактор Т. Веселова Техред И. Верес Корректор И. Марека Заказ 5926/12Тираж 736 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4 5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4нальные соответственно первому и второму допустимым значениям скорости съема припуска и заданному значению мощности, затрачиваемой на шлифование.В процессе шлифования в элементе 4 сравнения сигнал с задатчика 9 сравнивается с сигналом, поступающим с датчика 1 мощности. Сигнал рассогласования с выхода элемента 4 поступает в схему 10 управления, изменяющей рабочую подачу таким образом, чтобы свести к минимуму возникшее рассогласование. Одновременно с выхода датчика 2 сигнал, пропорциональный текущему значению припуска, поступает на вход датчика 3, на выходе которого формируется сигнал, пропорциональный текущему значению скорости съема припуска. В пороговых элементах 5 и 6 этот сигналсравнивается с сигналами, вырабатываемыми задатчикамн 8 и 7 соответственно.При уменьшении скорости съема припуска до первого допустимого значения сигналы на входах порогового элемента 6 становятся равными и в схему 10 с выхода элемента 6 поступает команда на очередную правку шлифовального круга. Если в процессе шлифования скорость съема припуска умень О шается до второго допустимого значения,то срабатывает пороговый элемент 5 и в схему 1 О поступает команда на прекращение шлифования.Производительность обработки при использовании этого способа повып 1 ается на 204, повышается и точность обработки.
СмотретьЗаявка
3608712, 23.06.1983
МОСКОВСКОЕ ОСОБОЕ КОНСТРУКТОРСКОЕ БЮРО СРЕДСТВ АВТОМАТИЗАЦИИ И КОНТРОЛЯ И ЭЛЕКТРОЭРОЗИОННОГО ОБОРУДОВАНИЯ
РЮМКИН ВЯЧЕСЛАВ ЯКОВЛЕВИЧ, АРТАМОНОВА ЕЛЕНА СЕРГЕЕВНА, ГЕТМАН АЛЕКСАНДР СЕМЕНОВИЧ, ПОДЛАЗОВ СЕРГЕЙ СЕРГЕЕВИЧ, ШЛЕЙФЕР МИХАИЛ ЛЬВОВИЧ
МПК / Метки
МПК: B24B 49/00
Метки: станком, шлифовальным
Опубликовано: 30.08.1984
Код ссылки
<a href="https://patents.su/3-1110616-sposob-upravleniya-shlifovalnym-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления шлифовальным станком</a>
Устройство для одновременногоопределения скорости распространениязвука b среде и скорости движениясреды

Номер патента: 830234
Опубликовано: 15.05.1981
Авторы: Артемов, Кобяков, Ульянов
Метки: движениясреды, одновременногоопределения, распространениязвука, скорости, среде
...базы 8 расположен передающий канал 19 с передающим акустическим преобразователем А акустического канала АА и приемный преобразователь В акустического канала ВВ, а на другой - приемный преобразователь А1 акустического канала АА и передающий канал 19 с передающйм преобразователем В канала ВВ , Оба акустичесуких канала подсоединены к цифровому измерительному устройству 20 и индикаторам 17 и 18. База В выбирается из условий несущей частоты, конструкции преобразователей и параметров среды.При движении среды со скоростью у параллельно акустическим каналам в одном канале, например ВВ, перенос излученного сигнала осуществляется со скоростью С + Ч., а в другом канале АА - со скоростью С- Ч.Сигнал с тактовых генераторов 3 подается на модуляторы...
Способ селекции мгновенных значений параметров исследуемых процессов
Номер патента: 1164751
Опубликовано: 30.06.1985
Автор: Чубатенко
МПК: G06K 9/62
Метки: значений, исследуемых, мгновенных, параметров, процессов, селекции
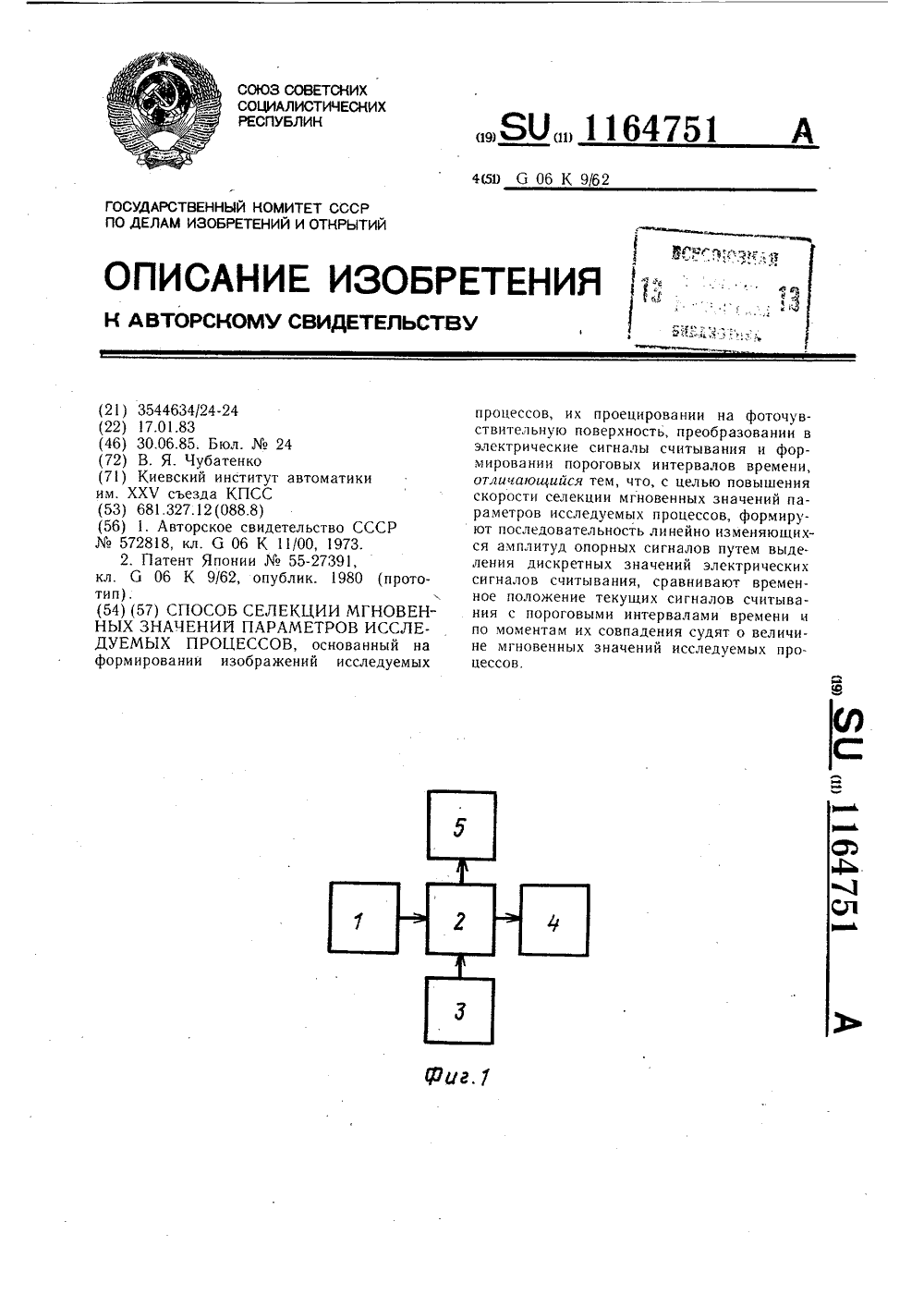
...кабель 4 и индикаторное устройство 5.Тест-маска 6 состоит из точечных фотоприемников (круглые волоконные свето- воды) 7 - 12 и др., расположенных на оди- наковом расстоянии друг от друга, равном ступени 13 квантования.Приемно-передающий модуль содержит клеммы 14 электрического входа, входной световод 15, выходной световод 16, фото- резистор 17 и светодиод 18, входящие в состав длинных оптронов 19 и 20 соответственно, резистор 21 и клемму 22 электрического выхода.Индикаторное устройство состоит из схемы 23 управления, включающей входную клемму 24 преобразователь 25 единичного позиционного кода в параллельный двоичный код, преобразователь 26 параллельного двоичного кода в двоично-десятичный код и преобразователь 27...
Устройство для регулирования скорости подачи инструмента в копировальных станках

Номер патента: 64498
Опубликовано: 01.01.1945
Автор: Гуревич
МПК: B23Q 15/013
Метки: инструмента, копировальных, подачи, скорости, станках
...регулирования, поскольку кривизна контура может иметь различные знаки, в то время как направление основ. мой подачи должно сохраняться щеизменным,Оомотки возбуждения 9 и 10 сервомотора включены так, что ихампервитки имеют взаимно противоположное направление.Если магнитная система сервомотора не насыщена, то момент,развиваемый на его якореМа с - Са 1 Ц), ф, ), о)где: С - постоянная,ток якоря (постоянныйо величине 1,фс - поток, по "тонины й :овеличинеф, - регулируемый поток,Сервом отор 8 непосредственноуправляет сидящей на одном валус его якорем рукояткой 7 двустороннего шунтового регулятора.При отсутствии воздействия сервомотора рукоятка устанавливаетсяв среднем положении противодействующей пружиной, не показанной на...
Винторезный станок с коробкой скоростей для нарезки резьбы

Номер патента: 78774
Опубликовано: 01.01.1949
Автор: Павлов
Метки: винторезный, коробкой, нарезки, резьбы, скоростей, станок
...обеспечивается включением в кинематическую схему четырех коробок подач и трех спаренных между собой диференциалов.На чертеже изображена кинематическая схема винторезного станка. где ( (и, г,и и (; - передаточные отношения соответствующих коробок подач или, что то же самое, цифра указателя на соответствуюОг шпинделя 1 через коробку скоростей, обычную для токарных станков, движение передается на коробку подач ( и одновременно на распределительный валик 2, а оттуда параллельными цепями через короб. ки подач К 111 и (Г на отдельные звенья спаренных между собой трех диференци алов 3 и на ходовой винт 4.Настройка станка осуществляется след.ющим образом,Ходовой винт имеет шаг, равный 10 мя.Линейное перемещение супорта за один оборот шпинделя...
Способ программного регулирования скорости подачи дереворежущих станков

Номер патента: 237471
Опубликовано: 01.01.1969
МПК: B27G 23/00, G05B 13/00, G05B 19/00
Метки: дереворежущих, подачи, программного, скорости, станков
...аракт 1, свя резц т у:за роизв шаетс с бол Способ программного ре 1 рости подачи дсреворежущи чаюи 1 ийся тем, что, с целью 5 хода бракованных деталей и изводительности станков, ре изводят снижением скорост 1 затуплс 1 гия резца с увеличе древесине, которь 1 Й Вычисл 5 0 ДЯТс 1 ИКОВ Рс 1 ЗСРОВ ЗЯ ГОТОВО чи, времени резания, В соо В И 51:И, 3 Я Д Я Н Н Ы Х 1 И 3 а Д а Тс И регулирования, улирования скостя иков, От ттуменьшения выповышения прогулирование проподачи по мсрс нисм пути его и ЮТ ИО СИГНс 1 Лс 1 Х 1, С и О 1) О С Т 11 П О; с 1 твстствии с усло. КОМ Пс 1 РЯИЕТ;НП 1 Известны способы регулирования скорости подачи дереворежущих станков по мощности привода механизма резания. Эти способы не пречусматривают выполнения требований к...
Предыдущий патент: Инструмент для абразивной обработки
Следующий патент: Шлифовальный инструмент
Случайный патент: Эндопротез межфалангового сустава