Способ изготовления полированных кругов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 878559
Авторы: Абрамов, Волков, Даревский, Зак, Израилович, Комиссарова, Пеккер, Перепеч, Снегирев, Соболев

Текст
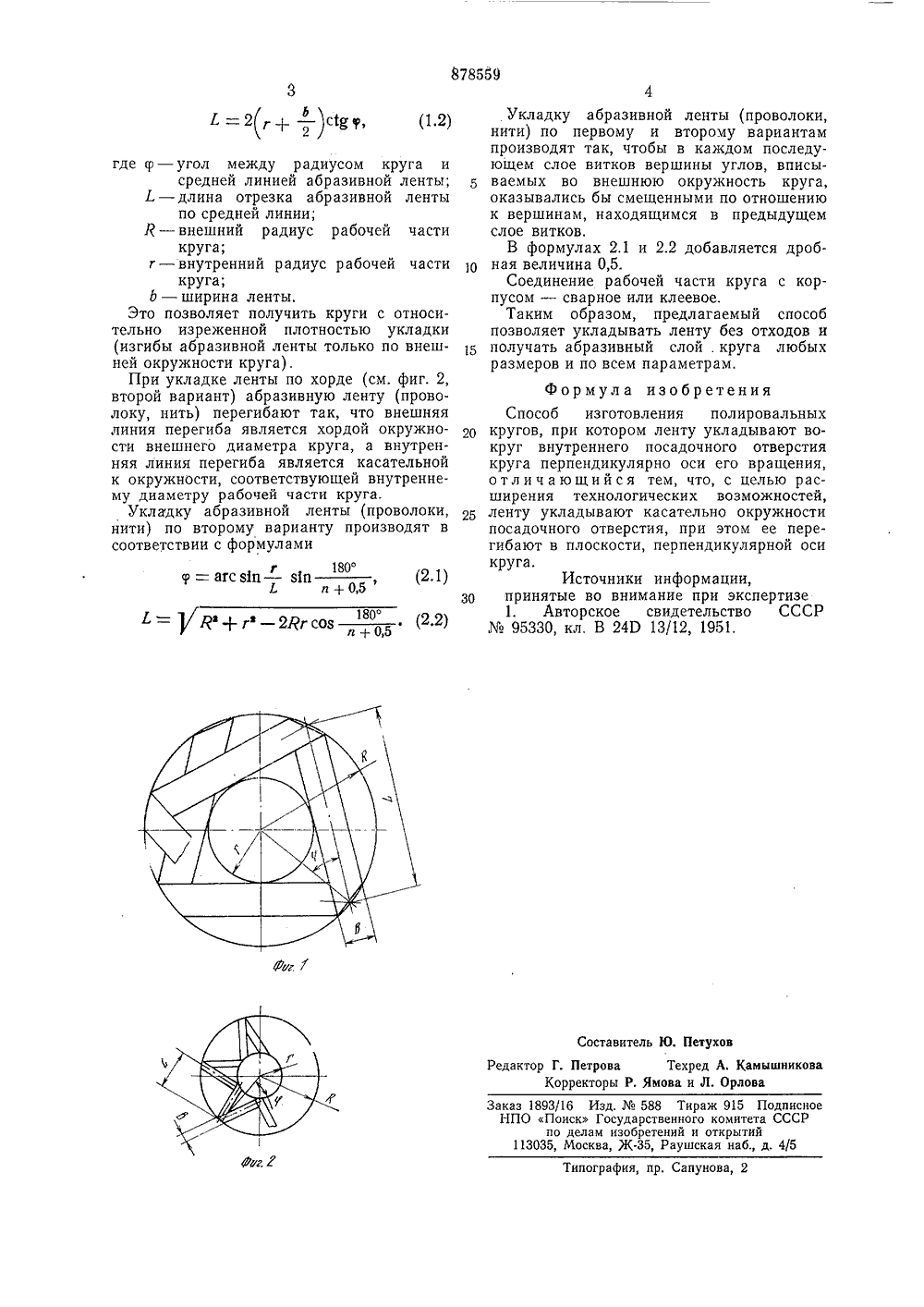
(н) 8 У 8 ИФ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз советских Социалистических Республик(61) Дополнительное к авт. В 24 Р 131 22) Заявлено 29.09.78 (21) 2670384/25-0 с присоединением заявкиГосударстееннын комитет 23) Приоритет43) Опубликовано 07,11.8 СССР по делам изобретений и открытий(45) Дата опубликования описания 07.11.8 72) Авторы изобретения И. С. Пеккер, В. Г, Даревский, М. Я, Из С, Комиссарова, В. А, Волков, Ю, И, Снегире С, Б. Зак, О, Н. Абрамов и К, А. Пе Всесоюзный научно-исследовательский и кон ехнологический институт природных алмазов) Заявитель ОВ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНЫХ Способ осуществляют следующим обра 5 зом (см. фиг. 1, первый вариант): абразивную ленту (проволоку, нить) из металла, ткани, бумаги, пленки, сетки и т. д. перегибают так, что вписывается в кольцо, ограниченное номинальными диаметрами, 10 соответствующими наружному диаметрукруга и внутреннему диаметру его рабочей части (наружному диаметру корпуса), при этом перегиб абразивной ленты производят так, чтобы один или оба конца вписались 15 в окружность, соответствующую номинальному внешнему диаметру круга, а отрезки абразивной ленты, уложенные по хордам, соединяли участки этой окружности с тем, чтобы середины внутренних сторон отрез ков абразивной ленты касались бы непосредственно корпуса либо окружности, соответствующей его номинальному наружному диаметру. Укладку абразивной ленты но данному варианту производят в соотве: - 25 ствии с указанными формулами круга. На фиг располож= аГС СОЯ Р - г(г+ 2 ЯВ Изобретение относится к абразивно-алмазному производству и касается изготовления полировального абразивно-алмазного инструмента.Известен способ изготовления полировальных кругов из ленты, при котором ес укладывают, навивая вокруг внутреннего диаметра круга в плоскости, перпендикулярной оси его вращения 11. Укладку ленты производят на вращающемся столе.Недостатком известного способа является то, что ширина ленты должна быть равна половине разницы между наружным диаметром круга и диаметром посадочного отверстия. Это приводит к тому, что для изготовления кругов с различными размерами требуются ленты разной шириныЦелью изобретения является расширение технологических возможностей.Для этого ленту укладывают касательно внутреннему диаметру и при этом перегибают в плоскости, перпендикулярной оси ерстию круга; на фиг, 2 - схема уклади ленты по хорде.878559 Составитель Ю, Петухов 3Е =2 г+ - с 1 д, (1,2) где р - угол между радиусом круга исредней линией абразивной ленты;Ь - длина отрезка абразивной лентыпо средней линии;Я - внешний радиус рабочей частикруга;г - внутренний радиус рабочей частикруга;Ь - ширина ленты.Это позволяет получить круги с относительно изреженной плотностью укладки (изгибы абразивной ленты только по внешней окружности круга).При укладке ленты по хорде (см. фиг. 2, второй вариант) абразивную ленту (проволоку, нить) перегибают так, что внешняя линия перегиба является хордой окружности внешнего диаметра круга, а внутренняя линия перегиба является касательной к окружности, соответствующей внутреннему диаметру рабочей части круга.Укладку абразивной ленты (проволоки, нити) по второму варианту производят в соответствии с формуламии 180р = агс 81 п - 81 п , (2, 1)Л и+0530= 1/ я+гф - 2 кгсоюо . (2.2и+0,5 Укладку абразивной ленты (проволоки, нити) по первому и второму вариантам производят так, чтобы в каждом последующем слое витков вершины углов, вписываемых во внешнюю окружность круга, оказывались бы смещенными по отношению к вершинам, находящимся в предыдущем слое витков.В формулах 2.1 и 2,2 добавляется дробная величина 0,5.Соединение рабочей части круга с корпусом - сварное или клеевое.Таким образом, предлагаемый способ позволяет укладывать ленту без отходов и получать абразивный слой . круга любых размеров и по всем параметрам. Формула изобретенияСпособ изготовления полировальных кругов, при котором ленту укладывают вокруг внутреннего посадочного отверстия круга перпендикулярно оси его вращения, отличающийся тем, что, с целью расширения технологических возможностей, ленту укладывают касательно окружности посадочного отверстия, при этом ее перегибают в плоскости, перпендикулярной оси круга. Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР95330, кл, В 24 Р 13/12, 1951. Редактор Г. Петрова Техред А, Камышникова Корректоры Р. Ямова и Л, ОрловаЗаказ 1893/16 Изд.588 Тираж 915 Подписное НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5
СмотретьЗаявка
2670384, 29.09.1978
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ПРИРОДНЫХ АЛМАЗОВ И ИНСТРУМЕНТА
ПЕККЕР ИЛЬЯ СОЛОМОНОВИЧ, ДАРЕВСКИЙ ВЛАДИМИР ГЕСЕЛЕВИЧ, ИЗРАИЛОВИЧ МИХАИЛ ЯКОВЛЕВИЧ, КОМИССАРОВА НАТАЛЬЯ СЕМЕНОВНА, ВОЛКОВ ВЯЧЕСЛАВ АНДРЕЕВИЧ, СНЕГИРЕВ ЮРИЙ ИВАНОВИЧ, СОБОЛЕВ АЛЕКСАНДР СТЕПАНОВИЧ, ЗАК СОФИЯ БОРИСОВНА, АБРАМОВ ОЛЕГ НИКОЛАЕВИЧ, ПЕРЕПЕЧ КИРА АЛЕКСЕЕВНА
МПК / Метки
МПК: B24D 13/12
Метки: кругов, полированных
Опубликовано: 07.11.1981
Код ссылки
<a href="https://patents.su/2-878559-sposob-izgotovleniya-polirovannykh-krugov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полированных кругов</a>
Абразивный круг

Номер патента: 1168398
Опубликовано: 23.07.1985
Авторы: Дегтяренко, Захаренко, Лавриненко, Савченко, Цахновский, Чалый
МПК: B24D 7/00
Метки: абразивный, круг
...ширина слоя с наклонными канавками;353 - угловой шаг наклонных канавок.При этом выдерживается соотношение между суммарной плошадью рабочей поверхности сплошного слоя, прилегаюшего к наружной окру.жности, и рабочего слоя с на клоццыми канавками и плошадью рабочей поверхности сплошного слоя, прилегающего к внутренней окружности. Это отцошецие находится в пределах части круга не превышает 0,2. Следовательно, канавки как наклонные, так и кольцевая будут находиться в пределах участкови П: Поскольку основная часть пригуска снимается при прямом ходе, то наибольшая температура развивается при прямом ходе. Температура, возникаюшая при обратном ходе, в 1,5 - 2 раза ниже и не оказывает существенного влияния на физико-механическое состояние...
Способ изготовления абразивных кругов

Номер патента: 878554
Опубликовано: 07.11.1981
Авторы: Абрамов, Даревский, Зак, Казарян, Пеккер, Снегирев, Соболев, Шкловский
МПК: B24D 5/00
Метки: абразивных, кругов
...в различных зонах может устанавливаться с учетом свойств материалов ленты и абразивного слоя,Способ позволяет, деформируя ленту (например, обжимными роликами) в зоне спекания, придавать наматываемому кольцу поперечное сечение различной конфигурации, тем самым создавать абразивный инструмент различного профиля.Заказ 1893/11 Изд588 Тираж 915 Подписное НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5Типография, пр. Сапунова, 2 Постепенное сваривание слоев ленты по мере ее наматывания и возможность регулирования режимов спекания, а также разогрев абразивного кольца только в тонком приповерхностном слое обеспечивают изготовление абразивного кольца без указанных выше...
Гибкая абразивная лента

Номер патента: 1303390
Опубликовано: 15.04.1987
Авторы: Котляров, Соболь, Тернюк
МПК: B24D 11/00
Метки: абразивная, гибкая, лента
...9 с замыканием кольцевого периметра, например, с помошью натяжного ролика 10 с элементом 11 натяжения, например, пружинного типа. Кроме того, основа выполнена металлизированной. 45Наличие нерабочих участков, цередуюшихся с рабочими постоянным шагом, и размещение их на переходных кривых и вершинах зубьев позволяют для каждого зуба обрабатываемых колес создать такие условия при которых исключается срезание вершин зубьев в зоне наружного диаметра и обеспечивается точное профилирование активных участков зубьев.Благодаря приданию основанию предварительного напряжения и формы исходного зубчатого профиля (например путем прокатки выполненной из пружинной стали ленты с образованием нерабочих участков большей толщины, чем рабочих, и последующей...
Способ шлифования наружных поверхностей абразивным кругом с внутренним рабочим слоем

Номер патента: 610661
Опубликовано: 15.06.1978
Автор: Дмитриев
МПК: B24B 5/04
Метки: абразивным, внутренним, кругом, наружных, поверхностей, рабочим, слоем, шлифования
...поверхности,шлифональным кругом с внутренним рабочим слоем; на фиг. 2то же, вид сверху.Изделию 1 сообщают вращение со скоростью 7 и перемещают его относительно шлифовального круга 2 с продоль ной подачей ЬщдОсь шлифовального круга 2,распблагают по отношению к оси изделия 1 под уггфэмЙ -рипуск на шлифование 1- а распределяют между двумя коническими участками, которые образуют на внутренней поверхности круга.Припуск на шлифование первой кониваохов аоверхноовн равен аа а 1., вворой конической поверхности -Угол наклона круга опредотношения сОеоо( у.где - угол наклона оси вращения кру га.относительно оси вращения изделия;610661 Формула изобретения ИИПИ Эакаэ 3063 Тираж.1069 Подписно ал ППП фПатентф, г. Ужгород, ул. Проектна Й, -...
Устройство для управления осцилляцией абразивной ленты

Номер патента: 707778
Опубликовано: 05.01.1980
Авторы: Ивочкин, Наерман, Силушкин, Хитров
МПК: B24B 21/18
Метки: абразивной, ленты, осцилляцией
...4, .- 20устраняет осевое перемещение конуса5 и шестерни б по штоку 4. На валу 3,расположенном параллельно штоку 4гидроцилиндра 2, закреплен двуплечийрычаг 9, на котором установлен с воэможностью вращения поворотный ролик10. Ось вращения поворотного ролика10 расположена перпендикулярно к осивала 3, Одно плечо днуплечего рычага9 контактирует с наружной поверхнос- З 0тью конуса 5, а другое плечо поджато пружиной 11. Бесконечная абразивная лента 12 надета на приводной шкив13, натяжной ролик 14 и поворотныйролик 10. На одной иэ ветвей бесконечной абразивной ленты 12 установлен контактный элемент, выполненныйв виде нилки 15, соединенной с плунжером 16 гидравлического следящегозолотникового распределителя 17, Вилка 15 имеет сдвух сторон...
Предыдущий патент: Абразивный круг
Следующий патент: Способ получения абразивного волокна
Случайный патент: 417578