Способ производства проката
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 722616
Авторы: Губайдулин, Ляшенко, Чуманов, Шульгин


Текст
ОП ИСАНИЕИЗЬБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоцналистнческихРеспублик(51) М. Кл В 21 В 1/00 Гесударствеиный комитет Опубликовано 25.03.80, Бюллетень11Дата опубликования описания 05.04.80(53) УДК 621.77 . 2 04 (088 8) по делан изобретений и открытий(72) Авторы изобретения Донецкий ордена Трудового Красного Знамени политехнический институт(54) СПОСОБ ПРОИЗВОДСТВА ПРОКАТА Изобретение относится к области обработки металлов давлением, в частности к технологии прокатки профилей на обжимных, заготовочных и сортовых станах.Известен способ производства проката, преимущественно на реверсивйом стане, включающий прокатку профилей в многоручьевых калибрах и их разделение 11.Недостатком этого способа является появление серповидности и скручивания профилей при разделении.оПредлагаемый способ лишен указанного недостатка и отличается тем, что по меньшей мере один из концов раската на длине, равной 0,5 - 1,5 (преимущественно 0,8 - 0,9) длины концевой обрези, оставляют неразделенным, а окончательное разделение производят вне валков; реверс перед чистовым пропуском осуществляют при наличии конца раската в валках, перед чистовым пропуском формируют недокат и выдают его из валков после их разделения, разделение осуществляют после прохождения, переднего конца раската путем сведения валков, а окончательное разделение производят путем отрезания неразделенной части раската. 2Это улучшает качество профилей путем устранения серповидности и скручивания отдельных профилей.Пример. Прокатывают прямоугольные свинцовые слябы в трехручьевых калибрах с прямоугольными диагональными ручьями в валках диаметром 270 мм стана 280. Прокатку ведут в двух калибрах с размерами ручьев 28 Х 34 мм. В первом калибре производят формирование недокатов, а также необходимой для разделения толщины перемычки, в данном случае равной 3 мм. Во втором (чистовом) калибре производят разделение профилей, оставляя при этом неразделенной переднюю часть раската. При этом соблюдают геометрическое подобие прокатки квадратной заготовки,Ю 135 мм в клети 900 стана 950/900 Донецкого металлургического завода. Слябы размерами 70 Х 180 Х 500 мм прокатывают за 4 и 5 пропусков в черновом калибре до перемычки толщиной 3 мм, или делая недокаты с перемычкой в передней части раската 8 мм, а на остальной длине Змм. Недокаты формировались следующим образом. После задачи раската в валки реверс722616 Формула изобретения Составитель Ю. Зараиин Техред К, Шуфрнч Корректор Ю,Макаренко Тираж 936 Подписное ЦН И И ПИ Государственного комитета СССР по делам изобретений и открытий И 3035, Москва, Ж - 35, Раушская наб., д, 4/5 Филиал ППП Патент, г. Ужгород, ул. Проектная, 4Редактор Н. КозловаЗаказ 209/3 в предчистовом пропуске производят, не выпуская конец раската из валков. Такой способ формирования недоката целесообразно применять при последовательном расположении клетей стана и последующем разделении во второй клети. В случае реверсивной прокатки в одной клети после формирования недоката разводят валки и выпускают его на заднюю сторону стана.Разделение раската производят двумя способами:в чистовой калибр задают недокат, при этом передняя его часть остается неразделенной на длине 100 мм, соответствующей длине участка с толщиной перемычки 8 мм;раскат из предчистового калибра с толщиной перемычки 3 мм задают в чистовой калибр. После прохождения переднего конца липой 100 мм валки сводят, производя раз"еление профилей. Этот способ целесообраз.о применять при наличии в клети скоростных нажимных винтов.Оптимальным значением длины неразделенной части является норма обрези для данного типоразмера профиля и марки стали. В связи с тем, что это значение очень сложно выдержать при формировании недоката 11 при разделении, предлагается интервал 0,5 1,5 длины обрези.Если величина неразделенной части будет меньше 0,5 длины обрези, то может произойти разделение на этом участке за .чет влияния внешних зон. При значении большем 1,5 длины обрези приходится или увеличивать обрезь или удалять перемычки после обрезания конца, например, газокислородными резаками. И то, и другое являетсяэкономически нецелесообразным. 1. Способ производства проката, преимущественно на реверсивном стане, включающий прокатку профилей в многоручьевыхкалибрах и их разделение, отличающийсятем, что, с целью улучшения качества про 16 филей путем устранения серповидности искручивания отдельных профилей, по меньшей мере один из концов раската на длинеравной 0,5 - 1,5 (преимущественно 0,8 - 0,9)длины концевой обрези оставляют неразделенным, а окончательное разделение производят вне валков.2. Способ по п, 1, отличающийся тем, чтореверс перед чистовым пропуском осуществляют при наличии конца раската в валках.3. Способ по п. 1 отличающийся тем, что2 о перед чистовым пропуском формируют недокат и выдают его из валков после их разведения.4, Способ по п, 1, отличающийся тем, чторазделение осуществляют после прохождения переднего конца раската путем сведениявалков.5. Способ по п. 1 отличающийся тем, чтоокончательное разделение производят путемотрезания неразделенной части раската.Источники информации,зр принятые во внимание при экспертизе1. Авторское свидетельство С С С Р позаявке2494401/02, кл. В 21 В 1/02, 1977,
СмотретьЗаявка
2565958, 25.01.1978
ДОНЕЦКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ЧУМАНОВ ЮЛИАН МИХАЙЛОВИЧ, ШУЛЬГИН ГРИГОРИЙ МИТРОФАНОВИЧ, ЛЯШЕНКО ЮРИЙ ПЕТРОВИЧ, ГУБАЙДУЛИН ВЯЧЕСЛАВ ФУАТОВИЧ
МПК / Метки
МПК: B21B 1/00
Метки: производства, проката
Опубликовано: 25.03.1980
Код ссылки
<a href="https://patents.su/2-722616-sposob-proizvodstva-prokata.html" target="_blank" rel="follow" title="База патентов СССР">Способ производства проката</a>
Способ разделения профилей и устройстводля его осуществления

Номер патента: 804254
Опубликовано: 15.02.1981
Автор: Яшаяев
МПК: B23D 23/04
Метки: профилей, разделения, устройстводля
...заготовкиПри разделении прутка из стали 45 Р 100 мм, 6 60 мс/мм полное отделение заготовки от прутка происходит при сдвиге равном 41 мм. К прутку прикладывается усилие 300 тс, в результате чего заготовка сдвигается относительно прутка на 8 мм. Затем заготовку поворачивают, не снимая усилия 300 тс, и она отделяется от прутка. Диаметр срезаемого прутка стали 45 9 100 м Ширина зажимов равна диаметру деформируемого прутка 100 мм. Сдвиг-перемещение продольной оси деформируемого прутка - 100 мм, а угол кручения срезаемой заготовки - около 15. Максимальное усилие, развиваемое устройством при резке, около 200 тс - в 2,5 раза меньше, чем при резке на ножницах с противодавлением на нижнем прижиме (от гидропневматической подушки) .Устройство для...
Способ разделения профилей при прокатке

Номер патента: 1359021
Опубликовано: 15.12.1987
Авторы: Балабейко, Губайдулин, Гурин, Клименко, Корин, Кукуй, Листопад, Попов, Семенов, Шульгин
МПК: B21B 1/02
Метки: прокатке, профилей, разделения
...в чистовом разделяющем калибре.В процессе прокатки первоначально формируют одновременно несколько,преимущественно три заготовки,связанные между собой перемычками поширине. В предчистовом калибре 1 впроцессе деформации каждый четныйпрофиль 2 формируют чистовым.Разделение заготовок осуществляют в чистовом калибре 3 путем растяженияперемычек до разрыва. При этом од"новременно иэ нечетных профилей формируют чистовые профили,Улучшение условий захвата металла валками в этом случае по сравнению с известными способами достигается уменьшением угла касания металла с валками вследствие уменьшениярасстояния между вертикальными осями ручьев ЬБ предчистового и чис"тового калибров из-за отсутствияуширения при прокатке средней заготовки в...
Устройство для ввода раскатов сдво-енных профилей b валки прокатнойклети

Номер патента: 812371
Опубликовано: 15.03.1981
Авторы: Галицкий, Дорожко, Калугин, Мних, Несмачный, Нефедов, Хорошилов
МПК: B21B 39/00
Метки: валки, ввода, прокатнойклети, профилей, раскатов, сдво-енных
...7. Рычаги б имеют возможность 40принудительного поворота в направлении прокатки, обеспечивающего внедрение дисков 7 в металл, благодарятянущему усилию (на фиг, 1 показанострелкой), создаваемому пневмо- или 45гидроцилиндром или соленоидоми регулируемое ограничение рабочего ходарычагов (не показаны). Эффект самоудержания дисков 7 в- зоне внедренияих в перемещающуюся полосу 5 достигается расположением осей 8 поворотарычагов 6 со смещением в сторону прокатки относительно центров вращениядисков 7 (вертикальной плоскостиА-А).55В зависимости от профилировки дисков 7 при их внедрении в проходящуюмежду направляющими роликами полосу5 может быть получено местное Ослабление поперечного сечения сдвоенного профиля либо в виде...
Способ продольного разделения профилей в валках при совмещенной прокатке и калибр для его осуществления

Номер патента: 610577
Опубликовано: 15.06.1978
МПК: B21B 1/02
Метки: валках, калибр, продольного, прокатке, профилей, разделения, совмещенной
...в валках чистовой клети стана. Калибр (фиг. 2) образоиими и включает обжимную зону,вуюшую форме готовых профиде 1разрушения перемычки.Фасонные и цилиндрические дкалибра насажены и закрепленывалков,610577 Ц 1 И 1 ИПИ 3."каз 305515 Тираж 108 Филиал ИИЪтенс"г, Ужгород, ул 1 одписное 1 роектна Между фасоннымц дисками 1 и 2 сбра, зующнми обжнмнук зону на оси валков нвсажекь. цилиндрические гладкие диски 3 и 4 разного диаметра так, чтобы диск 3 большего диаметра и диск 4 меньшего диаметра образовали цилиндрический выступ, входящий и кольцевое углубление, Толщина (ширина) выступа равна ширине соединительной перемычки на сдвоенном профиле, а ширина кольцевого углубления на 0,1-0,2 мм боль ше ширины входящего в нее выступа. Расстояние между...
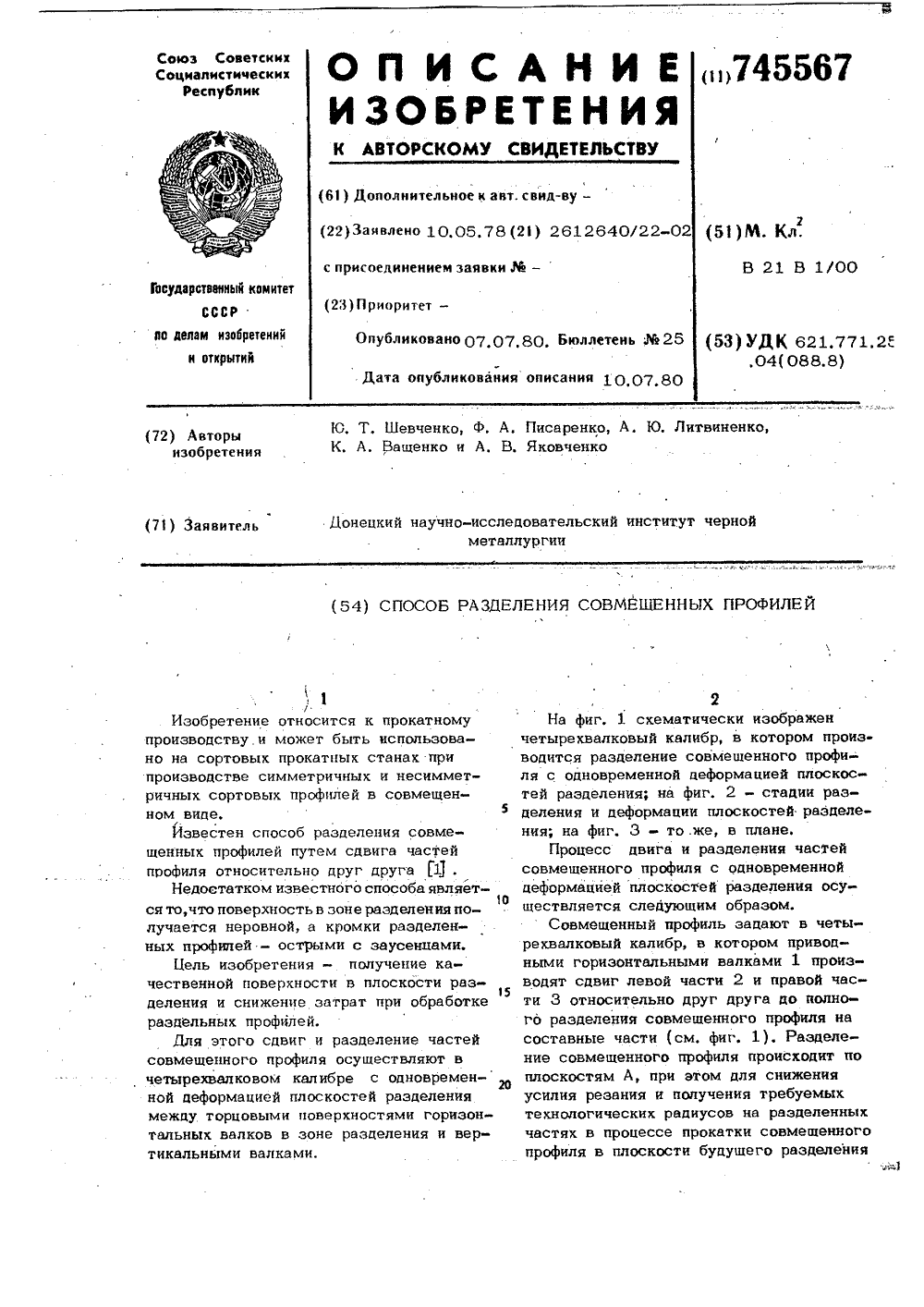
Способ разделения совмещенных профилей
Номер патента: 745567
Опубликовано: 05.07.1980
Авторы: Ващенко, Литвиненко, Писаренко, Шевченко, Яковченко
МПК: B21B 1/00
Метки: профилей, разделения, совмещенных
...или в калибре с разнесеннымиодин относительно другого осями горизонтальных и вертикальных валков. Приэтом четырехвалковые калибры с сооснымрасположением горизонтальных и вертикалных"валков предпочтительно использовать" прйотношении диаметров последних, равном 1,5 - 2,0 и более а калибры с - " разнесенными осями - при отношении1,5 - 1,3 и менее.В качестве конкретного примера осуществления предлагаемого способа выб" -рана технология разделения в четйрехвалковом калибре в холодном состоянии20 Ь - 7,5 2 сдвига одной час ризонтальными в ина контакта вертик елейными частями сгде ЛО м - величина ти профиля гоалками.альных валковдвоенного прос раэ5филябг=П 4,2 мм, енного профиолное разделение сд изонтальными валк Р стке длиной Рс/22,6еличи м...
Предыдущий патент: Устройство для электропитания движущихся в трубопроводе объектов
Следующий патент: Способ прокатки круглой стали
Случайный патент: Устройство для измерения размеров изделий